
一种风机叶轮叶片定位点焊设备.pdf

论文****酱吖

1/9

2/9
3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风机叶轮叶片定位点焊设备.pdf
本发明适用于风机叶轮生产技术领域,提供了一种风机叶轮叶片定位点焊设备,所述风机叶轮叶片定位点焊设备设有一支撑台,支撑台的一端通过定位轴设有带中心孔的旋转工作台,定位轴穿过所述旋转工作台的中心孔,旋转工作台上固定设置有待点焊的轮盘,所述支撑台的另一端设有工作台导轨,所述工作台导轨上滑动设置有拖板,所述拖板上设置有支撑柱,所述支撑柱上滑动套接有叶片定位支撑架,所述叶片定位支撑架与所述旋转工作台配合,对叶片在所述轮盘上进行定位、点焊,实现叶片点焊工作的半自动化,提高了工作效率,减小了叶轮组的累积误差,从而保证了
一种风机叶片及风机叶轮.pdf
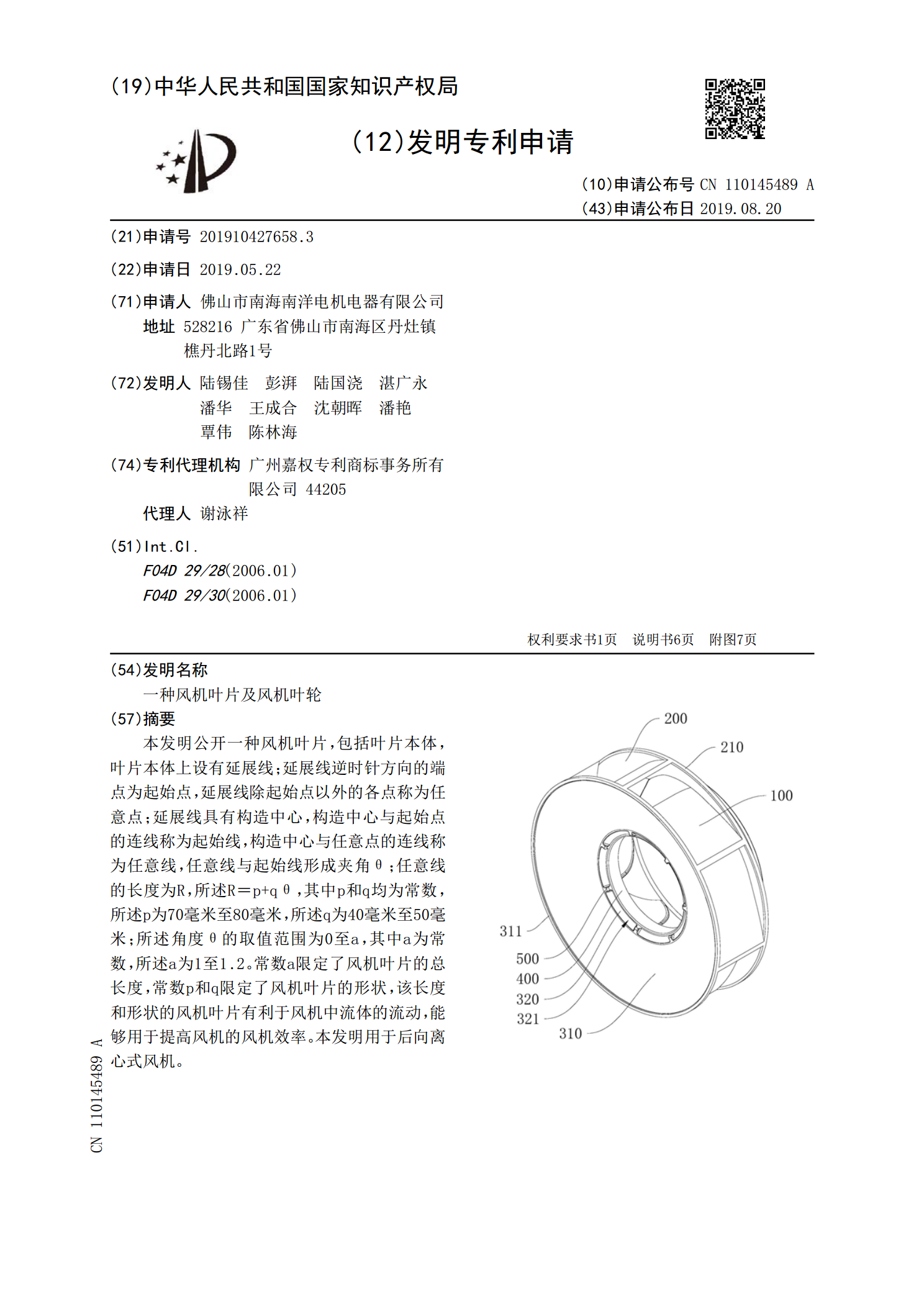
本发明公开一种风机叶片,包括叶片本体,叶片本体上设有延展线;延展线逆时针方向的端点为起始点,延展线除起始点以外的各点称为任意点;延展线具有构造中心,构造中心与起始点的连线称为起始线,构造中心与任意点的连线称为任意线,任意线与起始线形成夹角θ;任意线的长度为R,所述R=p+qθ,其中p和q均为常数,所述p为70毫米至80毫米,所述q为40毫米至50毫米;所述角度θ的取值范围为0至a,其中a为常数,所述a为1至1.2。常数a限定了风机叶片的总长度,常数p和q限定了风机叶片的形状,该长度和形状的风机叶片有利于风
一种风机叶轮叶片与风机叶轮底盘的组装定位机构及方法.pdf
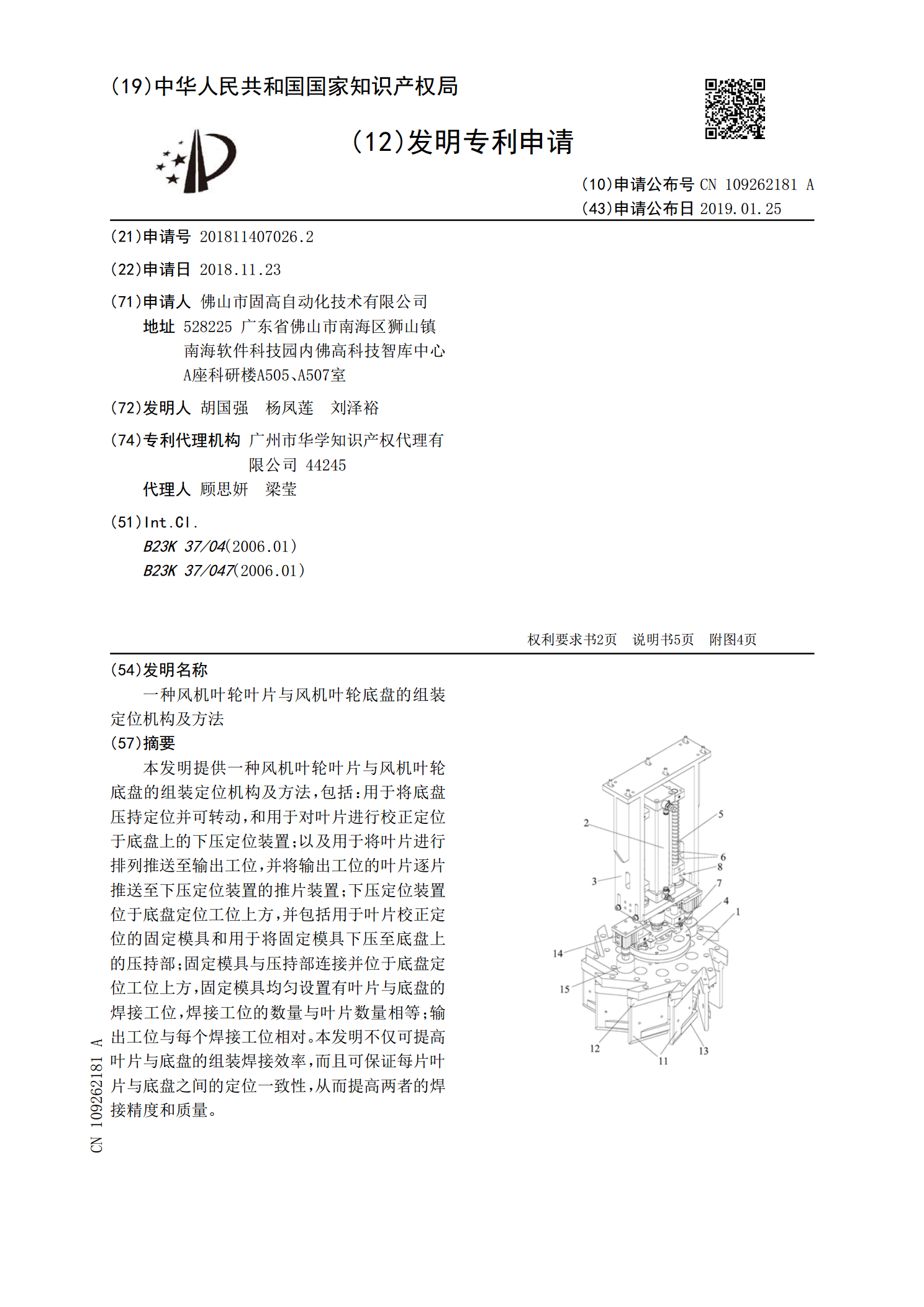
本发明提供一种风机叶轮叶片与风机叶轮底盘的组装定位机构及方法,包括:用于将底盘压持定位并可转动,和用于对叶片进行校正定位于底盘上的下压定位装置;以及用于将叶片进行排列推送至输出工位,并将输出工位的叶片逐片推送至下压定位装置的推片装置;下压定位装置位于底盘定位工位上方,并包括用于叶片校正定位的固定模具和用于将固定模具下压至底盘上的压持部;固定模具与压持部连接并位于底盘定位工位上方,固定模具均匀设置有叶片与底盘的焊接工位,焊接工位的数量与叶片数量相等;输出工位与每个焊接工位相对。本发明不仅可提高叶片与底盘的组
叶片、叶轮及风机.pdf
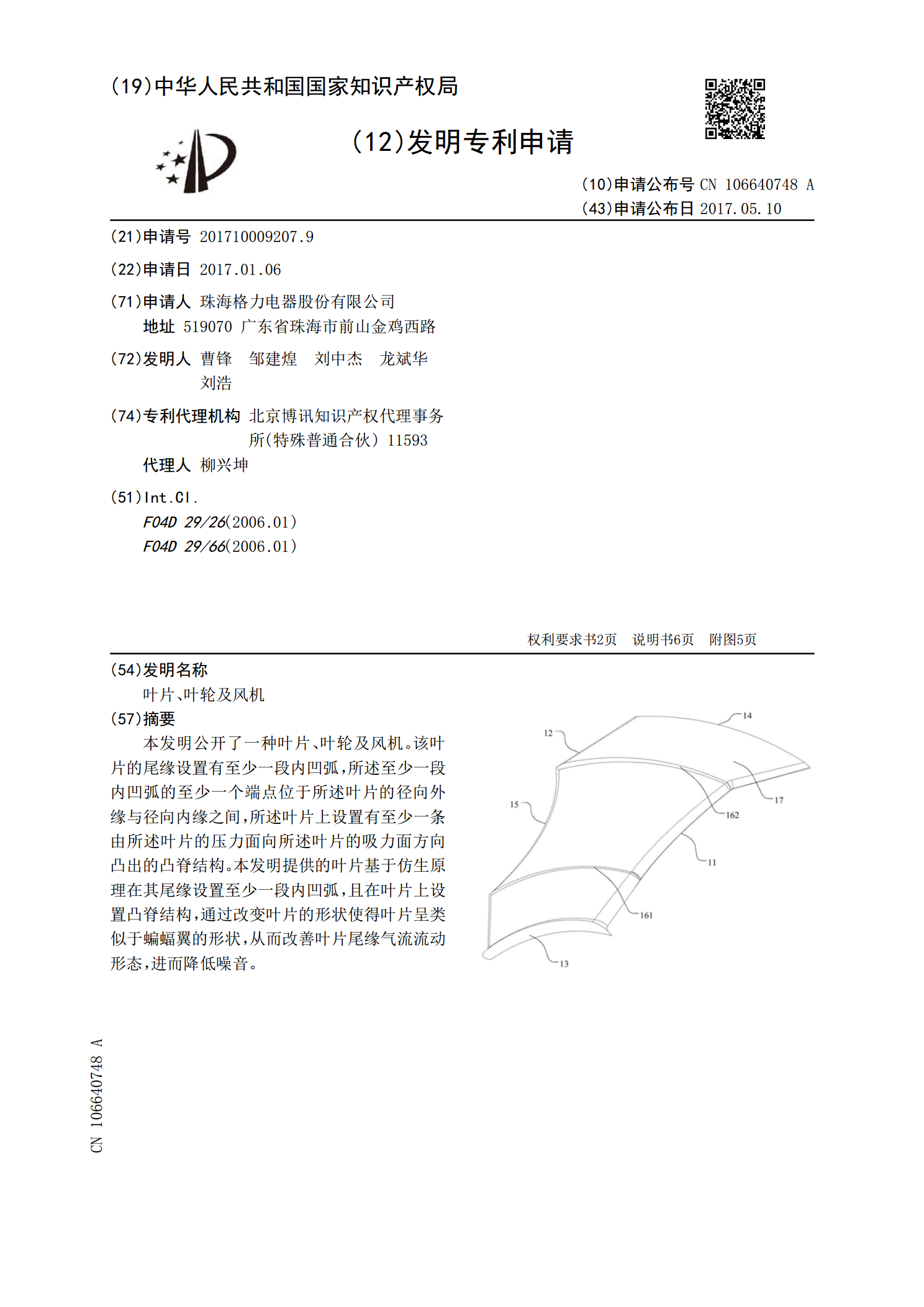
本发明公开了一种叶片、叶轮及风机。该叶片的尾缘设置有至少一段内凹弧,所述至少一段内凹弧的至少一个端点位于所述叶片的径向外缘与径向内缘之间,所述叶片上设置有至少一条由所述叶片的压力面向所述叶片的吸力面方向凸出的凸脊结构。本发明提供的叶片基于仿生原理在其尾缘设置至少一段内凹弧,且在叶片上设置凸脊结构,通过改变叶片的形状使得叶片呈类似于蝙蝠翼的形状,从而改善叶片尾缘气流流动形态,进而降低噪音。
用于叶轮的叶片、叶轮及风机.pdf
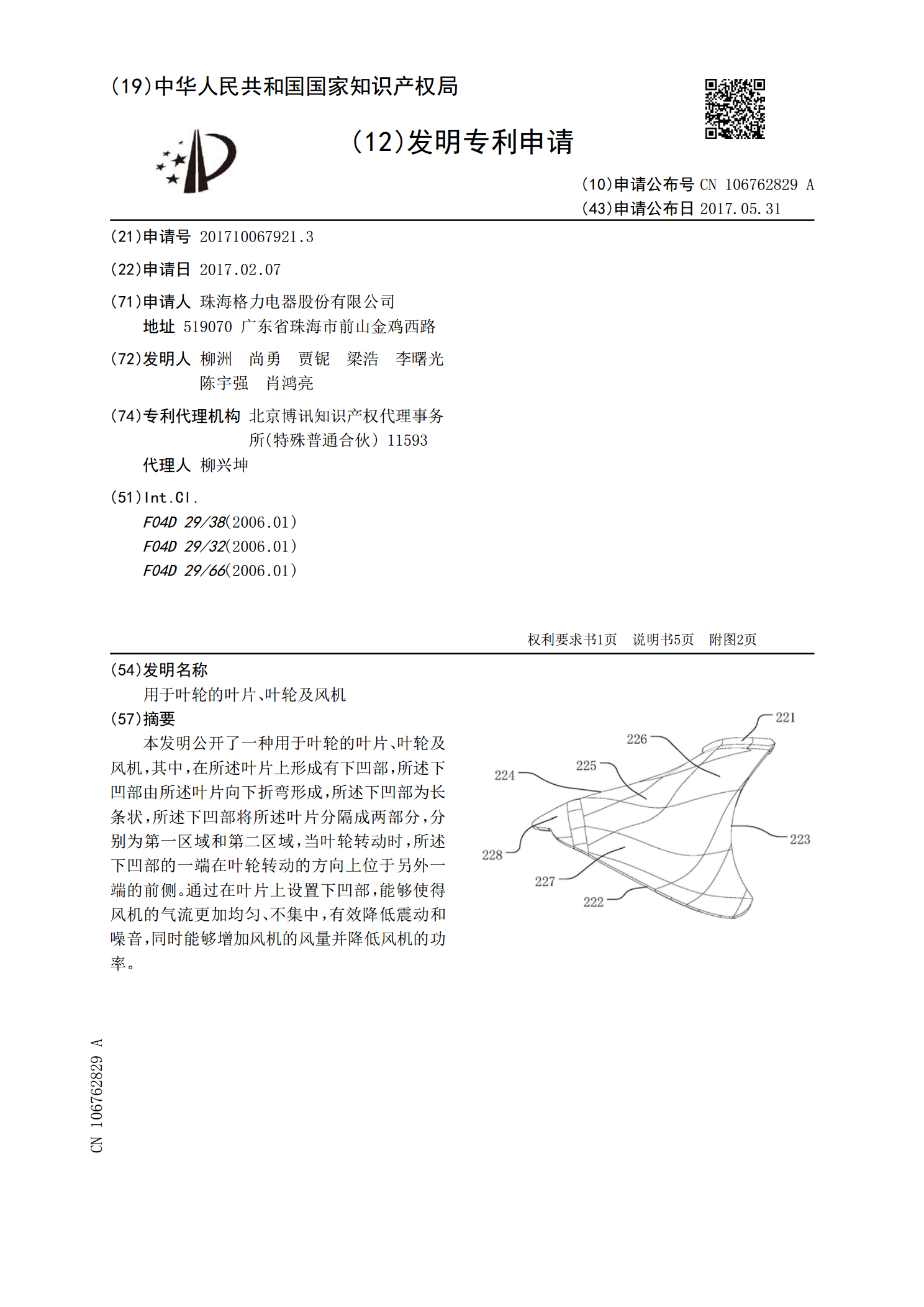
本发明公开了一种用于叶轮的叶片、叶轮及风机,其中,在所述叶片上形成有下凹部,所述下凹部由所述叶片向下折弯形成,所述下凹部为长条状,所述下凹部将所述叶片分隔成两部分,分别为第一区域和第二区域,当叶轮转动时,所述下凹部的一端在叶轮转动的方向上位于另外一端的前侧。通过在叶片上设置下凹部,能够使得风机的气流更加均匀、不集中,有效降低震动和噪音,同时能够增加风机的风量并降低风机的功率。