
一种自行车车把的制造方法.pdf

桂香****盟主

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自行车车把的制造方法.pdf
本发明提供一种自行车车把的制造方法,所述的方法包括以下步骤:将原料放进退火机床进行退火,再穿过滚轮机压制成扁条状,对原料的表面进行清洁处理,将原料表面的铁屑和油脂清洗祛除干净,将原料送进挤压机内,挤压机中的12个不同弧度的滚轮将原料逐渐挤压成圆型,进过挤压后的原料为成型圆管,成型圆管从挤压机机头挤出后就直接进入到焊接机床上,将成型圆管的接触面焊接起来,将成型圆管放置在打磨机上,对成型圆管进行去毛刺的处理,将打磨好的圆管通过使用切割机进行切断,向切割好的圆管内填充支撑物,再将圆管两端焊接封死。本发明的有益效
自行车把手及其制造方法.pdf
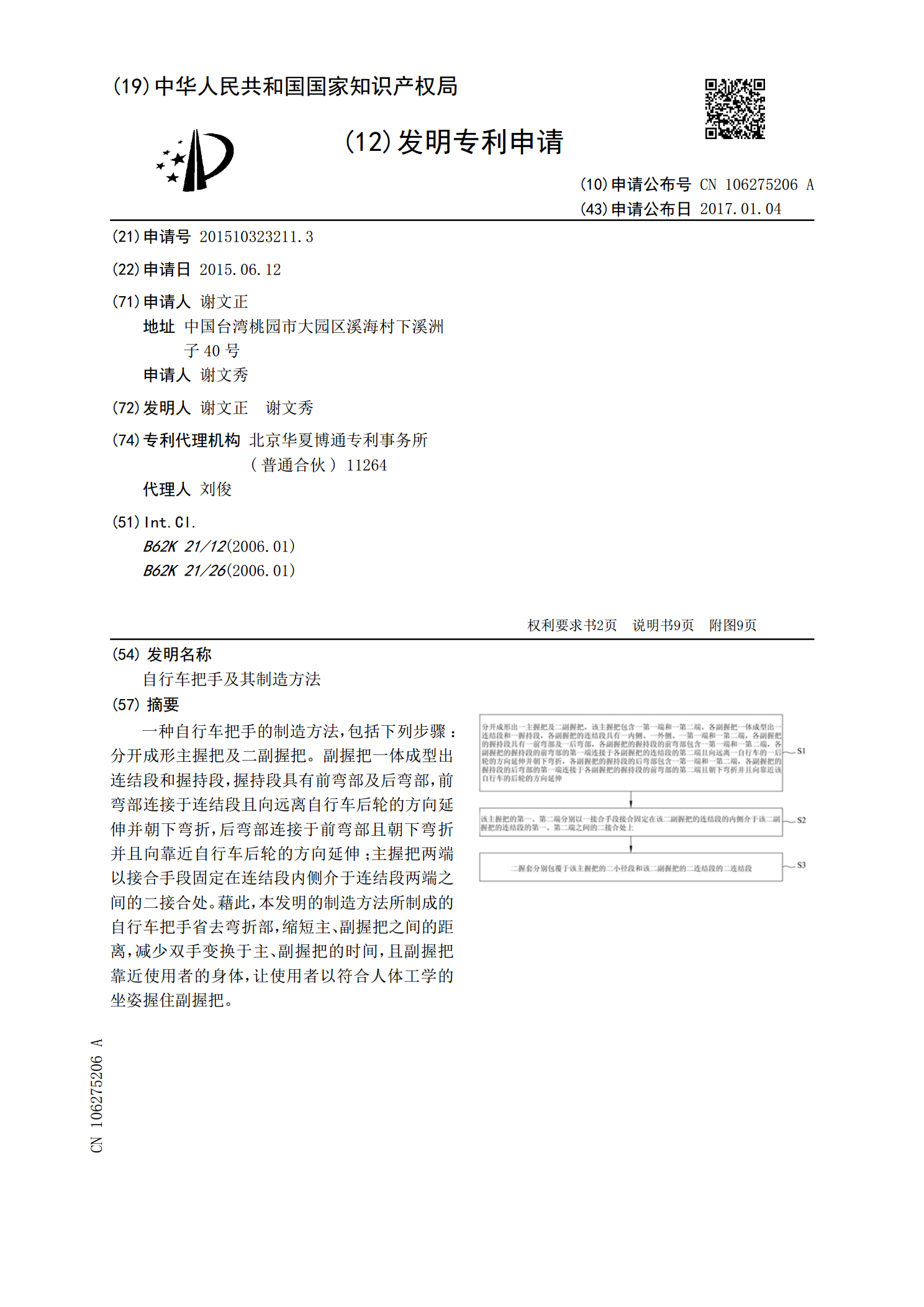
一种自行车把手的制造方法,包括下列步骤:分开成形主握把及二副握把。副握把一体成型出连结段和握持段,握持段具有前弯部及后弯部,前弯部连接于连结段且向远离自行车后轮的方向延伸并朝下弯折,后弯部连接于前弯部且朝下弯折并且向靠近自行车后轮的方向延伸;主握把两端以接合手段固定在连结段内侧介于连结段两端之间的二接合处。藉此,本发明的制造方法所制成的自行车把手省去弯折部,缩短主、副握把之间的距离,减少双手变换于主、副握把的时间,且副握把靠近使用者的身体,让使用者以符合人体工学的坐姿握住副握把。

一种新型自行车车把制备方法.pdf
本发明公开了一种新型自行车车把制备方法,其特征在于,制备步骤为:步骤一:下料准备;步骤二:皮膜皂化;步骤三:缩管;步骤四:皮膜皂化;步骤五:抽厚薄管;步骤六:机械切割;步骤七:打字修端;步骤八:弯曲加工;步骤九:热处理;步骤十:二次热处理;步骤十一:表面抛光;麻轮处理;步骤十三:表面处理;本发明由于是先缩管,然后再局部抽厚薄管的新工艺,使得制造出来的自行车车把手比业界轻量化的产品轻了约9%,并且能通过欧盟EN?14766:2005疲劳测试标准;同时,具有轻量化、生产周期短、高强度、成本低的优点,解决了现有

一种自行车把手.pdf
本发明公开的一种自行车把手,包括把手臂a,所述把手臂a外壁上套接有固定套,把手臂a的两端分别通过销轴与L形把手臂b的长边一端活动连接,把手臂b的长边上且靠近拐角处设置把手套a,把手套a上设置有手套。把手臂b能够向上或向下各旋转90°,根据骑行者的需要,自行调节车把的高低位置,提高骑行者的舒适度,在冬天骑行时,不会冻手,提高骑行体验,且手套通过魔术贴粘接,能够方便拆卸,使用任何一个把手,都可以对手进行保暖。
一种折叠车把及配置该折叠车把的自行车.pdf
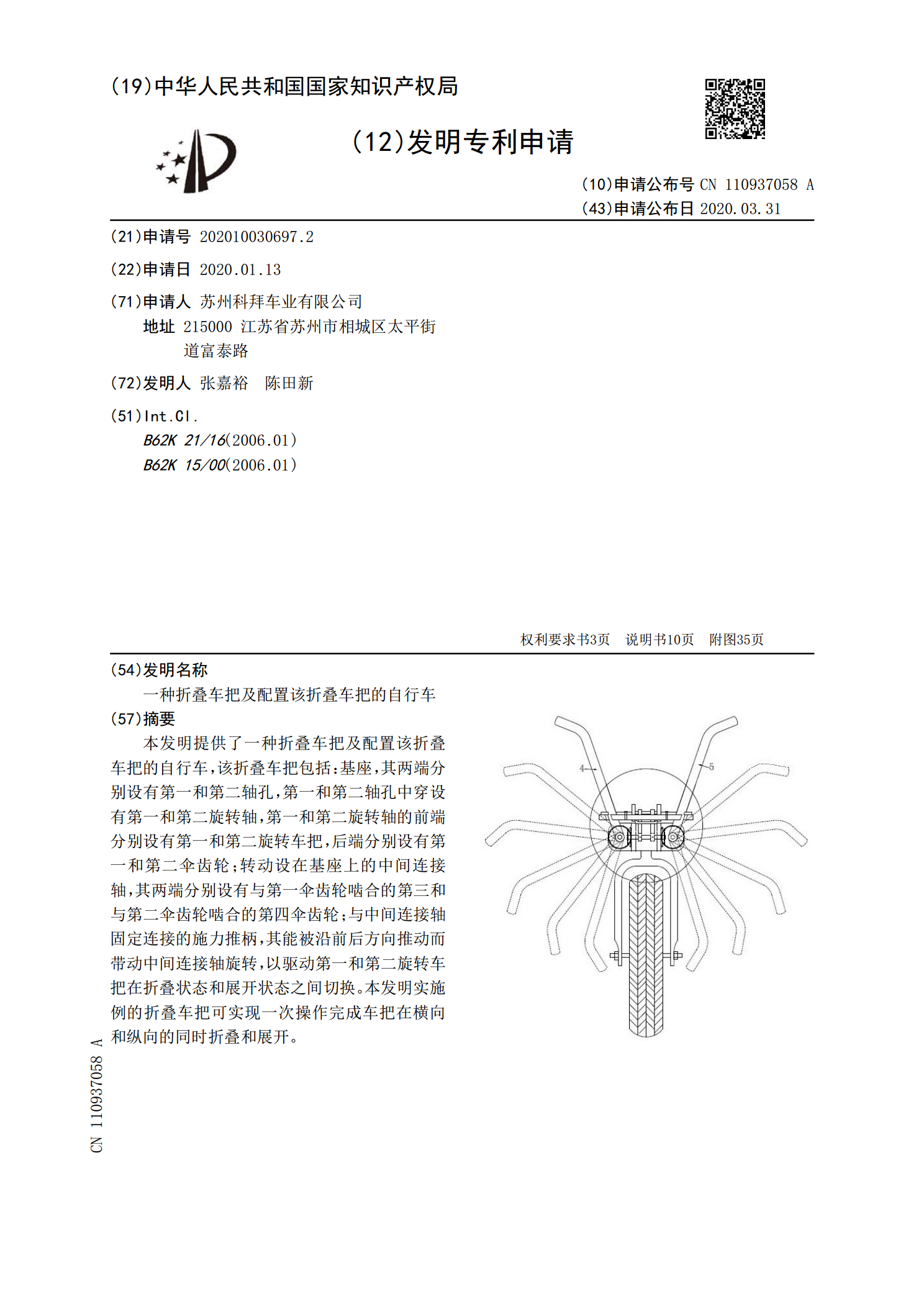
本发明提供了一种折叠车把及配置该折叠车把的自行车,该折叠车把包括:基座,其两端分别设有第一和第二轴孔,第一和第二轴孔中穿设有第一和第二旋转轴,第一和第二旋转轴的前端分别设有第一和第二旋转车把,后端分别设有第一和第二伞齿轮;转动设在基座上的中间连接轴,其两端分别设有与第一伞齿轮啮合的第三和与第二伞齿轮啮合的第四伞齿轮;与中间连接轴固定连接的施力推柄,其能被沿前后方向推动而带动中间连接轴旋转,以驱动第一和第二旋转车把在折叠状态和展开状态之间切换。本发明实施例的折叠车把可实现一次操作完成车把在横向和纵向的同时折