
一种调平工装.pdf

春岚****23

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种调平工装.pdf
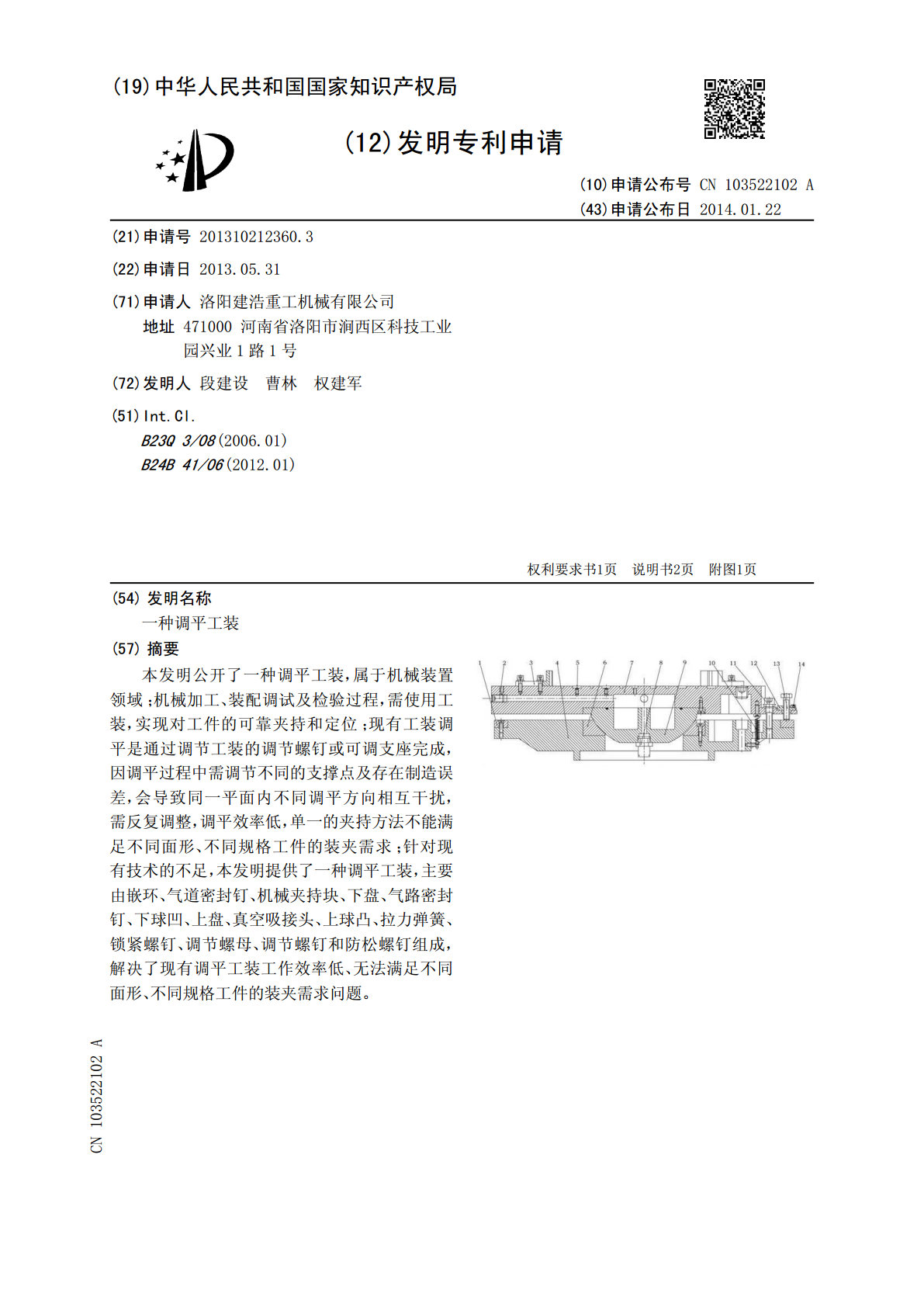
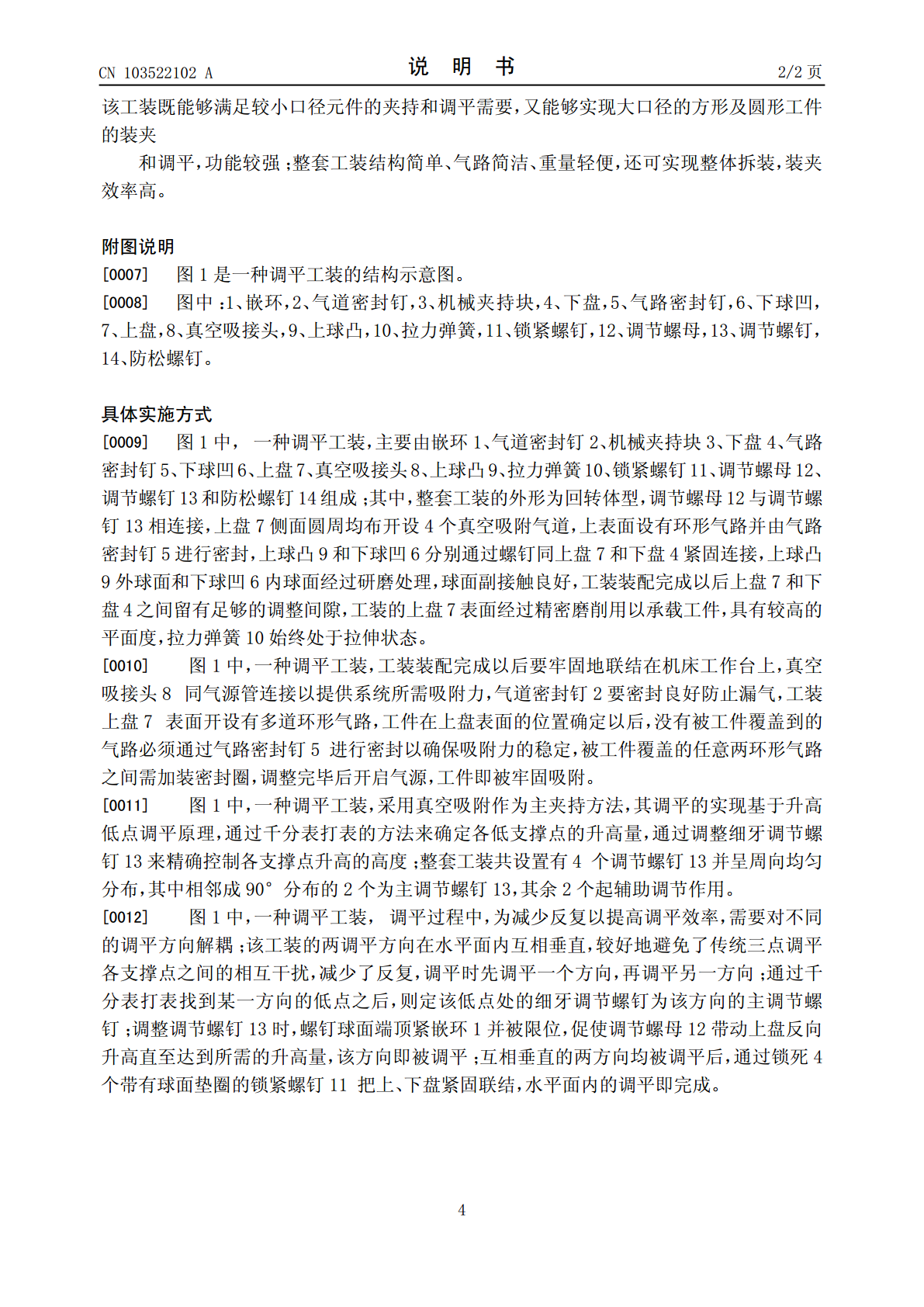
本发明公开了一种调平工装,属于机械装置领域;机械加工、装配调试及检验过程,需使用工装,实现对工件的可靠夹持和定位;现有工装调平是通过调节工装的调节螺钉或可调支座完成,因调平过程中需调节不同的支撑点及存在制造误差,会导致同一平面内不同调平方向相互干扰,需反复调整,调平效率低,单一的夹持方法不能满足不同面形、不同规格工件的装夹需求;针对现有技术的不足,本发明提供了一种调平工装,主要由嵌环、气道密封钉、机械夹持块、下盘、气路密封钉、下球凹、上盘、真空吸接头、上球凸、拉力弹簧、锁紧螺钉、调节螺母、调节螺钉和防松螺
一种调平工装.pdf
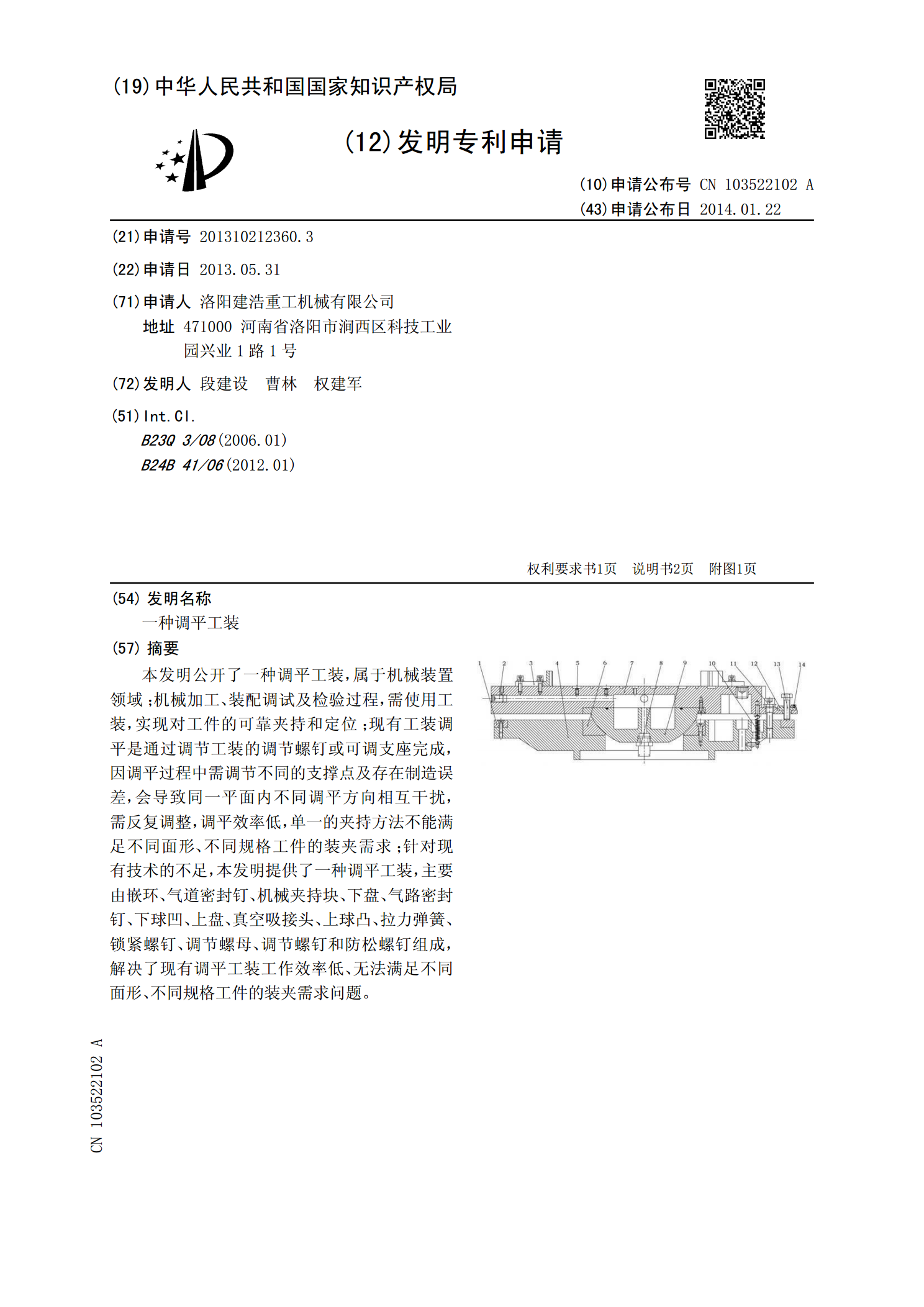
本实用新型公开了一种调平工装,涉及机械加工领域。该调平工装可拆卸地设置于卡盘上,包括调平工作台以及上设置于调平工作台顶部的顶端工作台,调平工作台底部设有环形的沟道槽,沟道槽内设有不少于三组垫块,调平工作台上设有与垫块一一对应的螺纹孔,螺纹孔内配合有调节螺栓,调节螺栓底部与垫块相抵。能够快速的实现在水平方向上的调平工作,使工件符合水平的加工状态要求,减少耗时同时提升工作效率。

一种调心工装.pdf
本发明公开了一种调心工装,用于对实验支座进行调心,所述实验支座用于承载转子;包括:模拟轴承座,所述模拟轴承座安装于所述实验支座上;所述模拟轴承座具有水平贯通的轴承孔;模拟轴,所述模拟轴套装于所述模拟轴承座的轴承孔中,且在套装后,所述模拟轴突出于所述轴承孔的两端;调心仪器,所述调心仪器夹持于所述模拟轴的端头,以实现对所述实验支座的调心。本发明通过各轴系或各试验支座之间调心,保证良好的对中,避免了在试验过程中因不对中导致的试验故障,影响试验安全。

一种厂房基础调平用施工装置及方法.pdf
本申请涉及一种厂房基础调平用施工装置及方法,涉及建筑施工技术领域。其包括用于将钢筋柱固定安装在地面上的调平机构,调平机构包括安装组件和平衡组件,安装组件固定安装在地面上,钢筋柱固定安装在安装组件上,平衡组件转动连接在安装组件上。相较于相关技术,本申请具有厂房基础调平操作便捷的效果。

精密调平工装结构设计及优化.docx
精密调平工装结构设计及优化标题:精密调平工装结构设计及优化摘要:精密调平工装是一种用于将工件精确定位和调平的工具。在制造和装配过程中,工件的平整度和几何精度都对最终产品的质量有着重要的影响。本论文研究了精密调平工装的结构设计和优化,旨在提高工装的性能和效率。引言:精密调平工装在现代制造业中具有广泛的应用。它们能够有效地减小工件的变形和振动,提高工件的加工精度和表面质量。然而,在设计和应用过程中,仍存在一些问题和挑战。本篇论文旨在探讨这些问题并提出相应的解决方案。方法:首先,我们需要对工装的结构进行设计。工