
一种气凝胶真空玻璃及其制备工艺.pdf

努力****承悦


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种气凝胶真空玻璃及其制备工艺.pdf
本发明公开了一种气凝胶真空玻璃及其制备工艺,包括上玻璃层和下玻璃层,所述下玻璃层的上端固定安装支撑点,所述上玻璃层设置在支撑点的上端,所述上玻璃层和下玻璃层之间填充有气凝胶,所述上玻璃层和下玻璃层周侧之间设有封边层。相比于现有的真空玻璃(内部压强<0.1Pa),气凝胶真空绝热玻璃(内部压强<100Pa)真空度低,真空更容易获得,体系受到的压差低,降低了支撑点、边缘等的应力,维持真空度更容易;玻璃内部填充气凝胶后,腔体内残存的微量气体、以及玻璃表面释放的气体、渗透气体等均可被吸附,吸收,绝热性能不受影响;不
一种内置气凝胶复合玻璃及其制备方法.pdf
本发明提出了一种内置气凝胶复合玻璃,包含玻璃密封体以及所述玻璃密封体上设置的真空抽气装置,所述玻璃密封体由两片玻璃、两片玻璃之间的间隔体和玻璃腔内设置的气凝胶支撑体组成,所述间隔体的下表面与一片玻璃的上表面之间通过高熔点封接材料连接,所述间隔体的上表面与另一片玻璃的下表面之间通过低温封接材料连接。其制备方法包括玻璃空腔体的制作步骤,填充支撑体步骤,熔封步骤,抽真空步骤。本发明公开的内置气凝胶复合玻璃具有较好的绝热性和透光性,适用于绿色建筑和超低能耗建筑以及近零能耗建筑的门窗、幕墙玻璃和采光屋顶等领域。
一种内置气凝胶复合玻璃及其制备方法.pdf
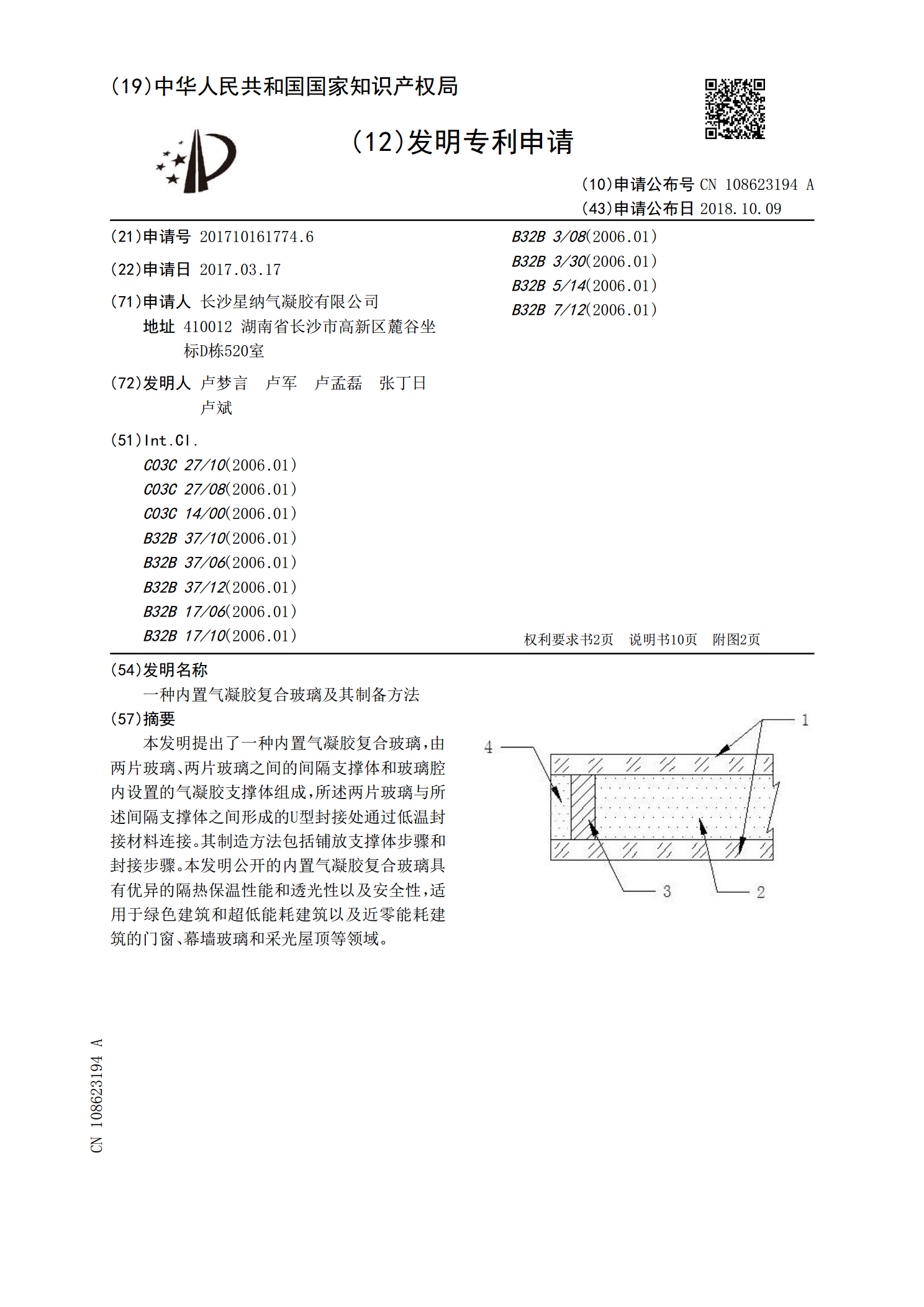
本发明提出了一种内置气凝胶复合玻璃,包含玻璃密封体以及所述玻璃密封体上设置的真空抽气装置,所述玻璃密封体由两片玻璃、两片玻璃之间的间隔支撑体和玻璃腔内设置的气凝胶支撑体组成,所述两片玻璃与所述间隔支撑体之间形成的U型封接处通过低温封接材料连接。其制造方法包括铺放支撑体步骤,封接步骤,抽真空步骤。本发明公开的内置气凝胶复合玻璃具有较好的绝热性和透光性,适用于绿色建筑和超低能耗建筑以及近零能耗建筑的门窗、幕墙玻璃和采光屋顶等领域。
一种新型气凝胶真空绝热板及其制备方法.pdf
本发明提供一种新型气凝胶真空绝热板及其制备方法,该真空绝热板由三层结构组成,上下两层为面板,中间一层为蜂窝纸;所述面板为建筑构造板、彩钢板、塑料板或纸板,所述蜂窝纸的空隙之间填满气凝胶颗粒或粉末。该真空绝热板的制备工艺简单,易操作,成本低,可以大规模商业生产,所得产品导热系数为0.01~0.02W/m·K;密度小、轻质、减震、隔音等优良性能;可以任意切割所需尺寸,使用方便;可以大量应用于高层建筑外墙保温的材料。

一种真空玻璃制备工艺.pdf
本发明涉及一种真空玻璃制备工艺,包括原片开介步骤、磨边步骤、开口步骤、清洗步骤、胶层涂布步骤、合片步骤、封接步骤、除气步骤及排气管闭合步骤,其中,所述封接步骤是在连续加热炉中于350℃~500℃进行,所述除气步骤是在真空炉中于200℃~320℃进行。本发明的真空玻璃制备工艺不仅保证了真空玻璃产品的生产连续性,还缩短了真空玻璃的制造时间,大大提高了生产效率,降低了生产成本,为真空玻璃产品的量产打下了坚实的基础。