
一种盘类零件淬火线自动进料装置.pdf

一吃****成益

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种盘类零件淬火线自动进料装置.pdf
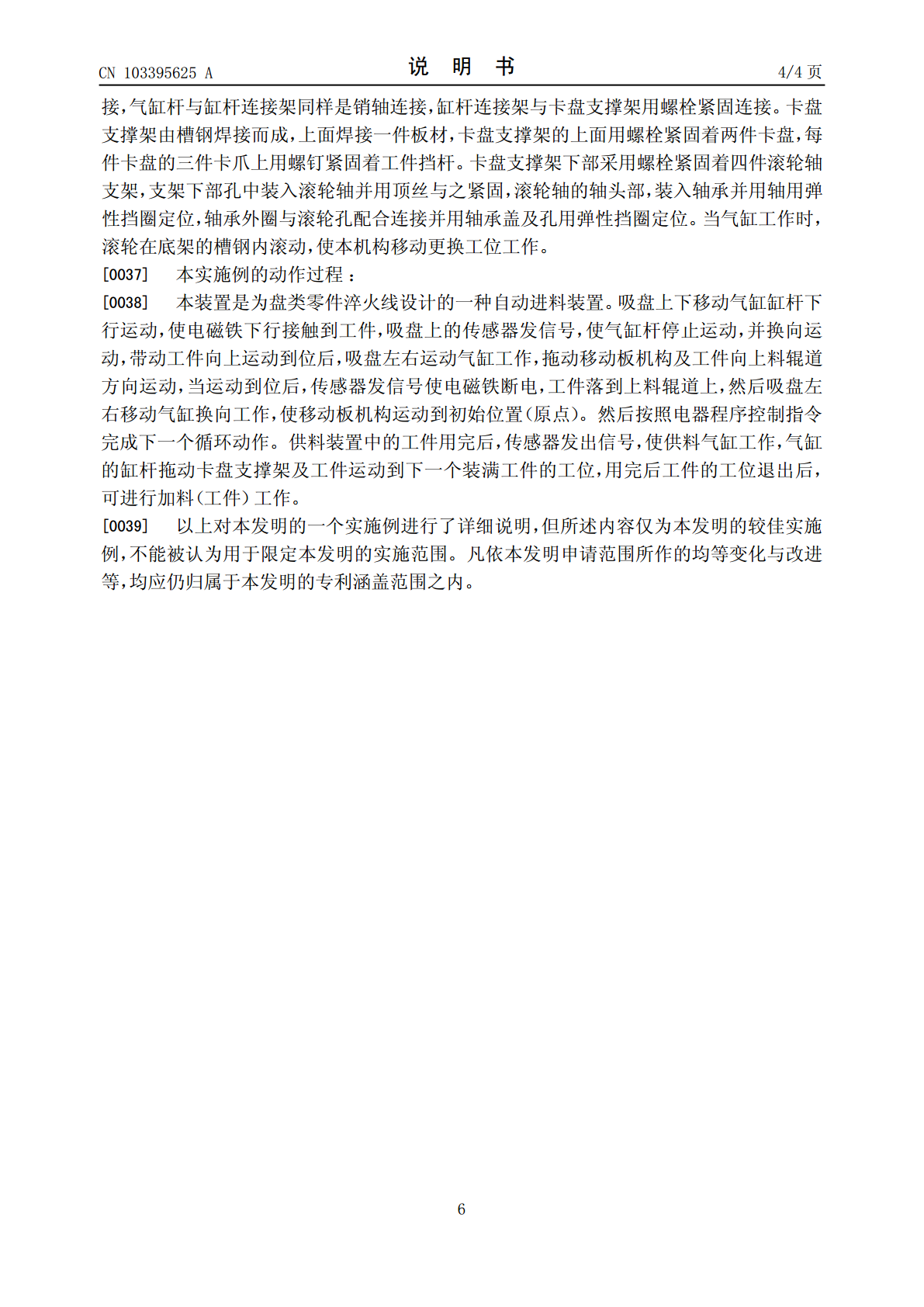
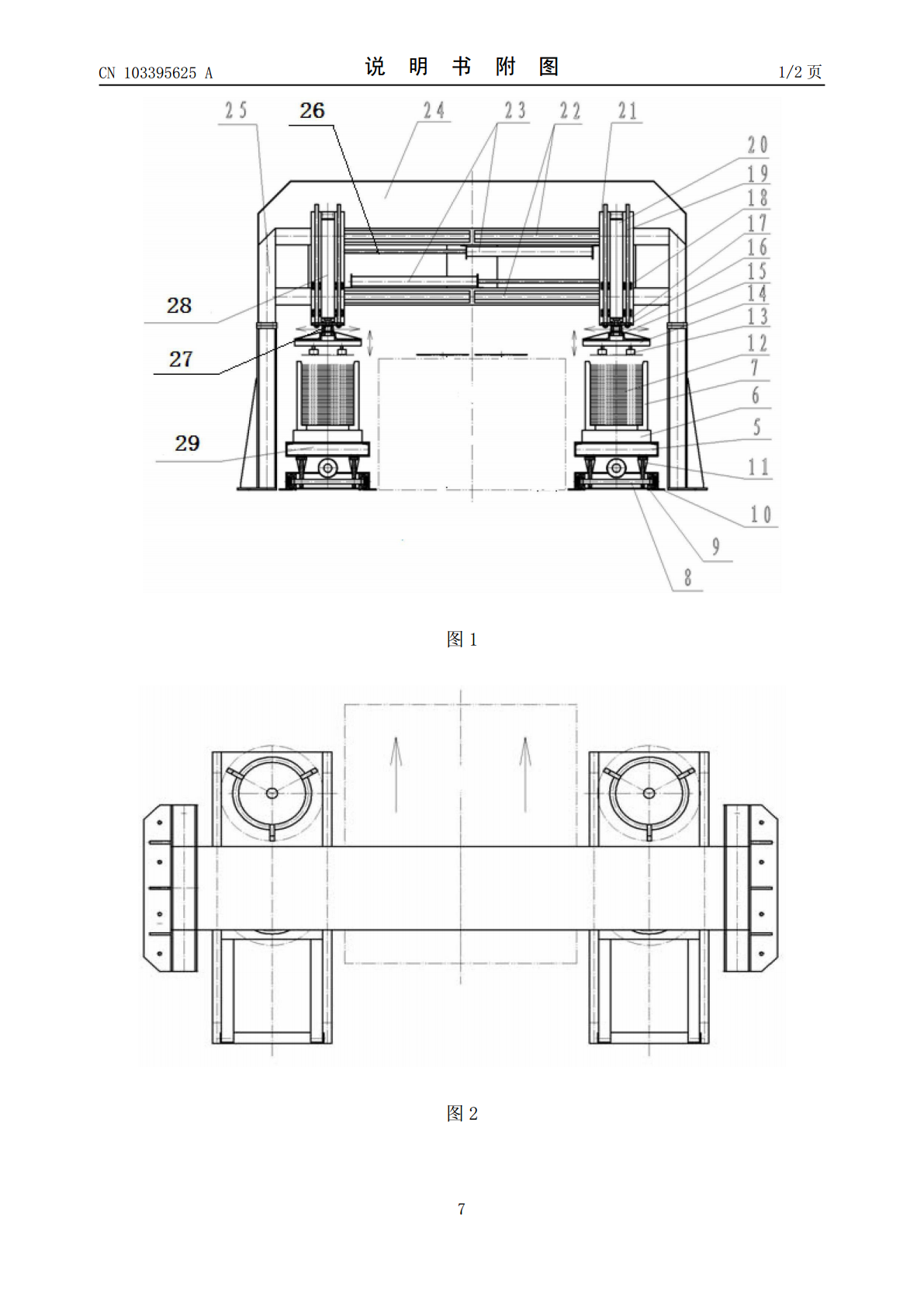
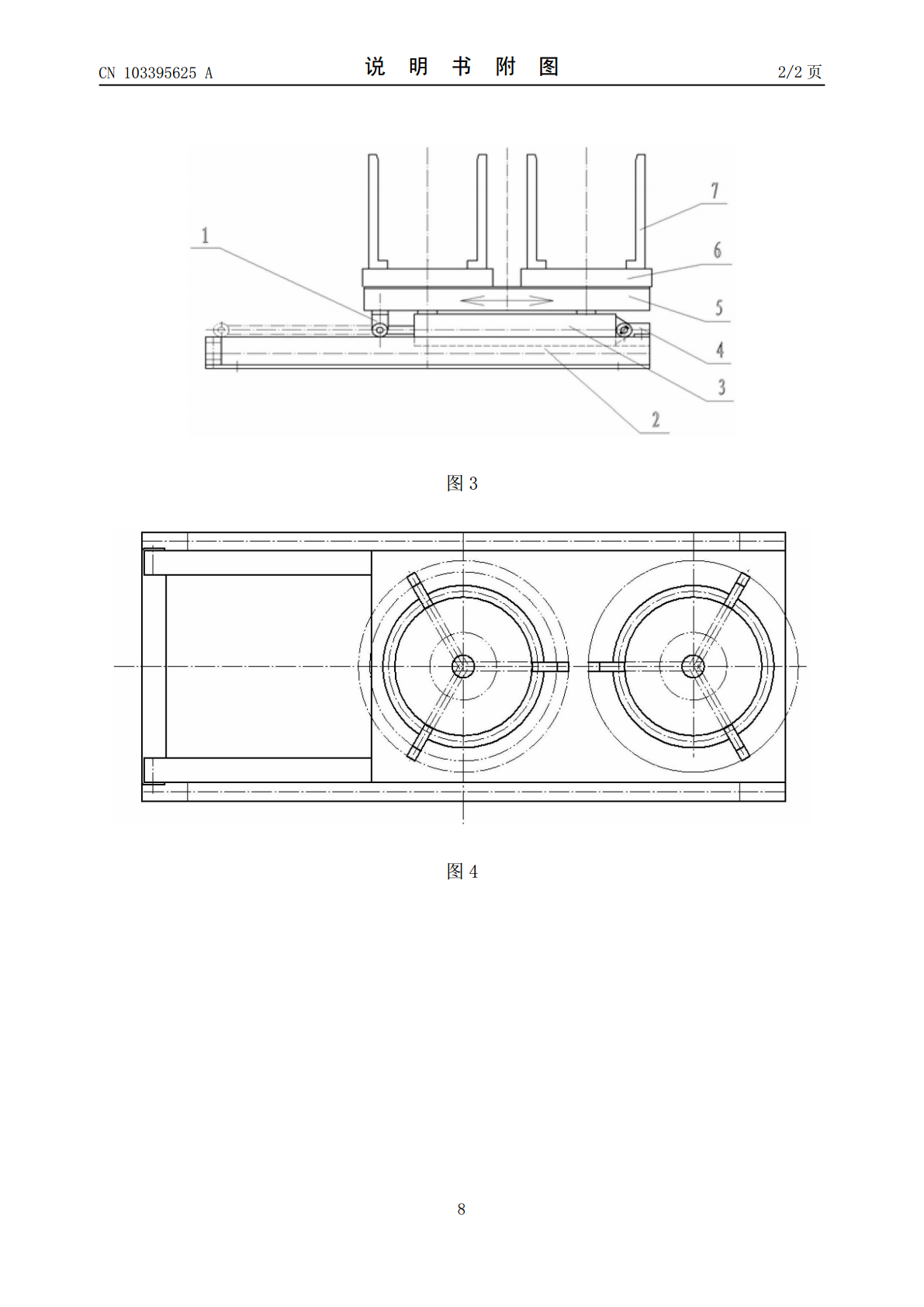
本发明提供一种盘类零件淬火线自动进料装置,包括机械手装置、机械手基架以及供料装置;机械手基架上对称固定着吸盘左右移动气缸及直线导轨,吸盘左右移动气缸缸杆端部与移动板固定连接,移动板与直线导轨滑动连接;移动板上设有吸盘上下移动气缸、导向杆以及导向套,吸盘上下移动气缸缸杆端部与吸盘固定连接;供料装置中的工件挡杆与三爪卡盘固定连接,工件挡杆内装入工件,三爪卡盘与卡盘支撑架固定连接,卡盘支撑架上设有两套三爪卡盘。本发明具有机械手吸附可靠、运行稳定、惯性小、供料装置容量大、定位准确、重复运动精度高、电控程序设定自锁

一种圆盘锯片全自动淬火线进料装置.pdf
本发明提供一种圆盘锯片全自动淬火线进料装置,包括推料机构与吸料机构,吸料机构通过电磁吸盘将工件吸附,通过气缸杆Ⅱ的运动将工件输送至推料机构的移动叉上;推料机构通过气缸杆Ⅰ的作用,驱动移动叉将工件输送进加热炉中。本发明的有益效果是圆盘锯片淬火线进料更加方便、安全,生产效率高。

一种盘类零件大面自动铣削装置.pdf
本发明涉及一种盘类零件大面自动铣削装置,包括工作台以及固装在工作台上的吊架,工作台上设有放置槽。所述吊架上设有升降组件;所述升降组件连接有U型架;所述U型架上安装有双旋转控制组件;所述升降组件包括安装在吊架上的一号电机,所述一号电机连接有与U型架螺纹相连的丝杠,所述吊架上设有将U型架竖直滑动安装的导轨。本发明自动化程度高,通过丝杠螺母传动控制铣刀向下进给的基础上,通过轮齿传动以及皮带、绳带传动,驱使铣刀以高速自转的方式沿着平面螺旋轨迹进行移动,从而能够完成针对整个盘类零件大面进行全区域的铣削加工。
一种冲压零件的自动进料装置.pdf
本发明创造涉及到零件冲压领域,具体涉及了一种冲压零件的自动进料装置。一种冲压零件的自动进料装置,包括支撑外壳,还包括有:承载结构,安装在支撑外壳的底部,与支撑架转动连接,用于承载基材;导向结构,安装在支撑外壳的一端,与支撑外壳固定连接,用于基材导向;推动结构,安装在支撑外壳内,与支撑外壳转动连接,用于推动基材运动。本发明创造放弃了常规的辊轮推动基材的设计,而采用了一个推动头对放置在履带结构上的基材进行推动的方式,对基材进行运输,在基材厚度没有太大变化的情况下,无须主动去调试推动头与基材之间的正压力,降低了
一种推盘压淬装置.pdf
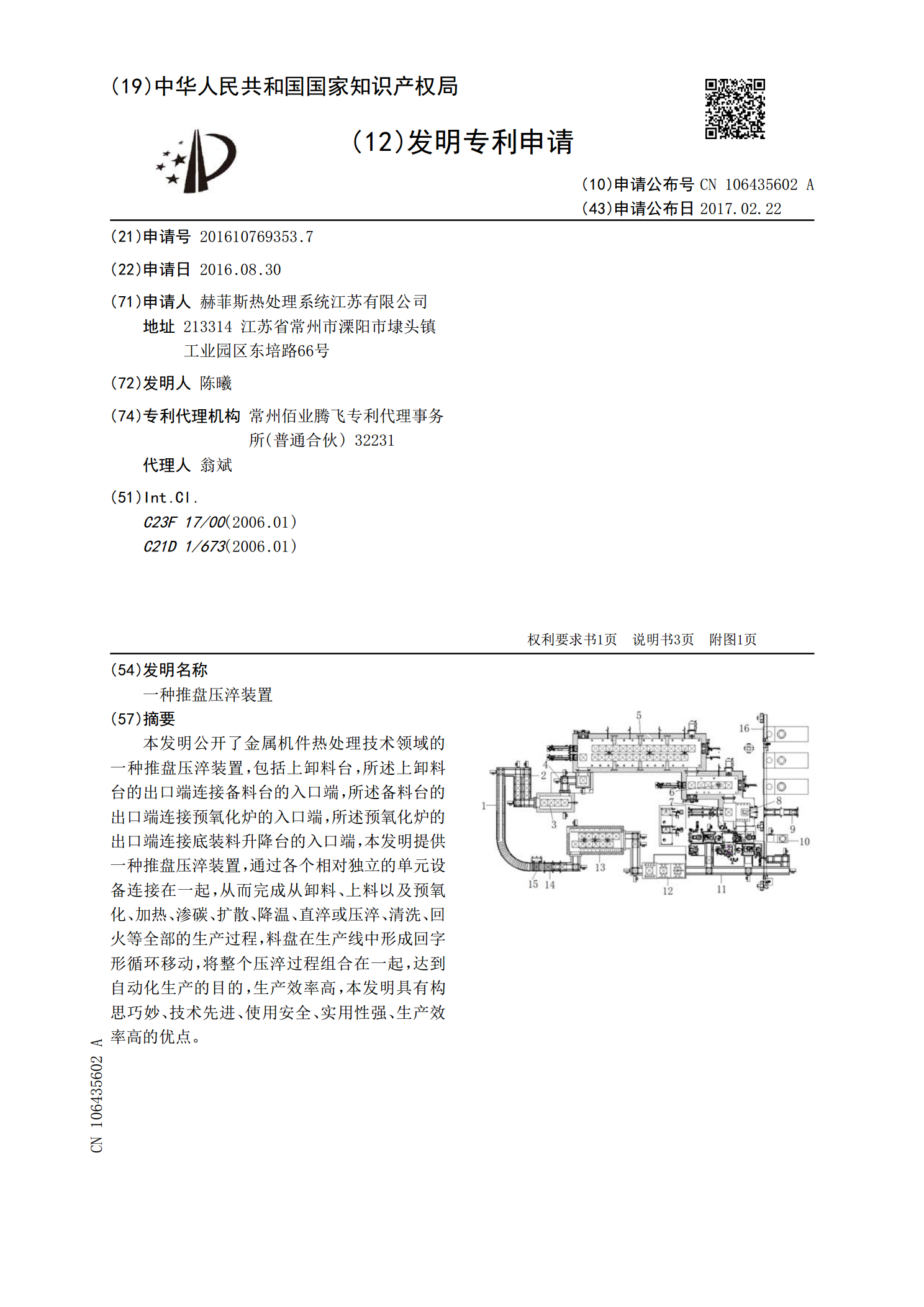
本发明公开了金属机件热处理技术领域的一种推盘压淬装置,包括上卸料台,所述上卸料台的出口端连接备料台的入口端,所述备料台的出口端连接预氧化炉的入口端,所述预氧化炉的出口端连接底装料升降台的入口端,本发明提供一种推盘压淬装置,通过各个相对独立的单元设备连接在一起,从而完成从卸料、上料以及预氧化、加热、渗碳、扩散、降温、直淬或压淬、清洗、回火等全部的生产过程,料盘在生产线中形成回字形循环移动,将整个压淬过程组合在一起,达到自动化生产的目的,生产效率高,本发明具有构思巧妙、技术先进、使用安全、实用性强、生产效率高