
大型船用全纤维曲轴弯曲镦锻多拐分度定位装置及用法.pdf

猫巷****雪凝


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型船用全纤维曲轴弯曲镦锻多拐分度定位装置及用法.pdf
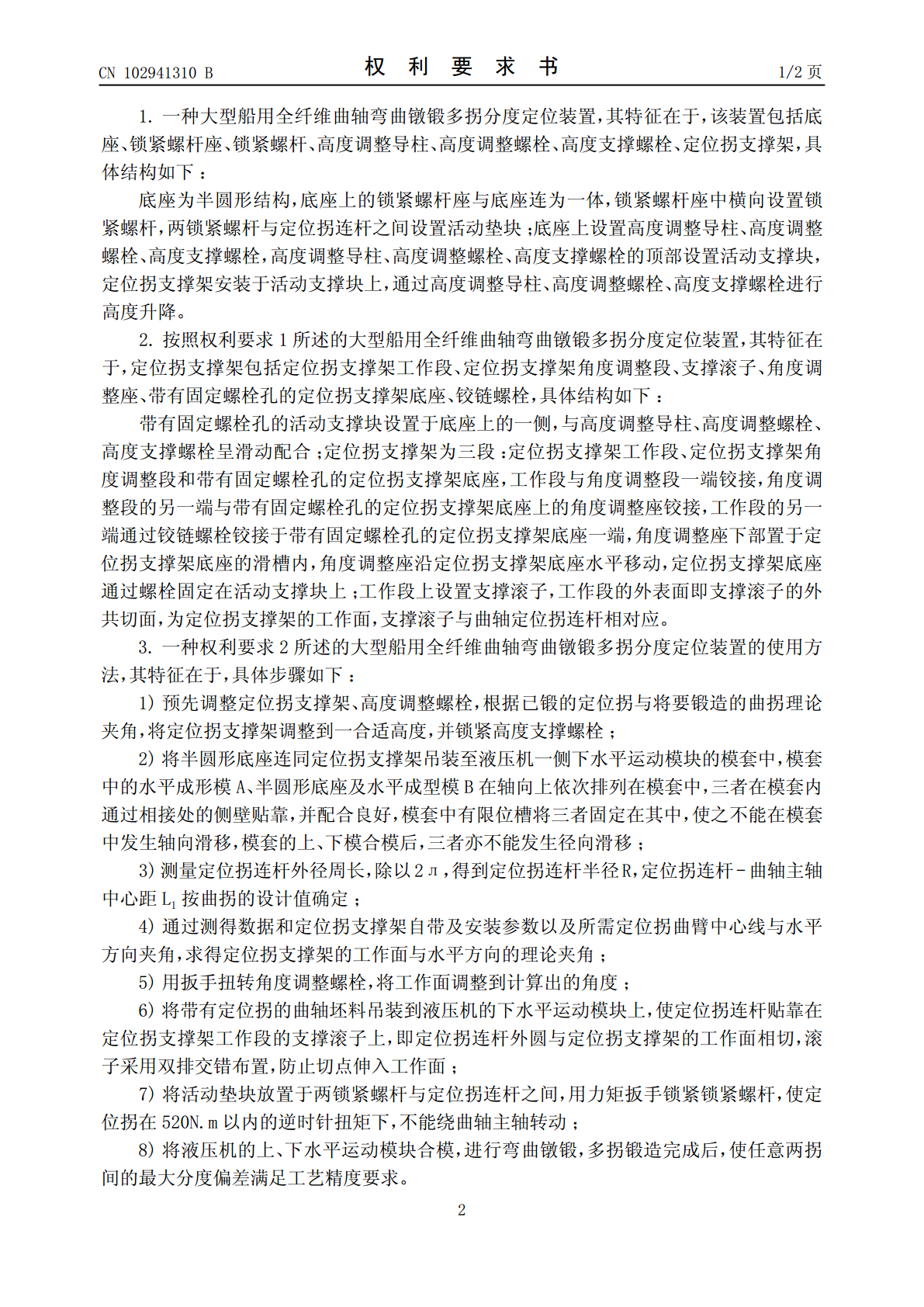
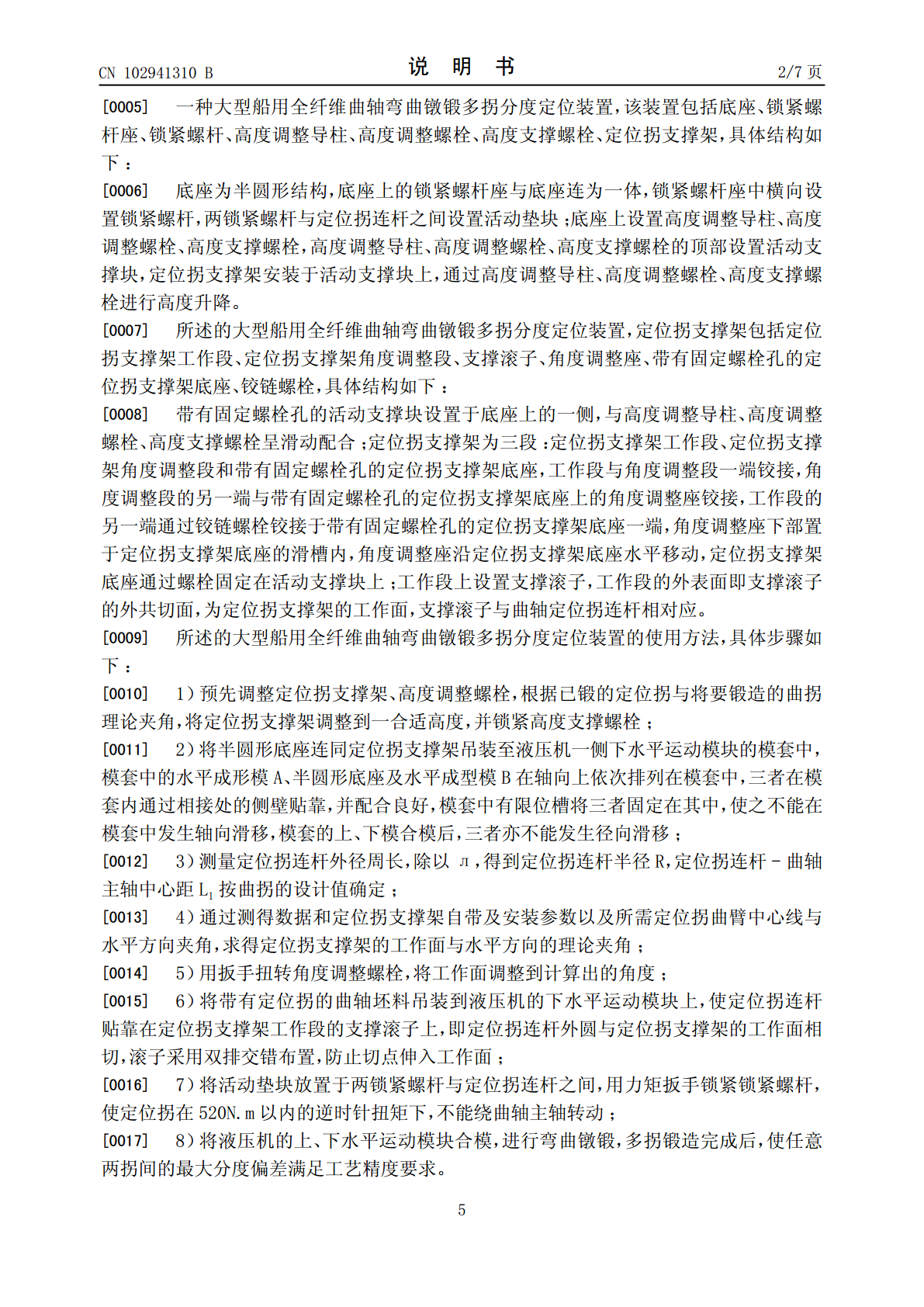
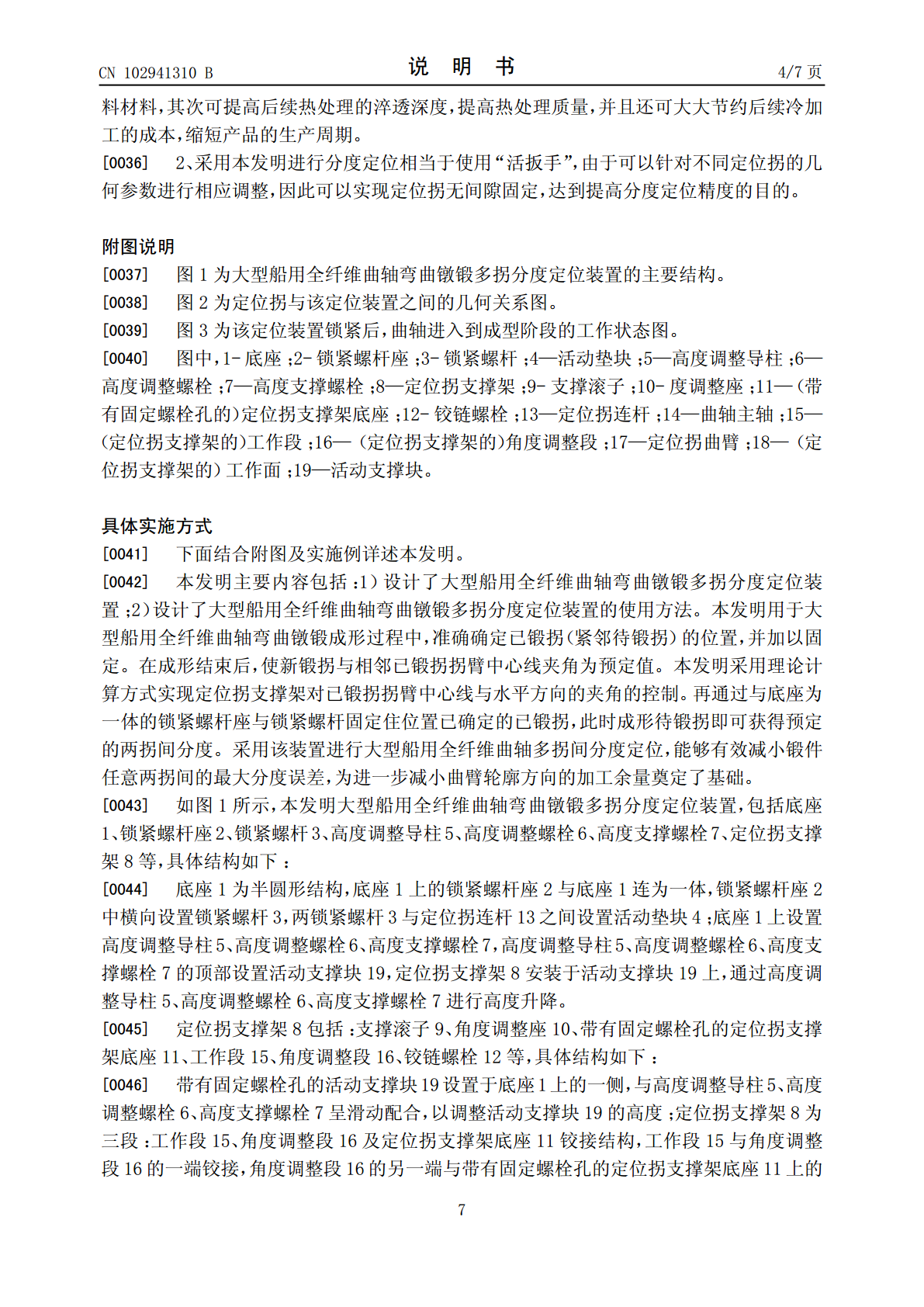
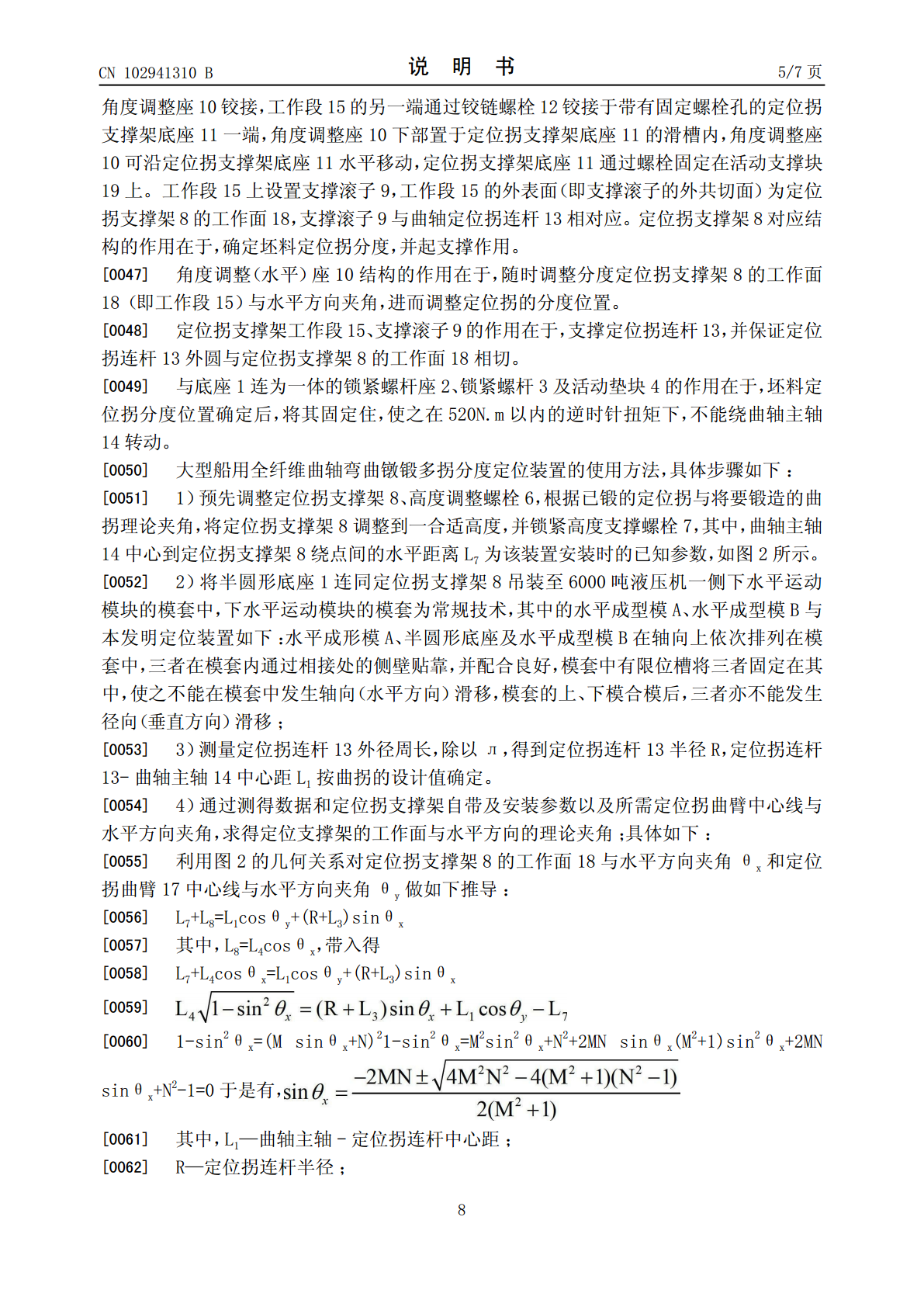
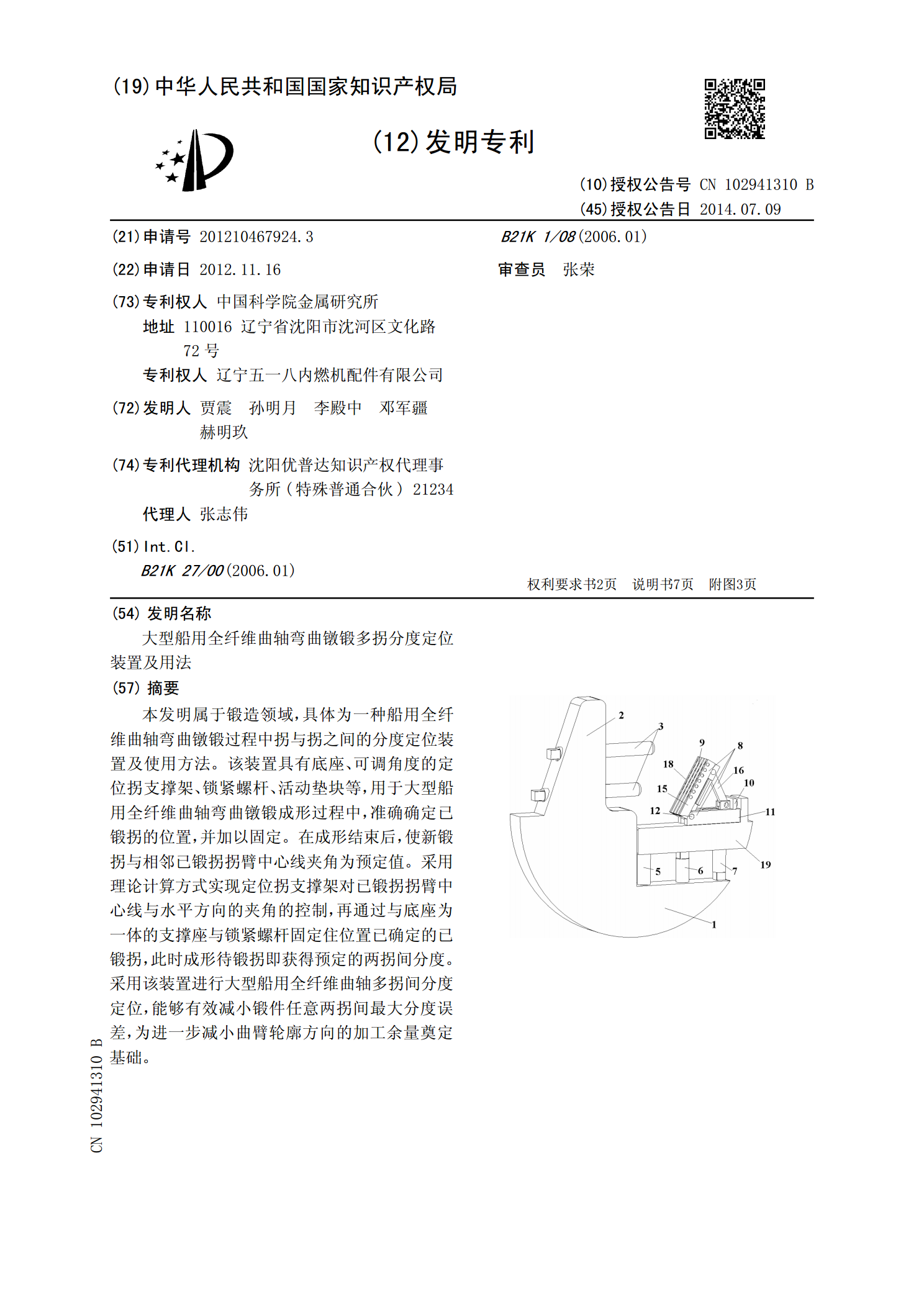
本发明属于锻造领域,具体为一种船用全纤维曲轴弯曲镦锻过程中拐与拐之间的分度定位装置及使用方法。该装置具有底座、可调角度的定位拐支撑架、锁紧螺杆、活动垫块等,用于大型船用全纤维曲轴弯曲镦锻成形过程中,准确确定已锻拐的位置,并加以固定。在成形结束后,使新锻拐与相邻已锻拐拐臂中心线夹角为预定值。采用理论计算方式实现定位拐支撑架对已锻拐拐臂中心线与水平方向的夹角的控制,再通过与底座为一体的支撑座与锁紧螺杆固定住位置已确定的已锻拐,此时成形待锻拐即获得预定的两拐间分度。采用该装置进行大型船用全纤维曲轴多拐间分度定位

全纤维曲轴镦锻法在我厂的应用.docx
全纤维曲轴镦锻法在我厂的应用全纤维曲轴镦锻法在我厂的应用摘要:全纤维曲轴镦锻法是一种现代化的工艺方法,在我厂的应用可以提高曲轴的强度和耐久性。本文将详细介绍全纤维曲轴镦锻法的原理和工艺步骤,并且分析在我厂的应用效果。通过对比试验和性能测试,我们得出结论:全纤维曲轴镦锻法在我厂的应用具有显著的优势和潜力。1.引言曲轴作为内燃机的重要部件之一,其质量和性能对发动机的可靠性和经济性有很大的影响。全纤维曲轴镦锻法作为一种新型的工艺方法,可以显著提高曲轴的强度和耐久性,因此在我厂应用具有广泛的前景和市场需求。2.全

弯曲镦锻曲轴质量的探讨.docx
弯曲镦锻曲轴质量的探讨弯曲镦锻是一种常用的金属加工方法,可以用于制造曲轴等零部件。曲轴作为内燃机等机械装置的核心部件之一,在工作过程中承受着较大的压力和转动力矩,其质量直接关系到机械装置的可靠性和稳定性。因此,研究弯曲镦锻曲轴的质量问题具有重要的理论和实际意义。一、弯曲镦锻曲轴的工艺特点弯曲镦锻是一种利用模具将金属材料进行弯曲和塑性变形的工艺方法,适用于对复杂形状的零部件进行加工。其工艺流程包括钢坯预热、预弯、终弯、温度保持、冷却、开模等环节。在此过程中,通过合理设计模具和控制工艺参数,可以获得满足要求的

大型曲轴全纤维镦锻成形模拟试验机研制及其应用.docx
大型曲轴全纤维镦锻成形模拟试验机研制及其应用论文:大型曲轴全纤维镦锻成形模拟试验机研制及其应用摘要:本文基于全纤维高分子复合材料的特点和优势,针对大型曲轴的制造过程中所存在的缺陷和不足,研发出一种大型曲轴全纤维镦锻成形模拟试验机。该试验机采用高强度复合材料和功能性金属材料相结合的新型制造工艺,具有精度高、性能稳定、操作简便等优点。通过该试验机的实验研究,可以有效预测大型曲轴的成形过程,提高生产效率,减少不良品数量,提高产品质量和可靠性,具有广阔的应用前景。关键词:全纤维高分子复合材料、大型曲轴、镦锻成形、

多质量目标的曲轴NTR弯曲镦锻成形工艺优化.docx
多质量目标的曲轴NTR弯曲镦锻成形工艺优化标题:多质量目标的曲轴NTR弯曲镦锻成形工艺优化摘要:曲轴是内燃机的关键部件之一,其质量对整车性能和可靠性具有重要影响。针对曲轴的NTR(non-Through-holeRolling)弯曲镦锻成形工艺,本文通过多质量目标的优化方法,致力于提高曲轴的力学性能和表面质量,以满足工程需求。关键词:曲轴、NTR弯曲镦锻成形、多质量目标、力学性能、表面质量引言:曲轴作为内燃机的重要传动部件,承受着引擎输出扭矩并将其转化为回转运动。曲轴的质量直接关系到整车的性能和可靠性。N