
涂层刀具的合理使用-.doc

和裕****az


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涂层刀具的合理使用-.doc
涂层刀具的合理使用感谢论坛发贴网友:cyu2002被涂刀具表面应是光亮的磨光面,刀具各工作表面上不得有锈斑、磨糊、氧化、崩刃等缺陷,要求刃口上无毛刺。前、后刀面上的表面粗糙度应达到Ra<0.8~1.25μm。表面粗糙度值愈小,涂层的结合度愈好。此外,刀具表面的清洗质量也十分重要。刀具基体材料涂层刀具的基体材料与涂层材料应合理匹配,须依据不同的加工要求选用。涂层高速钢刀具的基体,既可用W6Mo5Cr4V2(M2)的通用型高速钢,也可用含钴的超硬高速钢和粉末冶金高速钢(PMHSS)。因粉末冶金的基体均匀,故使

涂层刀具的最新动向及其合理应用.docx
涂层刀具的最新动向及其合理应用涂层刀具的最新动向及其合理应用摘要:涂层刀具是指通过在刀具表面涂覆一层特殊材料来提高刀具的硬度、耐磨性和切削性能的刀具。近年来,随着纳米技术和薄膜技术的发展,涂层刀具在工业生产中得到了广泛应用。本文主要介绍了涂层刀具的最新动向,包括新型涂层材料的研发、涂层技术的改进以及涂层刀具在不同领域的应用情况,并探讨了涂层刀具的合理应用途径。第一部分:涂层刀具的最新动向1.新型涂层材料的研发涂层刀具使用的涂层材料是决定其性能的关键因素。近年来,研究人员在涂层材料的研发方面取得了很大进展。
涂层刀具的制备及涂层表面处理方法和涂层刀具.pdf
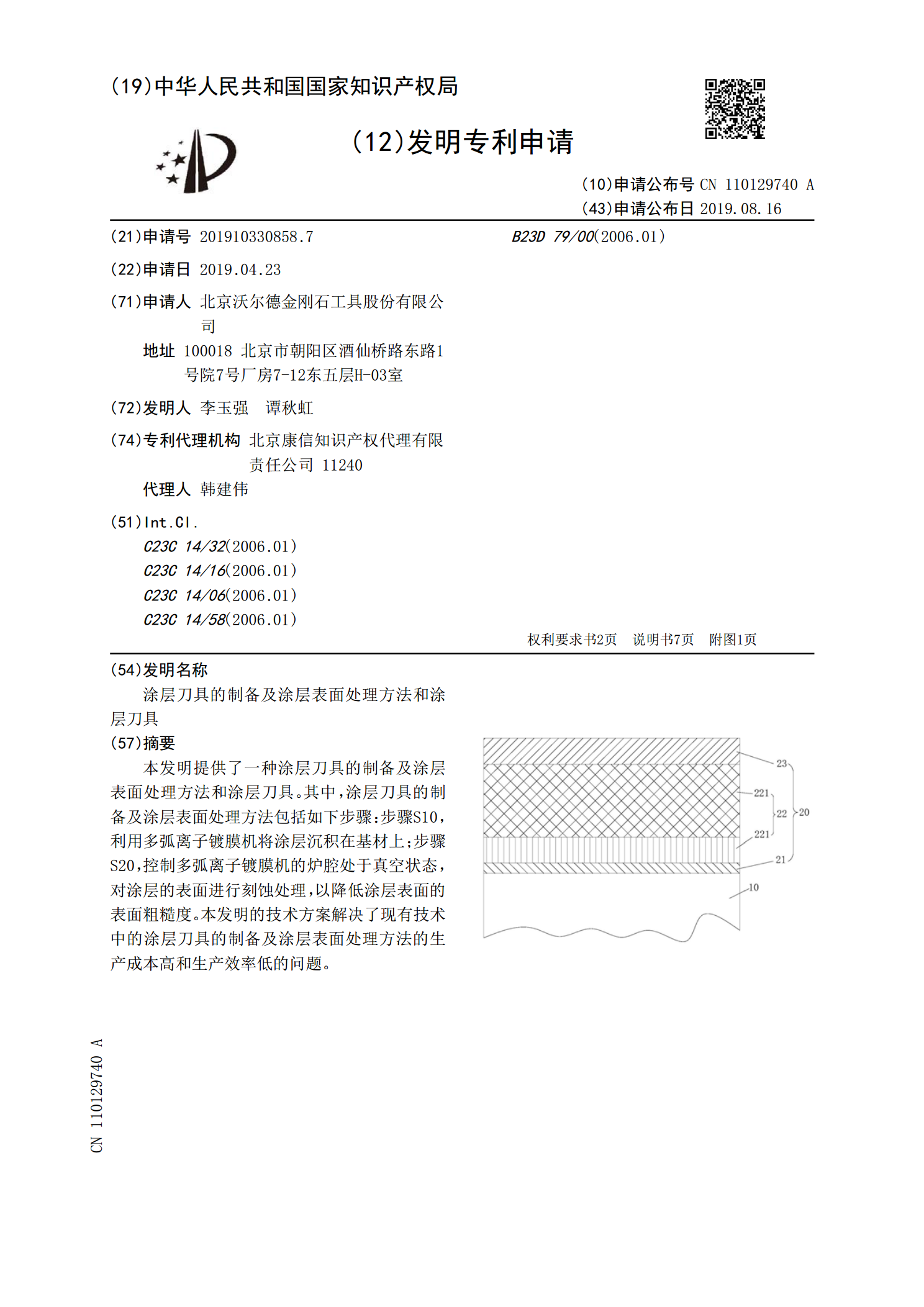
本发明提供了一种涂层刀具的制备及涂层表面处理方法和涂层刀具。其中,涂层刀具的制备及涂层表面处理方法包括如下步骤:步骤S10,利用多弧离子镀膜机将涂层沉积在基材上;步骤S20,控制多弧离子镀膜机的炉腔处于真空状态,对涂层的表面进行刻蚀处理,以降低涂层表面的表面粗糙度。本发明的技术方案解决了现有技术中的涂层刀具的制备及涂层表面处理方法的生产成本高和生产效率低的问题。

刀具涂层材料与涂层刀具的应用的综述报告.docx
刀具涂层材料与涂层刀具的应用的综述报告一、引言刀具涂层在现代刀具制造业中发挥越来越重要的作用。涂层可以提高刀具的性能和寿命,提高切削速度、增强切削刃的耐磨性和耐热性,降低切削温度和摩擦系数,提高切削精度和表面质量。本文主要介绍刀具涂层材料和涂层刀具的应用。二、刀具涂层材料1.金属涂层材料金属涂层材料是指镀层或涂层的金属。最常用的是钛、铝、铬和钨。钛镀多晶体薄层的厚度通常在2–5微米之间,此种剪切应力较小,适合高速切削应用。铝镀层则比较适合用于加工高硬度材料。铬涂层则具有很好的化学稳定性和耐磨性。钨涂层则涂

刀具涂层材料与涂层刀具的应用的中期报告.docx
刀具涂层材料与涂层刀具的应用的中期报告刀具涂层材料与涂层刀具的应用是现代刀具技术的重要组成部分,其应用范围涉及到诸多领域,广泛应用于制造业、航空航天、汽车工业、医疗和生物工程等领域。一、刀具涂层材料的研究进展1、金属涂层材料金属涂层材料是常见的涂层材料之一,包括金、银、铜、铝、镁、锌等。由于金属涂层具有良好的导电性、热稳定性和耐腐蚀性等优良性能,在电子学、光学、生物医学等领域得到广泛应用。2、陶瓷涂层材料陶瓷涂层材料主要包括氮化硅、碳化硅、氧化铝、氮化铝等。陶瓷涂层具有高硬度、高耐磨性、高温稳定性和化学稳