
一种激光焊接密封制作全钢化真空玻璃的方法.pdf

努力****弘毅


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光焊接密封制作全钢化真空玻璃的方法.pdf
本发明公开了一种激光焊接密封制作全钢化真空玻璃的方法,该方法用于将形状、尺寸相同的玻璃基板A和玻璃基板B制成全钢化真空玻璃,具体包括准备封边材料,准备支撑物,布放与固定支撑物,钢化处理,定位布放封边材料,合片封边,冷却出炉,检验。本发明使用激光焊接,因为是局部加热,又有温度监控,不会破坏钢化后玻璃基板的钢化性能。
玻璃焊接的平板钢化真空玻璃及其制造方法.pdf
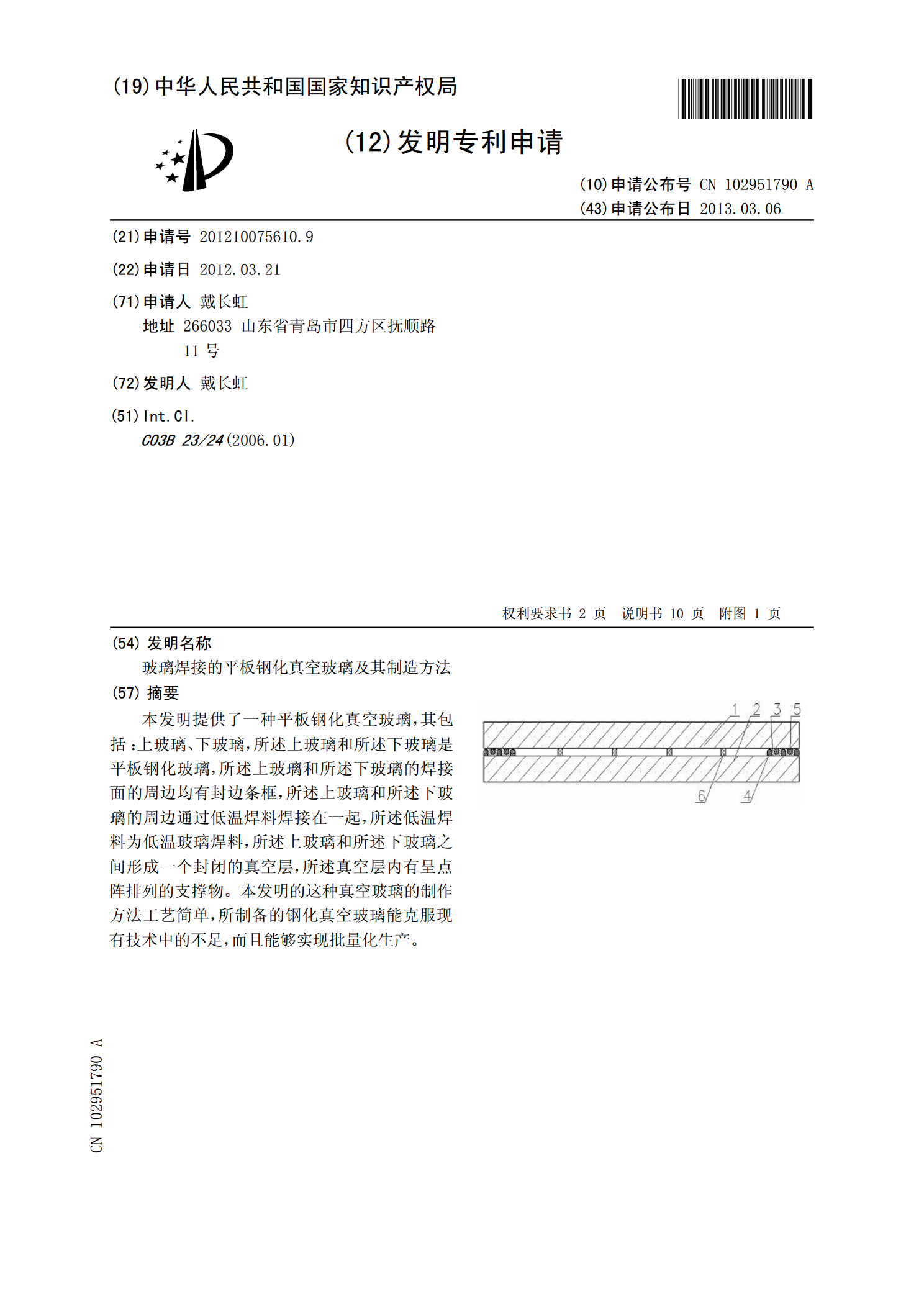
本发明提供了一种平板钢化真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述低温焊料为低温玻璃焊料,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。

一种钢化真空玻璃及其制作方法.pdf
本发明公开了一种钢化真空玻璃及其制作方法,该钢化真空玻璃包括上下两片钢化玻璃及两者之间的真空区域,在两片玻璃之间设有陶瓷釉支撑物,四边间隙设有用于封边的低温焊料,在上片玻璃角部设有带有抽气管和反射面的抽气部。用于制作该钢化真空玻璃的方法包括以下步骤S1激光钻孔、S2支撑物放置、S3钢化及支撑物烧结、S4焊料涂布、S5合片、S6封边、S7排气及封口。优点是所述的陶瓷釉支撑物与玻璃烧结在一起,不会脱落,玻璃自带的反射面有利于封口热量的集中,并且封口后抽气管在玻璃内部,使用更安全,步骤S6封边采用了低温焊料及快

一种钢化真空玻璃及其密封工艺.pdf
一种钢化真空玻璃,包括上下层钢化玻璃板,中间支撑物,四周有助封条,助封条和上下层钢化玻璃板之间用有机胶粘接,其特征是:密封胶中间夹有一道高气密性的密封条,密封条是由高气密性塑料或橡胶制成,密封胶凝固后对密封条有一个向内挤压的应力,由此造成密封条处于三向受压应力状态,密封条在助封条和玻璃板之间,密封条是依靠自身的弹性恢力压在助封条和玻璃板表面上,并阻断外界气体流入真空玻璃空腔内。

密封槽封边玻璃焊接的平面真空玻璃及其制作方法.pdf
一种密封槽封边玻璃焊接的平面真空玻璃,包括上玻璃和下玻璃,其特征在于所述上玻璃有密封条、所述下玻璃的周边有密封槽,所述上玻璃和所述下玻璃经快速加热后在高温下合片、其周边通过玻璃焊料在真空炉内加压下焊接在一起,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃及其制作方法工艺简单、生产效率高,所制备的真空玻璃不但能够消除封边应力而且能够保持钢化玻璃的钢化特性,可大批量生产钢化真空玻璃,并能增加其使用寿命。