
能够快速进行研磨的装置.pdf

梦影****主a

1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
能够快速进行研磨的装置.pdf
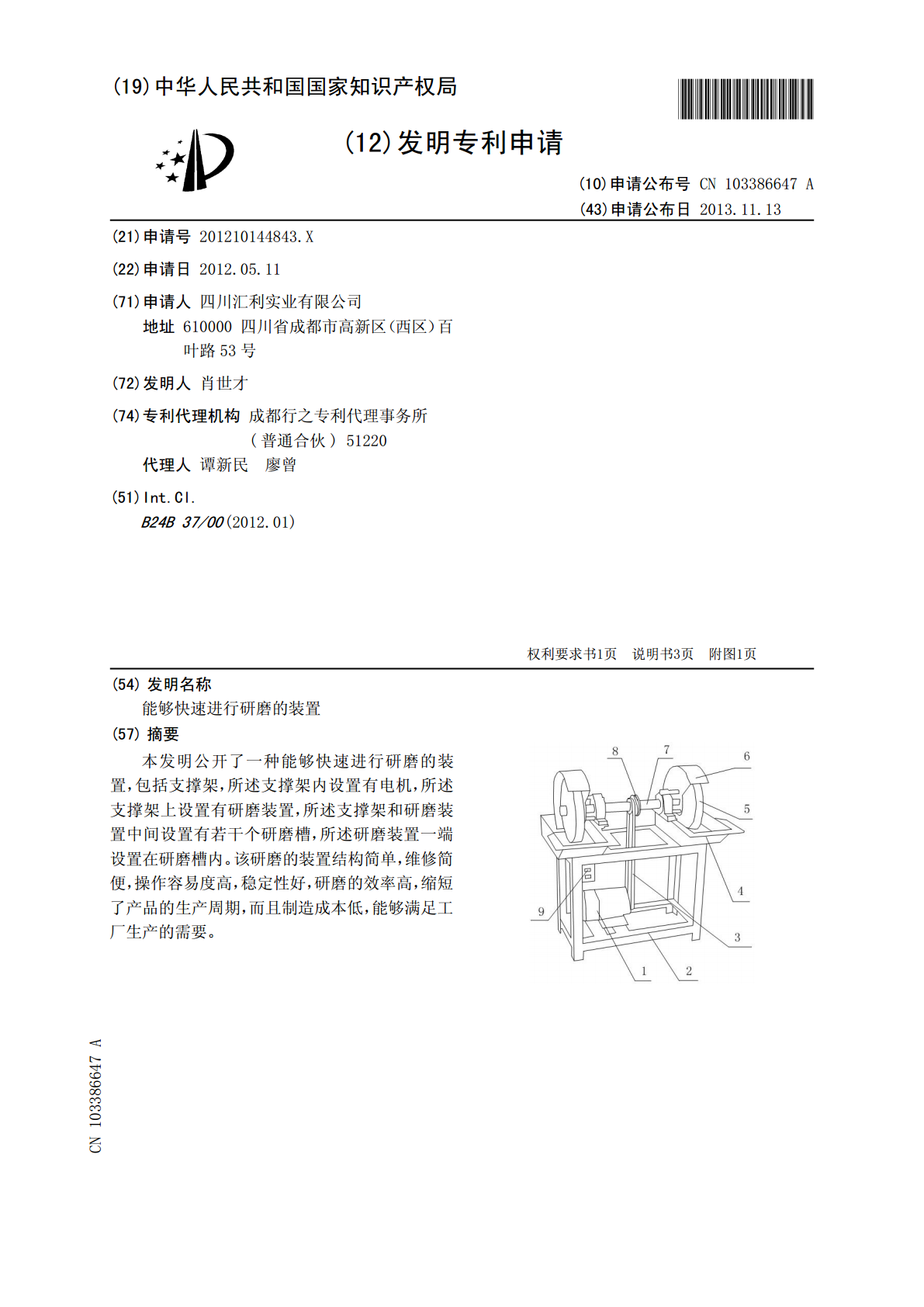
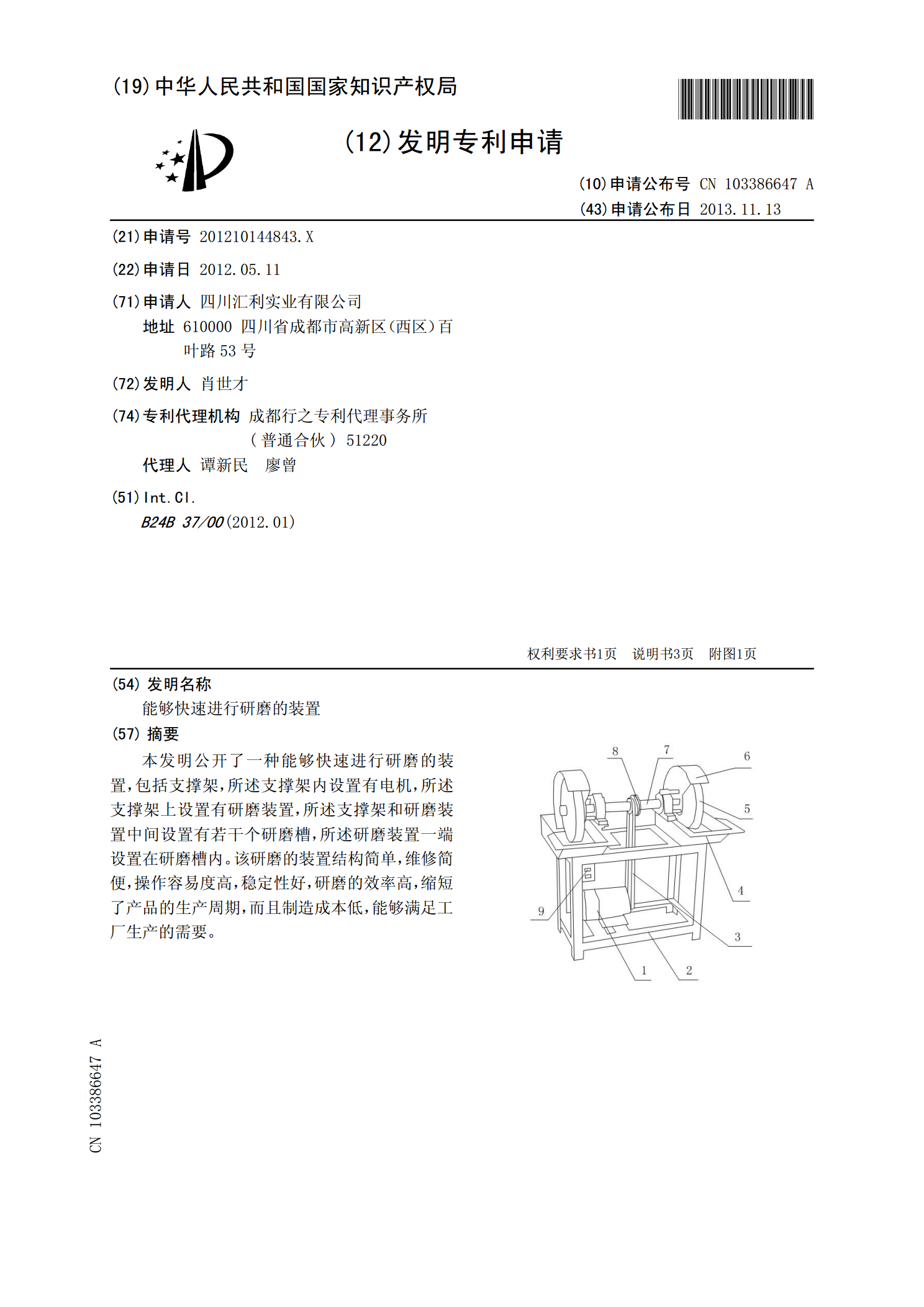
本发明公开了一种能够快速进行研磨的装置,包括支撑架,所述支撑架内设置有电机,所述支撑架上设置有研磨装置,所述支撑架和研磨装置中间设置有若干个研磨槽,所述研磨装置一端设置在研磨槽内。该研磨的装置结构简单,维修简便,操作容易度高,稳定性好,研磨的效率高,缩短了产品的生产周期,而且制造成本低,能够满足工厂生产的需要。
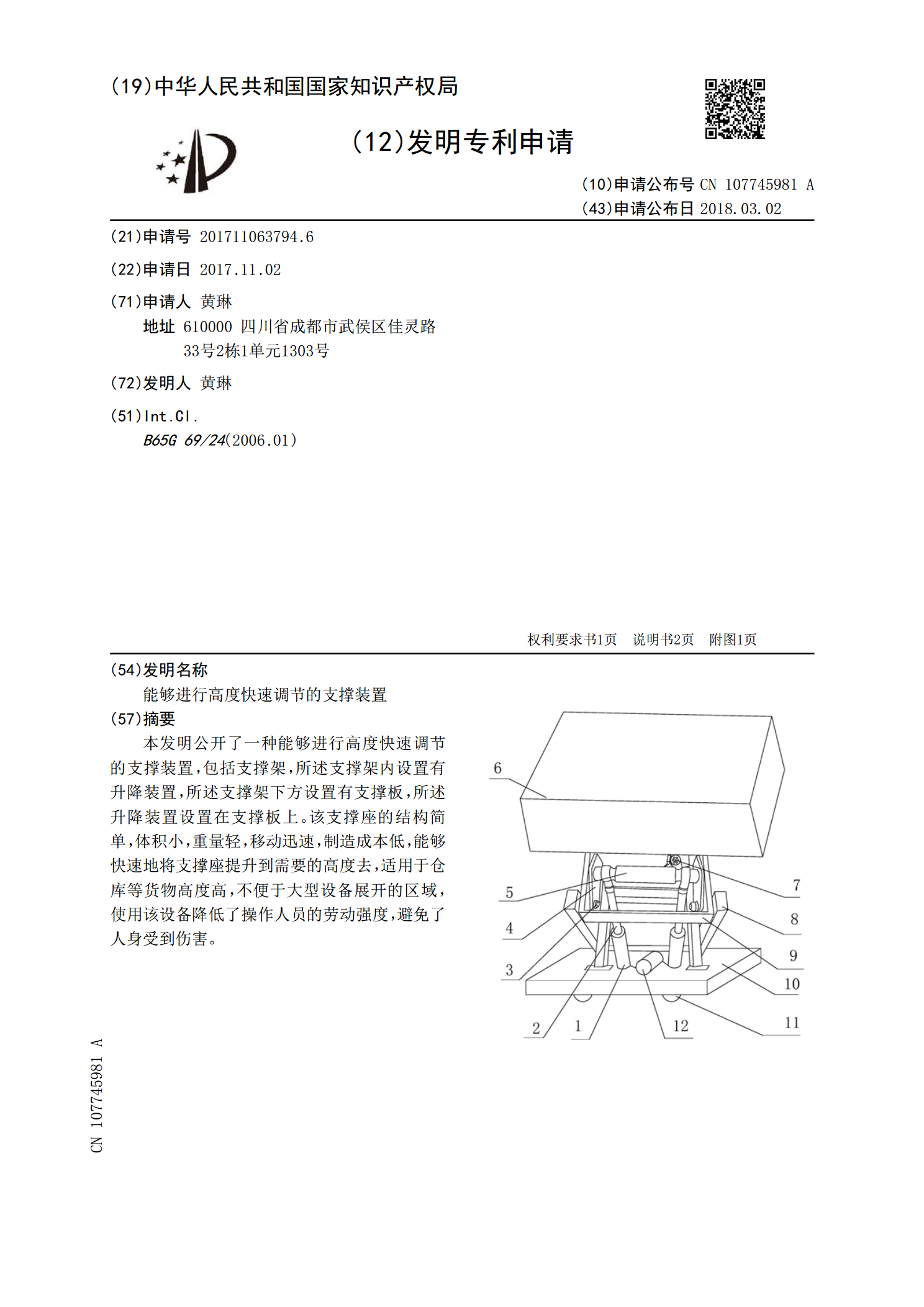
能够进行高度快速调节的支撑装置.pdf
本发明公开了一种能够进行高度快速调节的支撑装置,包括支撑架,所述支撑架内设置有升降装置,所述支撑架下方设置有支撑板,所述升降装置设置在支撑板上。该支撑座的结构简单,体积小,重量轻,移动迅速,制造成本低,能够快速地将支撑座提升到需要的高度去,适用于仓库等货物高度高,不便于大型设备展开的区域,使用该设备降低了操作人员的劳动强度,避免了人身受到伤害。
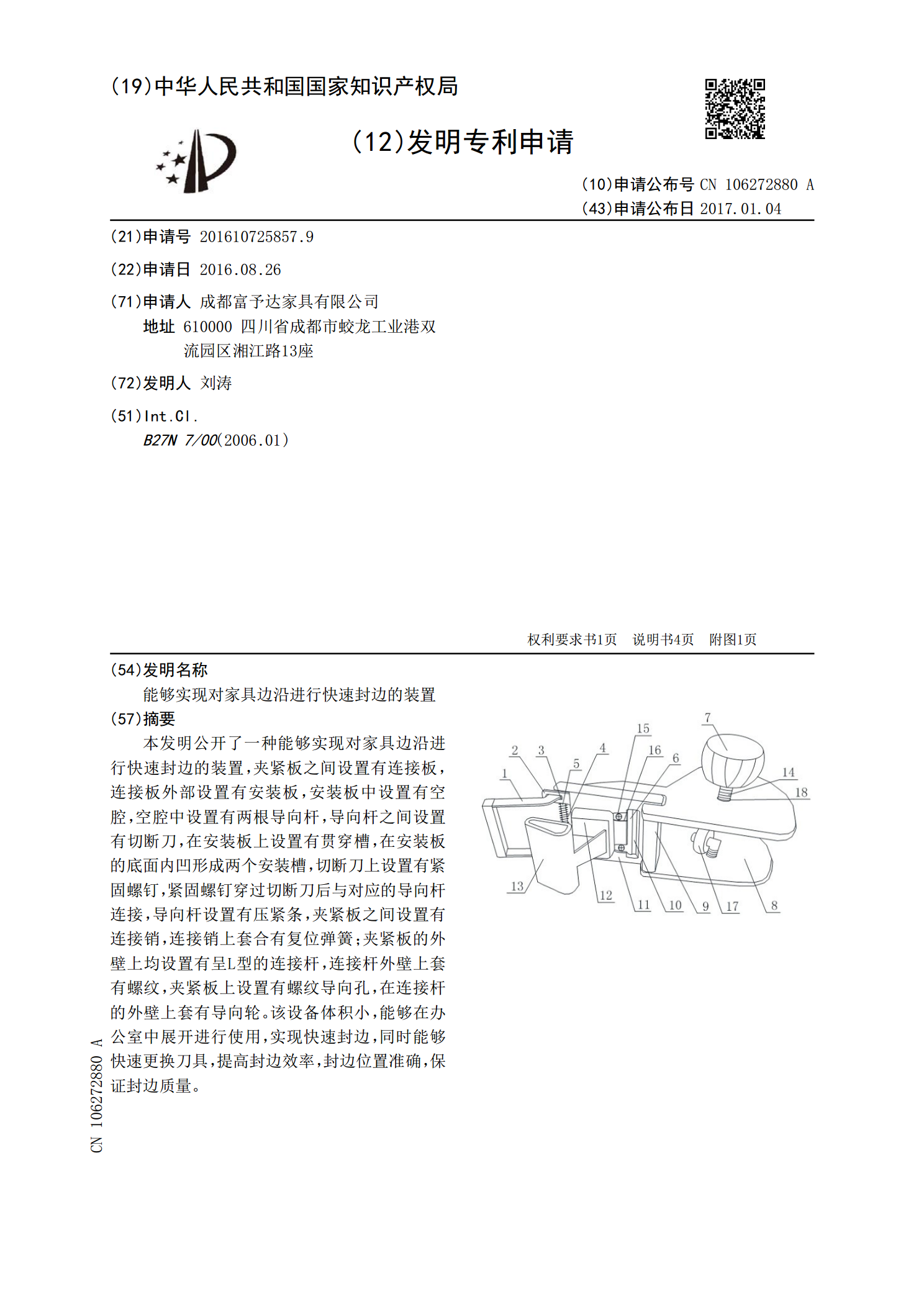
能够实现对家具边沿进行快速封边的装置.pdf
本发明公开了一种能够实现对家具边沿进行快速封边的装置,夹紧板之间设置有连接板,连接板外部设置有安装板,安装板中设置有空腔,空腔中设置有两根导向杆,导向杆之间设置有切断刀,在安装板上设置有贯穿槽,在安装板的底面内凹形成两个安装槽,切断刀上设置有紧固螺钉,紧固螺钉穿过切断刀后与对应的导向杆连接,导向杆设置有压紧条,夹紧板之间设置有连接销,连接销上套合有复位弹簧;夹紧板的外壁上均设置有呈L型的连接杆,连接杆外壁上套有螺纹,夹紧板上设置有螺纹导向孔,在连接杆的外壁上套有导向轮。该设备体积小,能够在办公室中展开进行
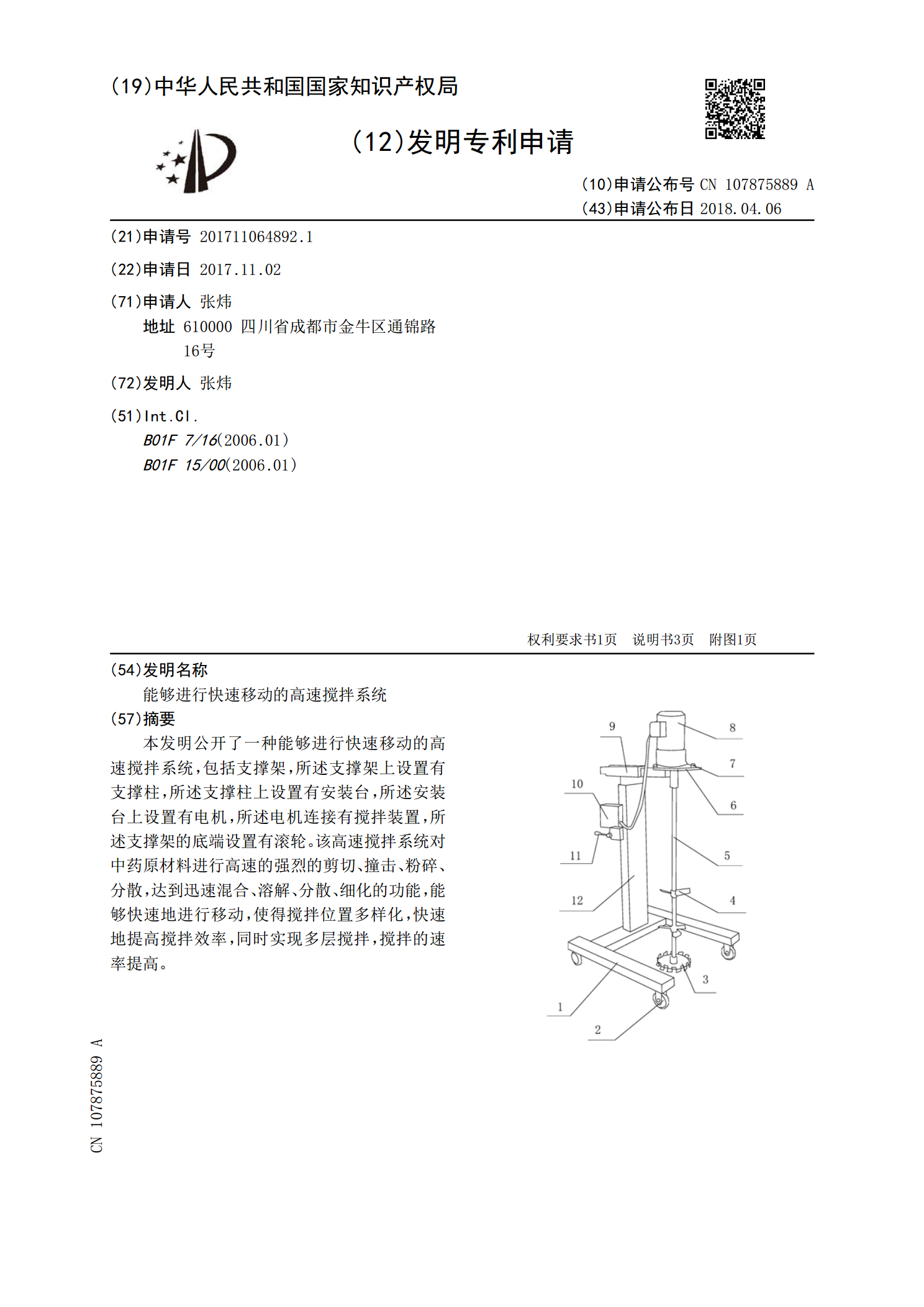
能够进行快速移动的高速搅拌系统.pdf
本发明公开了一种能够进行快速移动的高速搅拌系统,包括支撑架,所述支撑架上设置有支撑柱,所述支撑柱上设置有安装台,所述安装台上设置有电机,所述电机连接有搅拌装置,所述支撑架的底端设置有滚轮。该高速搅拌系统对中药原材料进行高速的强烈的剪切、撞击、粉碎、分散,达到迅速混合、溶解、分散、细化的功能,能够快速地进行移动,使得搅拌位置多样化,快速地提高搅拌效率,同时实现多层搅拌,搅拌的速率提高。
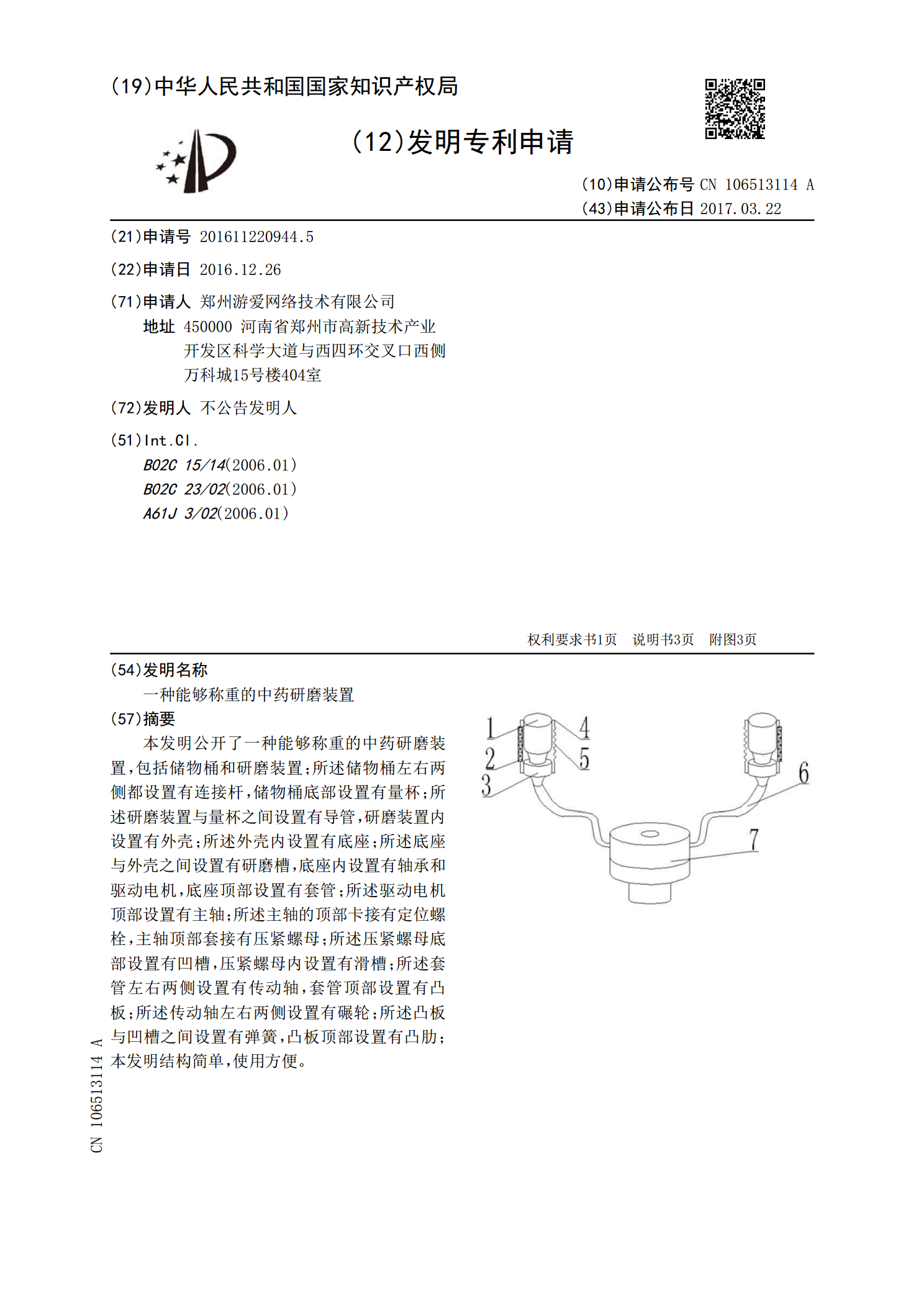
一种能够称重的中药研磨装置.pdf
本发明公开了一种能够称重的中药研磨装置,包括储物桶和研磨装置;所述储物桶左右两侧都设置有连接杆,储物桶底部设置有量杯;所述研磨装置与量杯之间设置有导管,研磨装置内设置有外壳;所述外壳内设置有底座;所述底座与外壳之间设置有研磨槽,底座内设置有轴承和驱动电机,底座顶部设置有套管;所述驱动电机顶部设置有主轴;所述主轴的顶部卡接有定位螺栓,主轴顶部套接有压紧螺母;所述压紧螺母底部设置有凹槽,压紧螺母内设置有滑槽;所述套管左右两侧设置有传动轴,套管顶部设置有凸板;所述传动轴左右两侧设置有碾轮;所述凸板与凹槽之间设置