
一种转炉托圈及炉壳精确定位安装的方法.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种转炉托圈及炉壳精确定位安装的方法.pdf
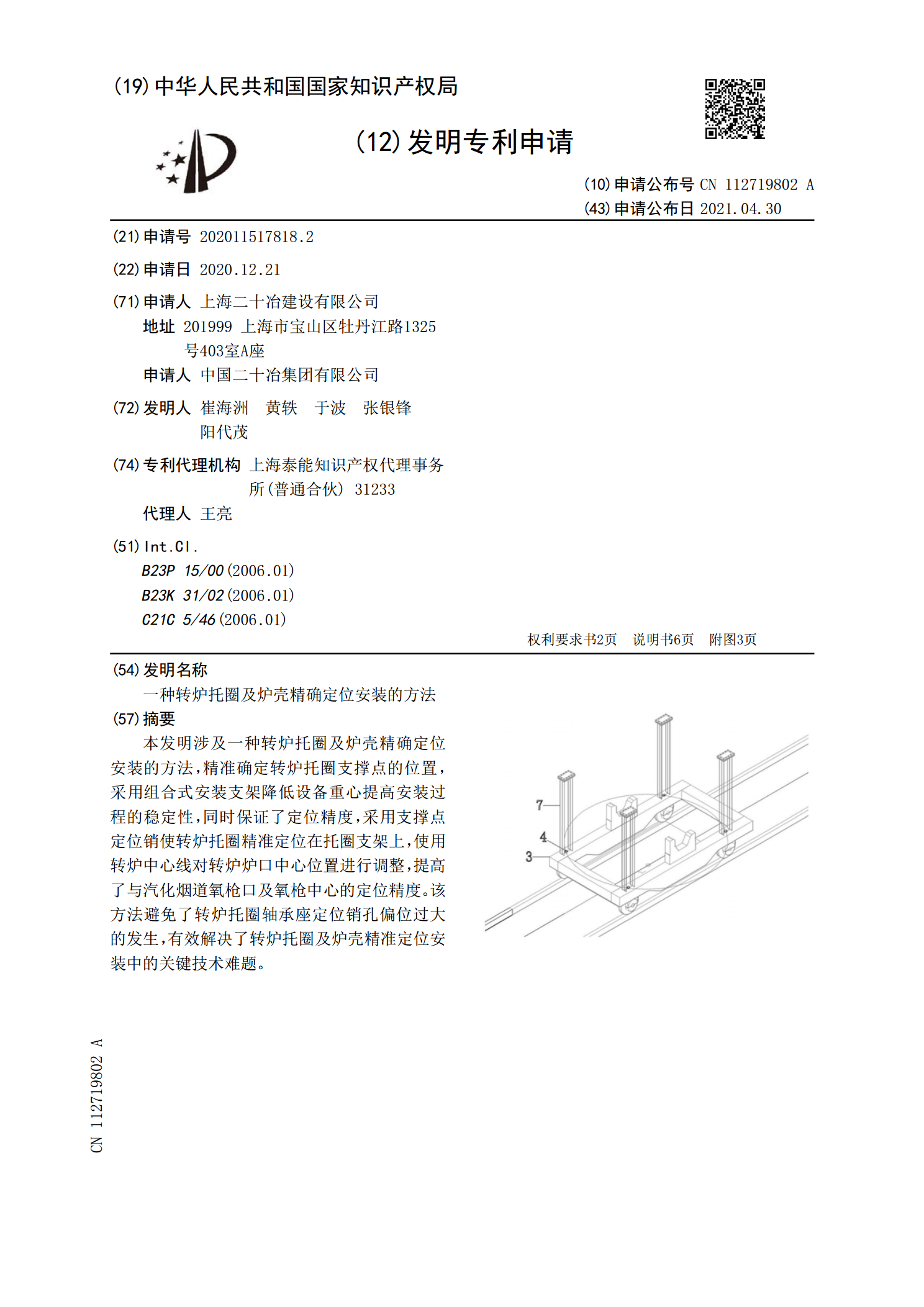
本发明涉及一种转炉托圈及炉壳精确定位安装的方法,精准确定转炉托圈支撑点的位置,采用组合式安装支架降低设备重心提高安装过程的稳定性,同时保证了定位精度,采用支撑点定位销使转炉托圈精准定位在托圈支架上,使用转炉中心线对转炉炉口中心位置进行调整,提高了与汽化烟道氧枪口及氧枪中心的定位精度。该方法避免了转炉托圈轴承座定位销孔偏位过大的发生,有效解决了转炉托圈及炉壳精准定位安装中的关键技术难题。
大型转炉炉壳和托圈的安装方法.pdf
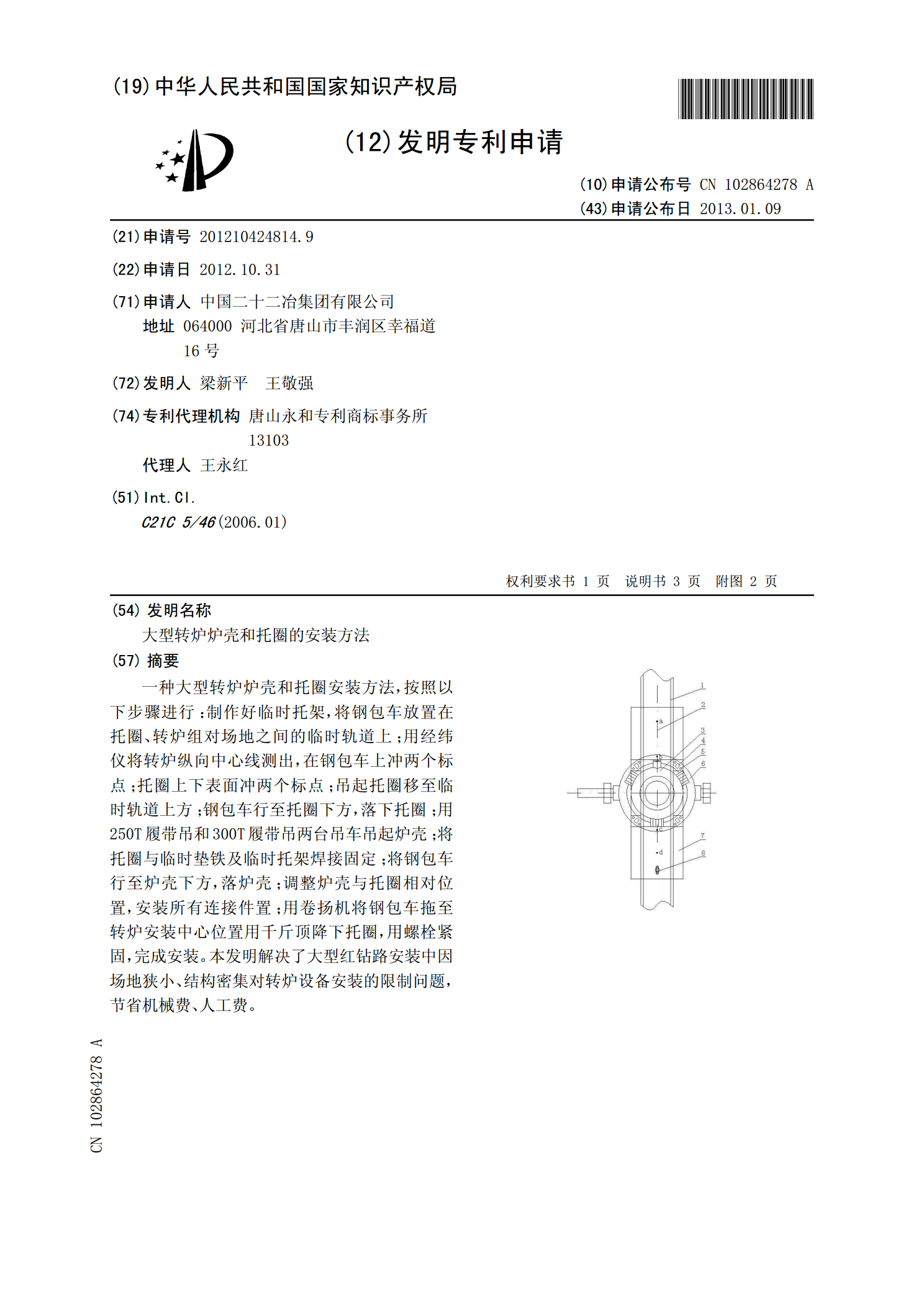
一种大型转炉炉壳和托圈安装方法,按照以下步骤进行:制作好临时托架,将钢包车放置在托圈、转炉组对场地之间的临时轨道上;用经纬仪将转炉纵向中心线测出,在钢包车上冲两个标点;托圈上下表面冲两个标点;吊起托圈移至临时轨道上方;钢包车行至托圈下方,落下托圈;用250T履带吊和300T履带吊两台吊车吊起炉壳;将托圈与临时垫铁及临时托架焊接固定;将钢包车行至炉壳下方,落炉壳;调整炉壳与托圈相对位置,安装所有连接件置;用卷扬机将钢包车拖至转炉安装中心位置用千斤顶降下托圈,用螺栓紧固,完成安装。本发明解决了大型红钻路安装中
大型转炉炉壳及托圈安装装置及安装方法.pdf
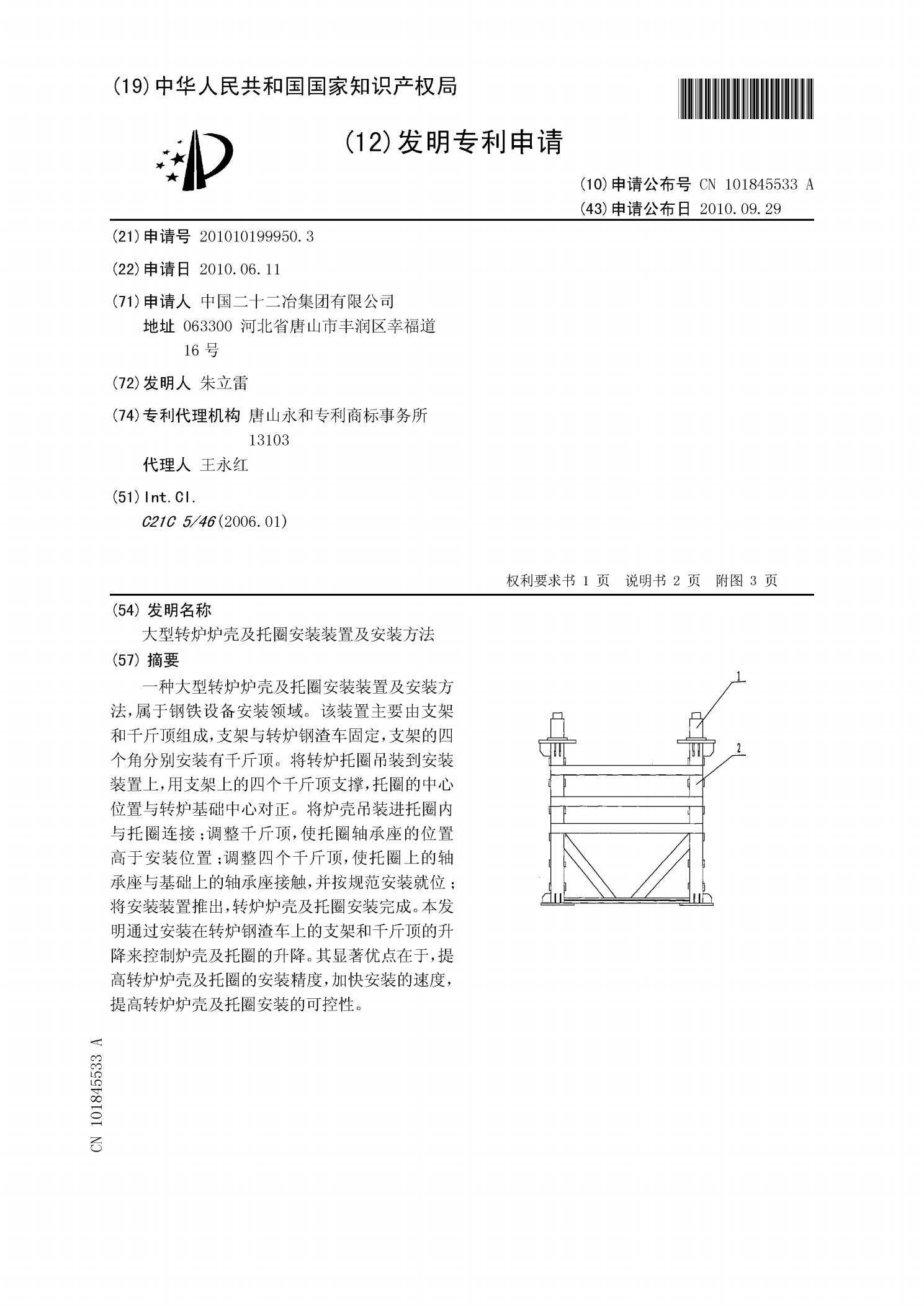
一种大型转炉炉壳及托圈安装装置及安装方法,属于钢铁设备安装领域。该装置主要由支架和千斤顶组成,支架与转炉钢渣车固定,支架的四个角分别安装有千斤顶。将转炉托圈吊装到安装装置上,用支架上的四个千斤顶支撑,托圈的中心位置与转炉基础中心对正。将炉壳吊装进托圈内与托圈连接;调整千斤顶,使托圈轴承座的位置高于安装位置;调整四个千斤顶,使托圈上的轴承座与基础上的轴承座接触,并按规范安装就位;将安装装置推出,转炉炉壳及托圈安装完成。本发明通过安装在转炉钢渣车上的支架和千斤顶的升降来控制炉壳及托圈的升降。其显著优点在于,提
转炉炉壳的组对安装方法.pdf
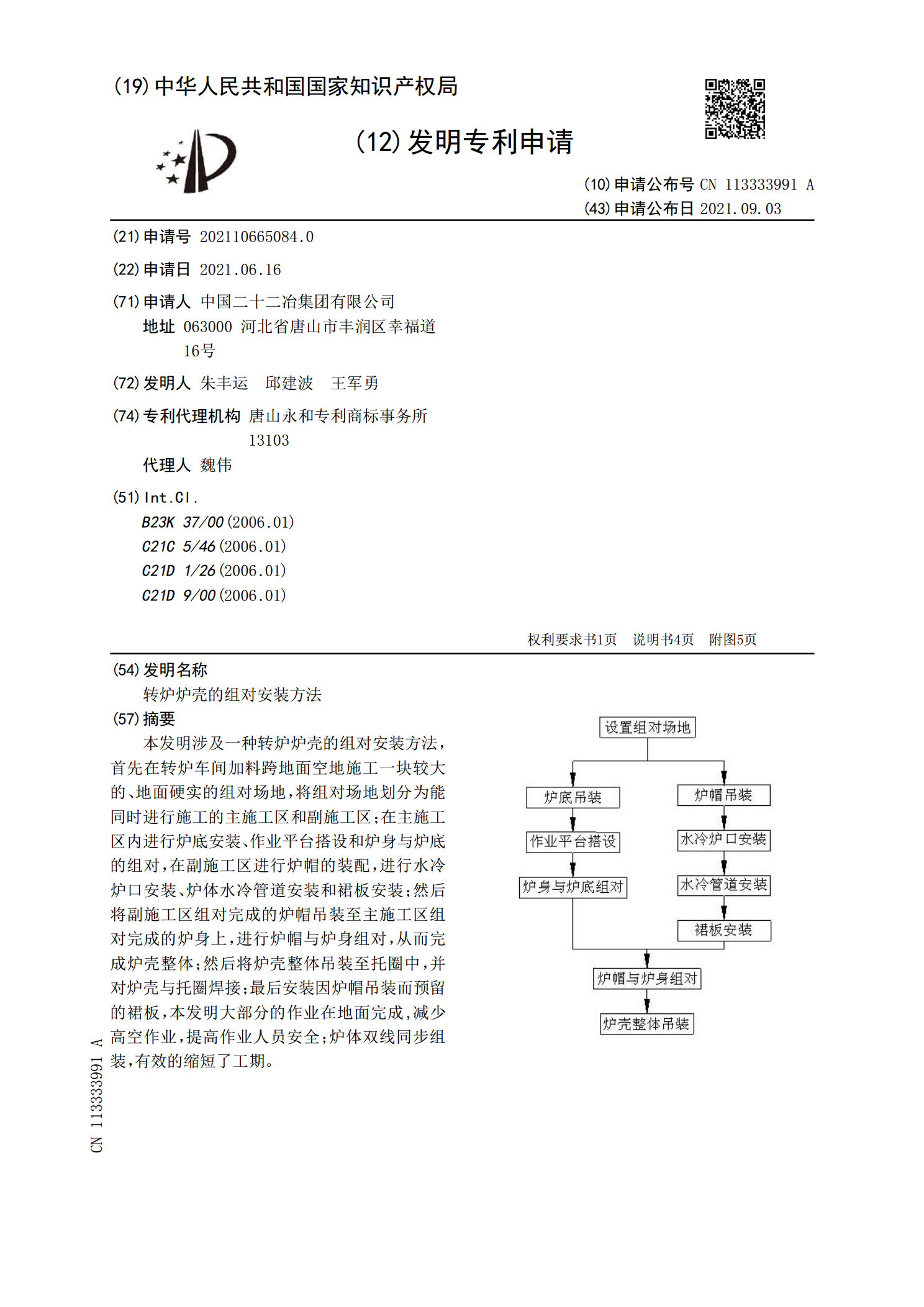
本发明涉及一种转炉炉壳的组对安装方法,首先在转炉车间加料跨地面空地施工一块较大的、地面硬实的组对场地,将组对场地划分为能同时进行施工的主施工区和副施工区;在主施工区内进行炉底安装、作业平台搭设和炉身与炉底的组对,在副施工区进行炉帽的装配,进行水冷炉口安装、炉体水冷管道安装和裙板安装;然后将副施工区组对完成的炉帽吊装至主施工区组对完成的炉身上,进行炉帽与炉身组对,从而完成炉壳整体;然后将炉壳整体吊装至托圈中,并对炉壳与托圈焊接;最后安装因炉帽吊装而预留的裙板,本发明大部分的作业在地面完成,减少高空作业,提高

转炉炉壳变形与托圈间隙之探究.docx
转炉炉壳变形与托圈间隙之探究[摘要]太钢炼钢二厂80t转炉扩容改造后目前炉壳与托圈的间隙随之变小对炉体与托圈的间隙进行理论分析和实际测量并提出通过强化冷却炉壳、选用新型悬挂系统等措施来控制炉壳变形保证炉壳与托圈的间隙以提高炉壳使用寿命。[关键词]转炉托圈变形间隙中图分类号:TN02文献标识码:A文章编号:1009-914X(2015)19-0273-021引言转炉的炉壳和托圈在生产过程中都会因受热膨胀而变形炉壳冷热状态温度