
LNG气瓶检验检测内容及要求.doc

景山****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

LNG气瓶检验检测内容及要求.doc
LNG气瓶检验检测操作规程编制:陈森审核:潘秋琛批准:李培民控制状态:受控□非受控□枣庄盛通天然气能源科技有限公司实施日期:2016年04月18日目录1.1资料审查与记录1.1.1审查1.1.2记录1.2外观检查1.3内部检查1.4安全附件及阀门检查1.5气密性试验1.6静态日蒸发率测试1.7夹层抽真空、漏率检测及静态蒸发率测试1.8检验记录、检验结论和报告LNG气瓶检验项目包括以下内容:资料审查、外观检查、内部检查、安全附件及阀门检验、耐压试验、气密性试验、日静态蒸发率测试、漏率测量,必要时需对气瓶进行

LNG气瓶检验检测内容及要求.pdf
LNG气瓶检验检测操作规程编制:陈森审核:潘秋琛批准:李培民控制状态:受控□非受控□枣庄盛通天然气能源科技有限公司实施日期:2016年04月18日目录1.1资料审查与记录1。1.1审查1。1.2记录1。2外观检查1.3内部检查1.4安全附件及阀门检查1。5气密性试验1.6静态日蒸发率测试1。7夹层抽真空、漏率检测及静态蒸发率测试1。8检验记录、检验结论和报告LNG气瓶检验项目包括以下内容:资料审查、外观检查、内部检查、安全附件及阀门检验、耐压试验、气密性试验、日静态蒸发率测试、漏率测量,必要时需对气瓶进行

车用LNG气瓶的定期检验技术.docx
车用LNG气瓶的定期检验技术随着LNG(液化天然气)在交通领域的日益广泛应用,车用LNG气瓶的安全成为了越来越重要的问题。在LNG气瓶的使用过程中,定期检验技术是确保气瓶安全的关键环节,本文将从LNG气瓶的基本知识入手,详细介绍车用LNG气瓶的定期检验技术。一、LNG气瓶简介LNG气瓶是用于储存液态天然气的压力容器,它通常由内胆、外壳和保护层三部分组成。内胆通常采用铝合金或玻璃钢制成,能够承受高压力下的液态天然气;外壳则是承载气瓶内部压力的支撑结构,通常由碳钢、不锈钢等材料制成;保护层则是为气瓶提供额外的
一种LNG气瓶检测仪.pdf
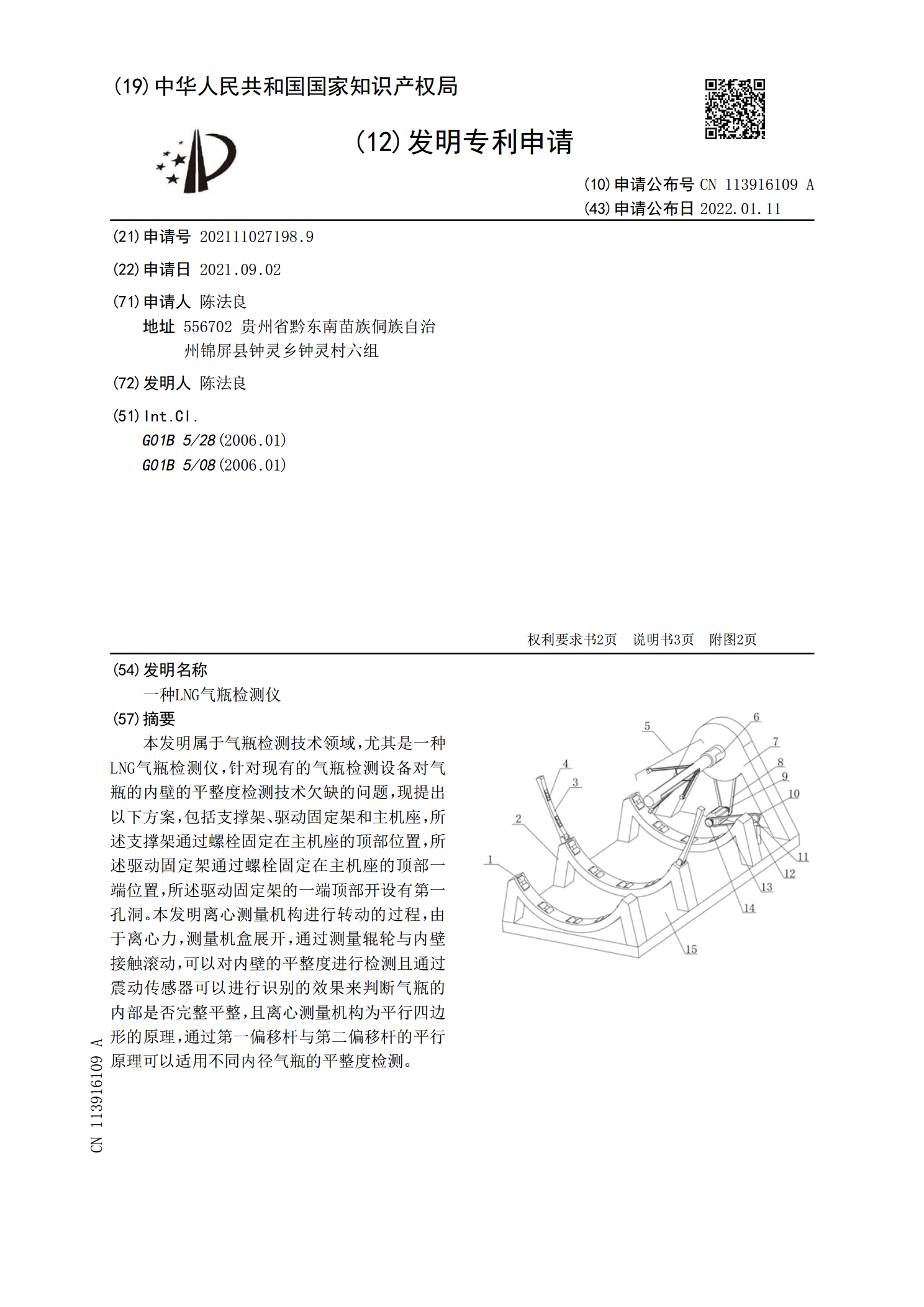
本发明属于气瓶检测技术领域,尤其是一种LNG气瓶检测仪,针对现有的气瓶检测设备对气瓶的内壁的平整度检测技术欠缺的问题,现提出以下方案,包括支撑架、驱动固定架和主机座,所述支撑架通过螺栓固定在主机座的顶部位置,所述驱动固定架通过螺栓固定在主机座的顶部一端位置,所述驱动固定架的一端顶部开设有第一孔洞。本发明离心测量机构进行转动的过程,由于离心力,测量机盒展开,通过测量辊轮与内壁接触滚动,可以对内壁的平整度进行检测且通过震动传感器可以进行识别的效果来判断气瓶的内部是否完整平整,且离心测量机构为平行四边形的原理,

气瓶的检验.docx
气瓶的检验气瓶的定期检验应当由取得检验资格的专门单位负责进行。未取得资格的单位和个人不得从事气瓶的定期检验。各类气瓶的检验周期为:1.盛装腐蚀性气体的气瓶、潜水气瓶以及常与海水接触的气瓶每2年检验一次;2.盛装一般气体的气瓶每3年检验一次;3.盛装惰性气体的气瓶每5年检验一次;4.液化石油气钢瓶按照国家标准GB8334的有关规定;5.低温绝热气瓶每3年检验一次;6.车用液化石油气钢瓶每5年检验一次车用压缩天然气钢瓶每3年检验一次。气瓶在使用过程当中发现有严重腐蚀、损伤或对其安全可靠性有怀疑时应提前进行检验