
用于压弯玻璃片材的装置和方法.pdf

努力****向丝


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于压弯玻璃片材的装置和方法.pdf
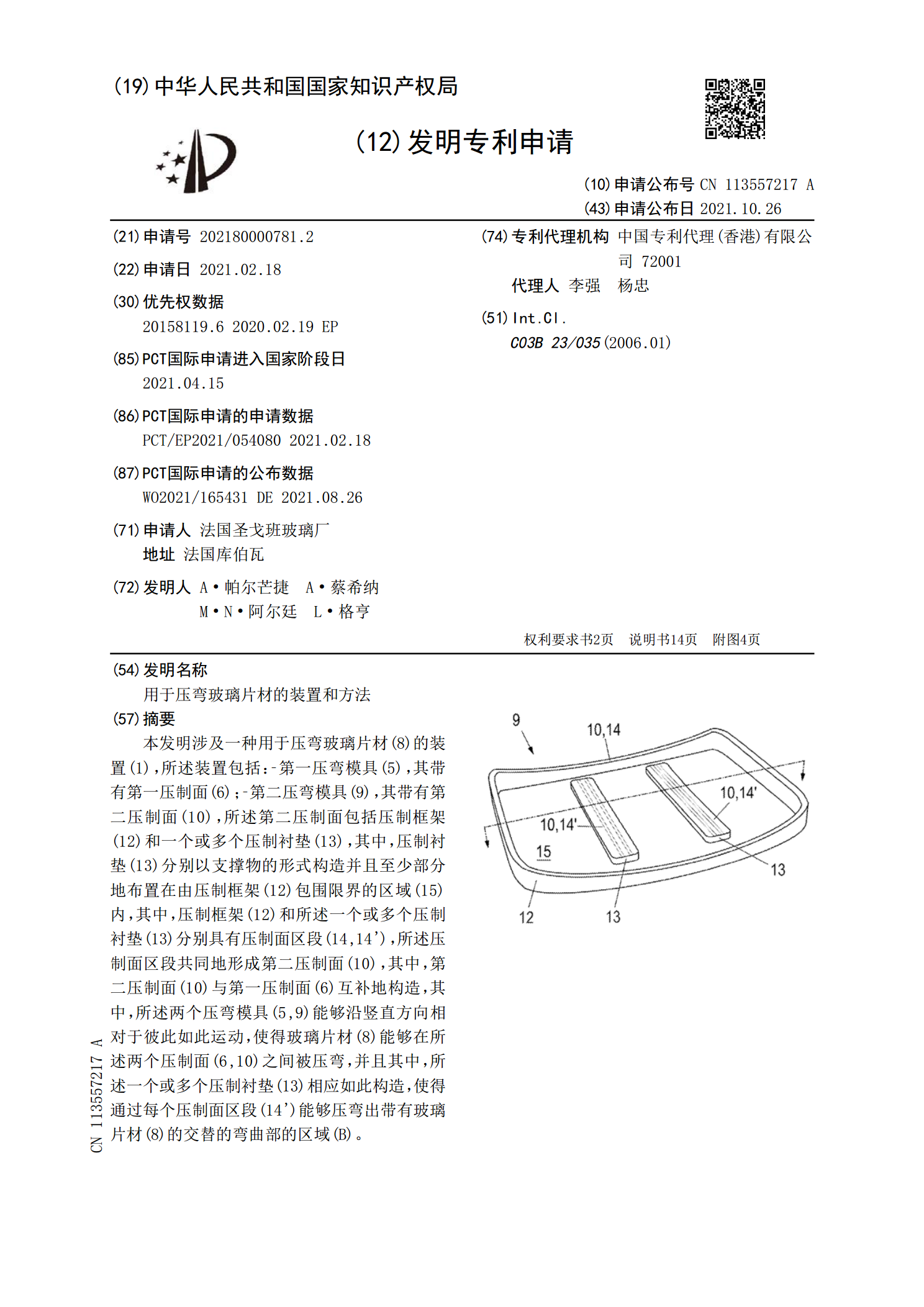
本发明涉及一种用于压弯玻璃片材(8)的装置(1),所述装置包括:‑第一压弯模具(5),其带有第一压制面(6);‑第二压弯模具(9),其带有第二压制面(10),所述第二压制面包括压制框架(12)和一个或多个压制衬垫(13),其中,压制衬垫(13)分别以支撑物的形式构造并且至少部分地布置在由压制框架(12)包围限界的区域(15)内,其中,压制框架(12)和所述一个或多个压制衬垫(13)分别具有压制面区段(14,14'),所述压制面区段共同地形成第二压制面(10),其中,第二压制面(10)与第一压制面(6)互补
用于弯曲玻璃片材的方法和装置.pdf
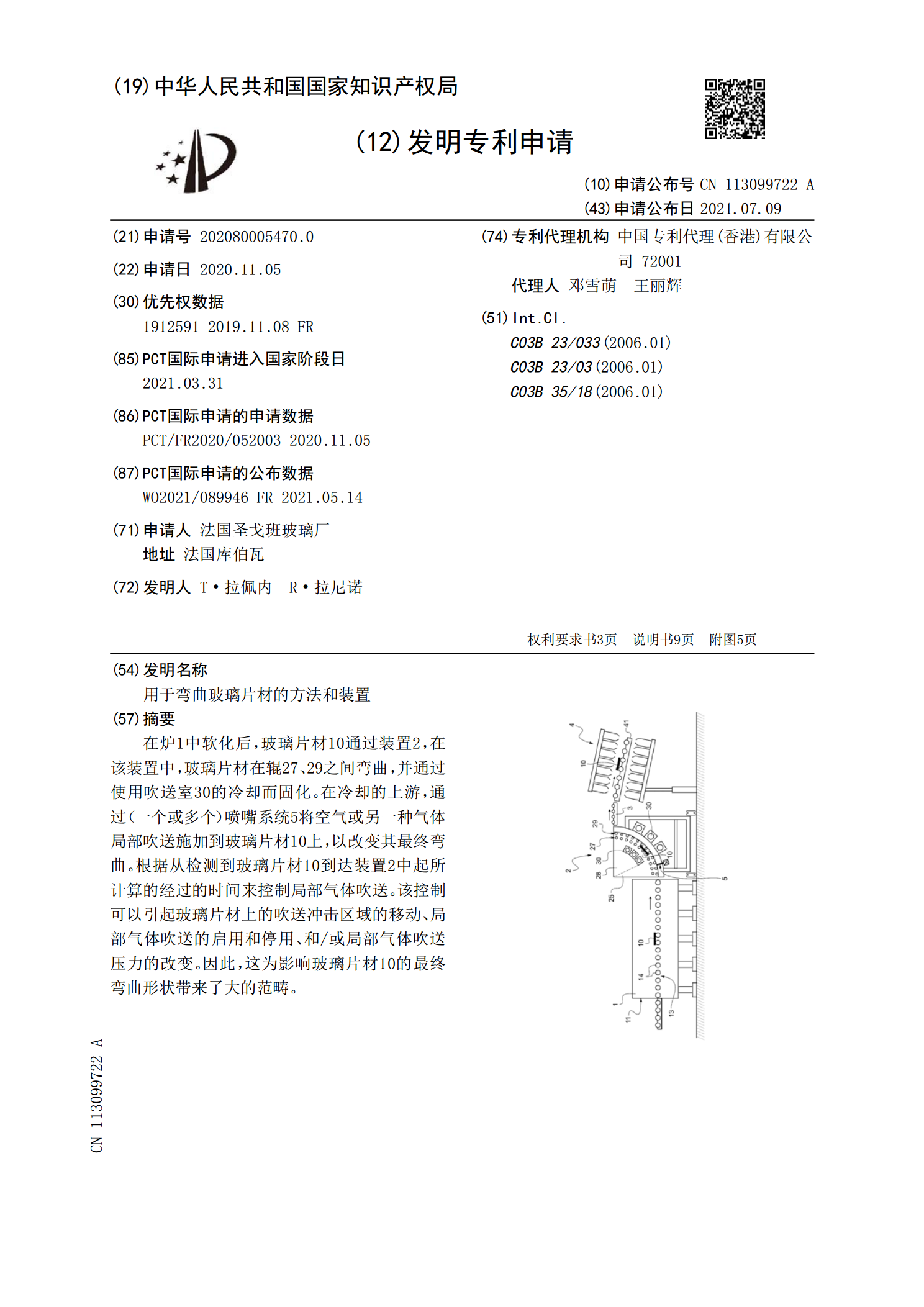
在炉1中软化后,玻璃片材10通过装置2,在该装置中,玻璃片材在辊27、29之间弯曲,并通过使用吹送室30的冷却而固化。在冷却的上游,通过(一个或多个)喷嘴系统5将空气或另一种气体局部吹送施加到玻璃片材10上,以改变其最终弯曲。根据从检测到玻璃片材10到达装置2中起所计算的经过的时间来控制局部气体吹送。该控制可以引起玻璃片材上的吹送冲击区域的移动、局部气体吹送的启用和停用、和/或局部气体吹送压力的改变。因此,这为影响玻璃片材10的最终弯曲形状带来了大的范畴。

用于弯曲扁平的玻璃片材的方法和装置.pdf
本发明涉及一种用于弯曲至少一个玻璃片材(I,II)的方法,包括以下方法步骤:(a)将至少一个玻璃片材(I,II)加热到弯曲温度,其中,所述至少一个玻璃片材(I,II)水平平放地布置并且由于重力弯曲而设有凹状的预弯曲,(b)在上部的弯曲工具(1)与具有全面的接触面(11)的下部的弯曲模具(10)之间压制弯曲所述至少一个玻璃片材(I,II),其中,下部的弯曲模具(10)的接触面(11)如此构造,使得压制弯曲反作用于凹状的预弯曲并且产生玻璃片材(I,II)的最终弯曲,最终弯曲显得比预弯曲更小。

用于玻璃片材的回火熔炉和用于加热玻璃片材进行回火的方法.pdf
本发明涉及一种用于玻璃片材的回火熔炉,所述回火熔炉具有用于所述玻璃片材(G)的输送器;所述输送器上的第一对流吹风器具,所述第一对流吹风器具通过热空气射流加热所述玻璃片材,所述热空气射流吹至所述玻璃片材的顶部表面上,其中所述第一对流吹风器具包括吹风机,所述吹风机对从所述回火熔炉所抽吸的空气进行加压;空气通道,所述空气通道将空气从所述吹风机引导至吹风外壳(6),所述吹风外壳(6)在其底部表面中具有第一吹风开口(9),空气从所述吹风开口(9)作为射流排放朝向所述玻璃片材的顶部和/或底部表面;电气元件(8),所述

用于层压玻璃片材的方法和设备.pdf
本发明涉及一种用于层压玻璃片材的方法,其中,在辊上的加热炉中移动的夹层结构片材通过由若干连续的吹气孔口区段执行的双面热空气喷射来加热;为防止在成品层压玻璃中形成气泡,当夹层结构片材的后边缘接近吹气孔口区段时,通过切断至少一个吹气孔口区段的热空气喷射来防止夹层结构片材的后端加热。还涉及一种用于层压玻璃片材的设备,包括加热炉、一对压辊、和用于在夹层结构片材上建立位置数据的装置,加热炉设有辊轨道、吹气机、加热电阻器和空气分配导管,在辊轨道的上方和下方设有若干连续的吹气箱,至少一个吹气箱设有封闭装置,当夹层结构片