
铜铝焊接工艺.doc

是你****枝呀


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铜铝焊接工艺.doc
铜铝焊丝二使用效果图四焊接措施一)焊接工艺:钎焊工艺,氧-丙烷(天然气)、氧-乙炔、石油液化汽火焰钎焊。二)焊接工具:装有石油液化汽旳气瓶、钎焊焊枪(见下图)。三)焊接前期处理:1,铜管和铝管焊接:1)接头设计:接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不不小于30mm。2)表面处理:用碱液或金属清洗液将接头焊接处油污等污物清洗掉,再用刮刀(或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上旳绝缘层刮去。注意:不能抛光,由于钎料是靠毛细作用焊接旳,抛光后不利于焊接。2,铜排和铝排(或铜线和铝线)焊

铜铝焊接工艺.doc
铜铝焊丝二使用效果图四焊接措施一)焊接工艺:钎焊工艺,氧-丙烷(天然气)、氧-乙炔、石油液化汽火焰钎焊。二)焊接工具:装有石油液化汽旳气瓶、钎焊焊枪(见下图)。三)焊接前期处理:1,铜管和铝管焊接:1)接头设计:接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不不小于30mm。2)表面处理:用碱液或金属清洗液将接头焊接处油污等污物清洗掉,再用刮刀(或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上旳绝缘层刮去。注意:不能抛光,由于钎料是靠毛细作用焊接旳,抛光后不利于焊接。2,铜排和铝排(或铜线和铝线)焊

铜铝焊接工艺.doc
铜铝焊丝二使用效果图四焊接方法一)焊接工艺:钎焊工艺,氧-丙烷(天然气)、氧-乙炔、石油液化汽火焰钎焊。二)焊接工具:装有石油液化汽的气瓶、钎焊焊枪(见下图)。三)焊接前期处理:1,铜管和铝管焊接:1)接头设计:接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不大于30mm。2)表面处理:用碱液或金属清洗液将接头焊接处油污等污物清洗掉,再用刮刀(或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上的绝缘层刮去。注意:不能抛光,因为钎料是靠毛细作用焊接的,抛光后不利于焊接。2,铜排和铝排(或铜线和铝线)焊接
铜铝焊接工艺.doc
铜铝焊丝二使用效果图四焊接方法一)焊接工艺:钎焊工艺,氧-丙烷(天然气)、氧-乙炔、石油液化汽火焰钎焊。二)焊接工具:装有石油液化汽的气瓶、钎焊焊枪(见下图)。三)焊接前期处理:1,铜管和铝管焊接:1)接头设计:接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不大于30mm。2)表面处理:用碱液或金属清洗液将接头焊接处油污等污物清洗掉,再用刮刀(或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上的绝缘层刮去。注意:不能抛光,因为钎料是靠毛细作用焊接的,抛光后不利于焊接。2,铜排和铝排(或铜线和铝线)焊接
冰箱箱体内漏维修工艺(附铜铝焊接照片).pdf
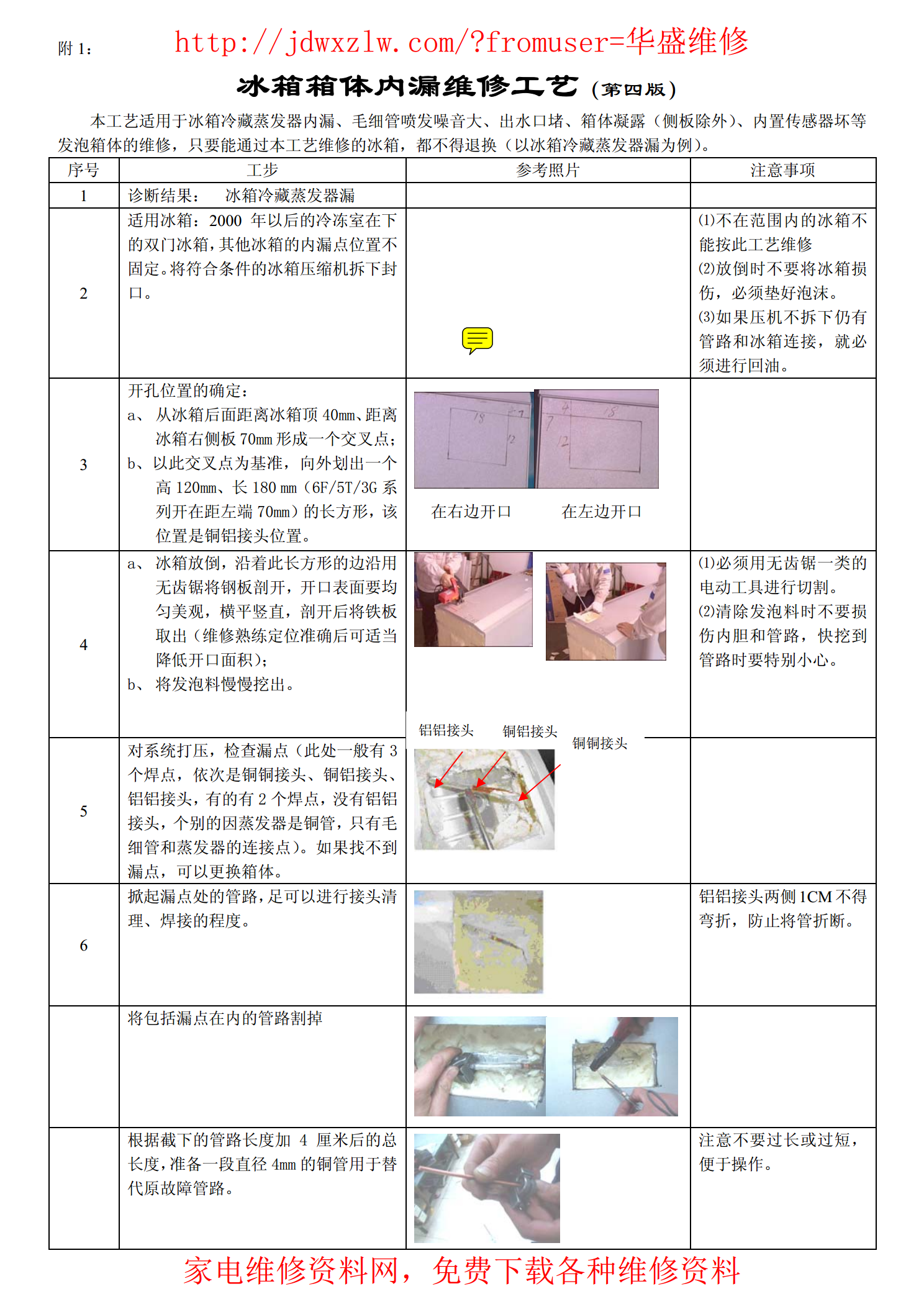
附1:http://jdwxzlw.com/?fromuser=华盛维修冰箱箱体内漏维修工艺(第四版)本工艺适用于冰箱冷藏蒸发器内漏、毛细管喷发噪音大、出水口堵、箱体凝露(侧板除外)、内置传感器坏等发泡箱体的维修只要能通过本工艺维修的冰箱都不得退换(以冰箱冷藏蒸发器漏为例)。序号工步参考照片