
一种蝶形阀门组装机蝶板液压自动组合装置及其组合方法.pdf

睿德****找我


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种蝶形阀门组装机蝶板液压自动组合装置及其组合方法.pdf
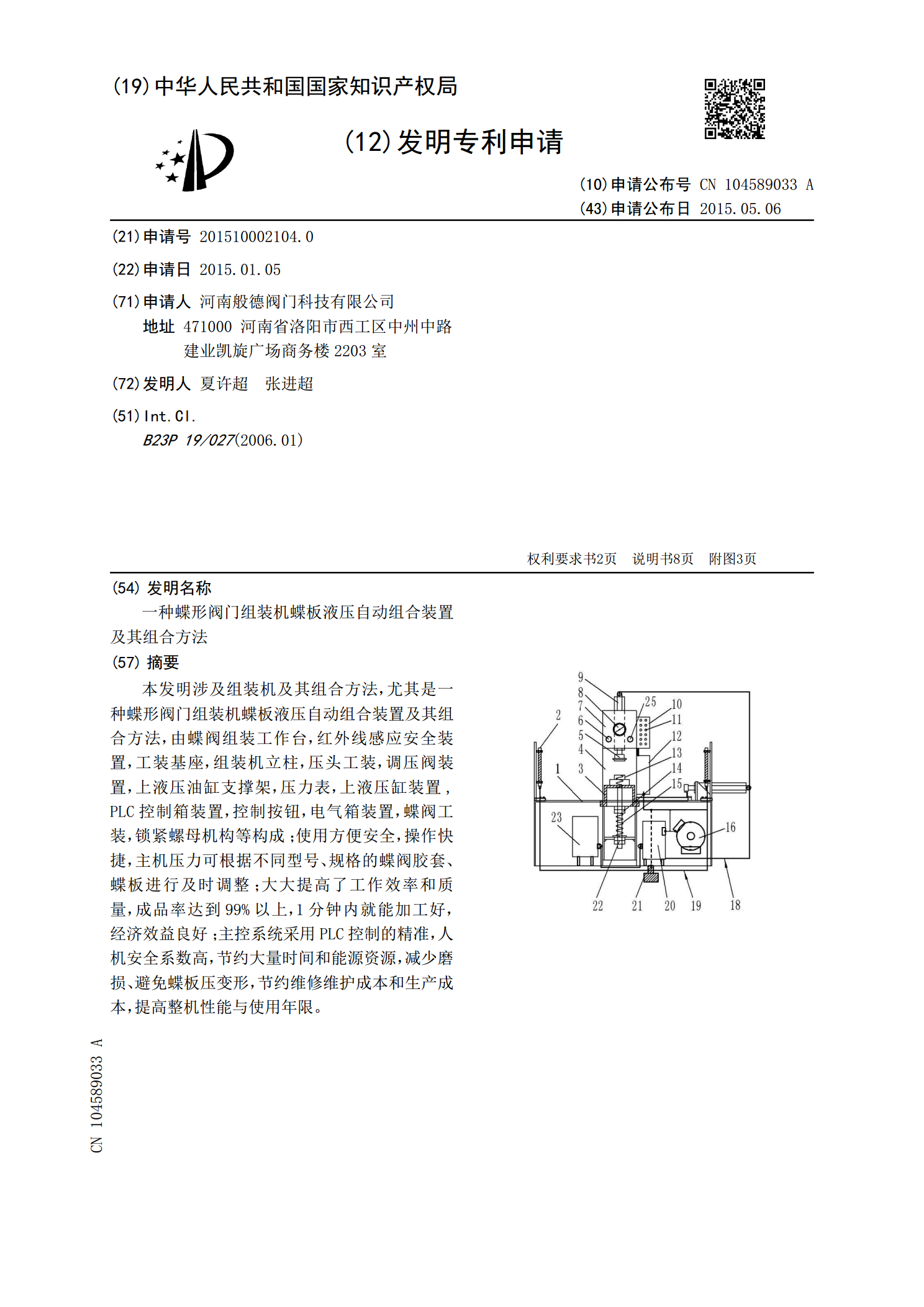
本发明涉及组装机及其组合方法,尤其是一种蝶形阀门组装机蝶板液压自动组合装置及其组合方法,由蝶阀组装工作台,红外线感应安全装置,工装基座,组装机立柱,压头工装,调压阀装置,上液压油缸支撑架,压力表,上液压缸装置,PLC控制箱装置,控制按钮,电气箱装置,蝶阀工装,锁紧螺母机构等构成;使用方便安全,操作快捷,主机压力可根据不同型号、规格的蝶阀胶套、蝶板进行及时调整;大大提高了工作效率和质量,成品率达到99%以上,1分钟内就能加工好,经济效益良好;主控系统采用PLC控制的精准,人机安全系数高,节约大量时间和能源
一种蝶形阀门组装机阀杆液压自动组合装置及其组合方法.pdf
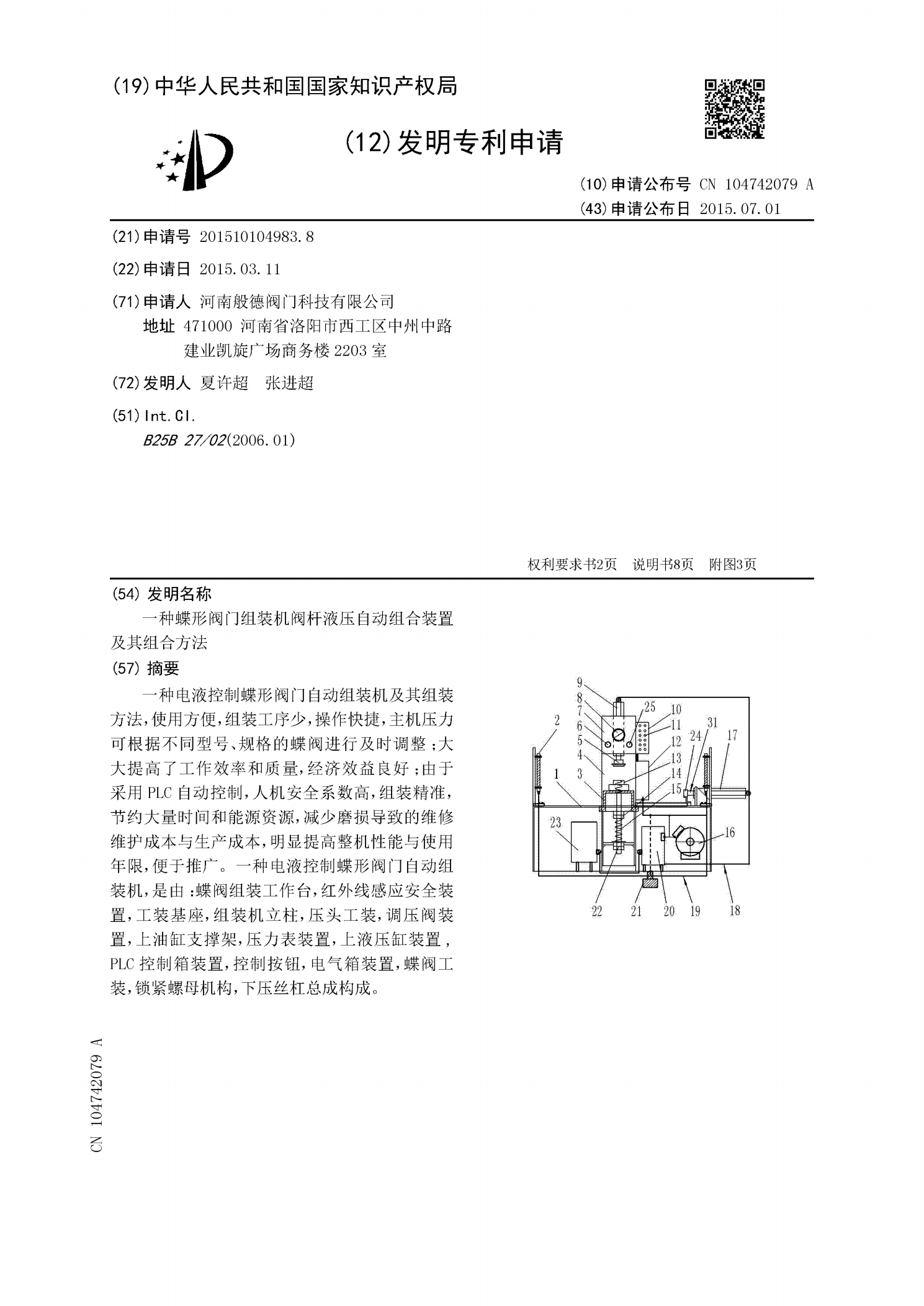
一种电液控制蝶形阀门自动组装机及其组装方法,使用方便,组装工序少,操作快捷,主机压力可根据不同型号、规格的蝶阀进行及时调整;大大提高了工作效率和质量,经济效益良好;由于采用PLC自动控制,人机安全系数高,组装精准,节约大量时间和能源资源,减少磨损导致的维修维护成本与生产成本,明显提高整机性能与使用年限,便于推广。一种电液控制蝶形阀门自动组装机,是由:蝶阀组装工作台,红外线感应安全装置,工装基座,组装机立柱,压头工装,调压阀装置,上油缸支撑架,压力表装置,上液压缸装置,PLC控制箱装置,控制按钮,电气箱装
一种蝶形阀门组装机胶套液压自动组合装置及其组合方法.pdf
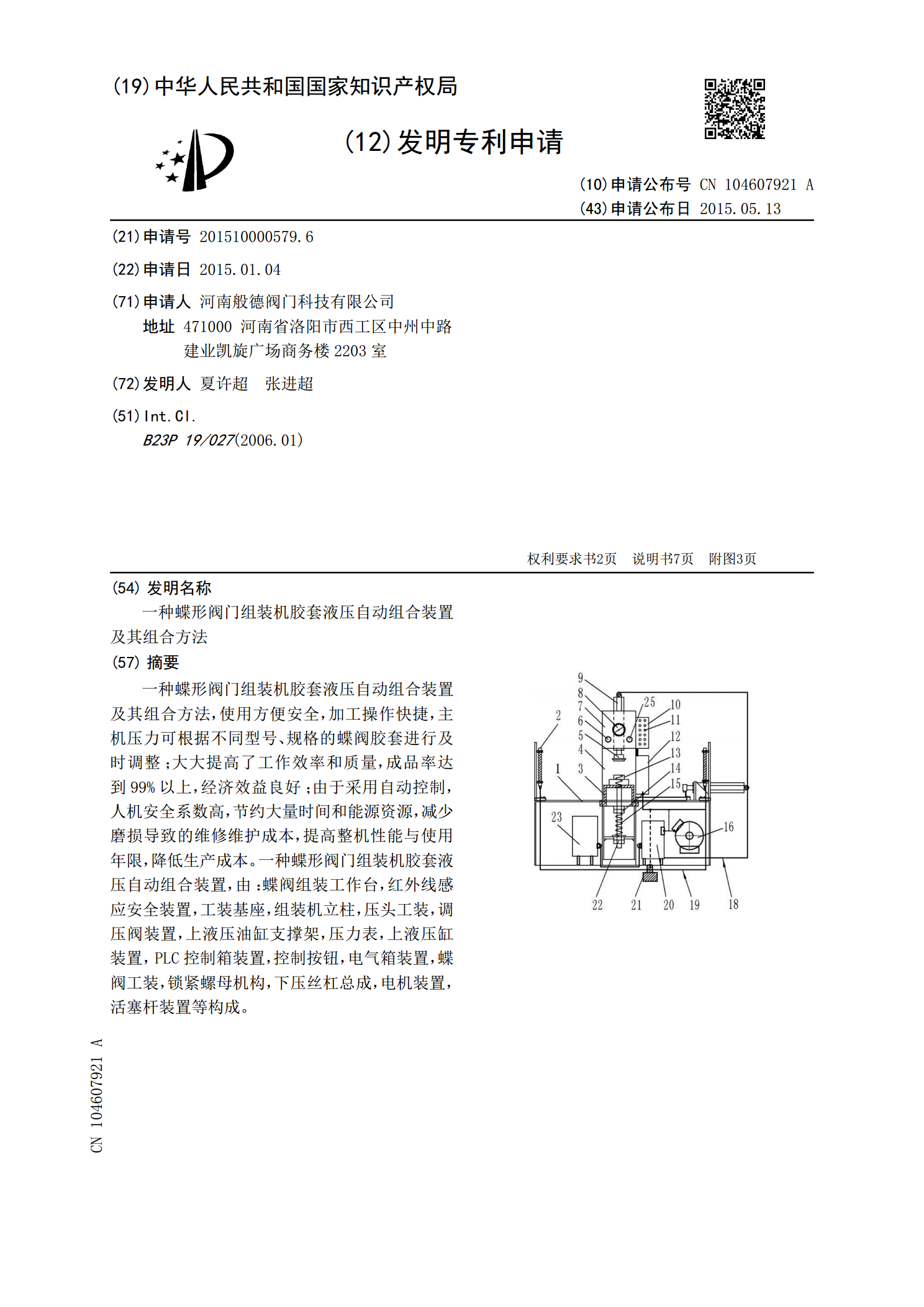
一种蝶形阀门组装机胶套液压自动组合装置及其组合方法,使用方便安全,加工操作快捷,主机压力可根据不同型号、规格的蝶阀胶套进行及时调整;大大提高了工作效率和质量,成品率达到99%以上,经济效益良好;由于采用自动控制,人机安全系数高,节约大量时间和能源资源,减少磨损导致的维修维护成本,提高整机性能与使用年限,降低生产成本。一种蝶形阀门组装机胶套液压自动组合装置,由:蝶阀组装工作台,红外线感应安全装置,工装基座,组装机立柱,压头工装,调压阀装置,上液压油缸支撑架,压力表,上液压缸装置,PLC控制箱装置,控制按钮,
一种电液控制蝶形阀门自动组装机及其组装方法.pdf
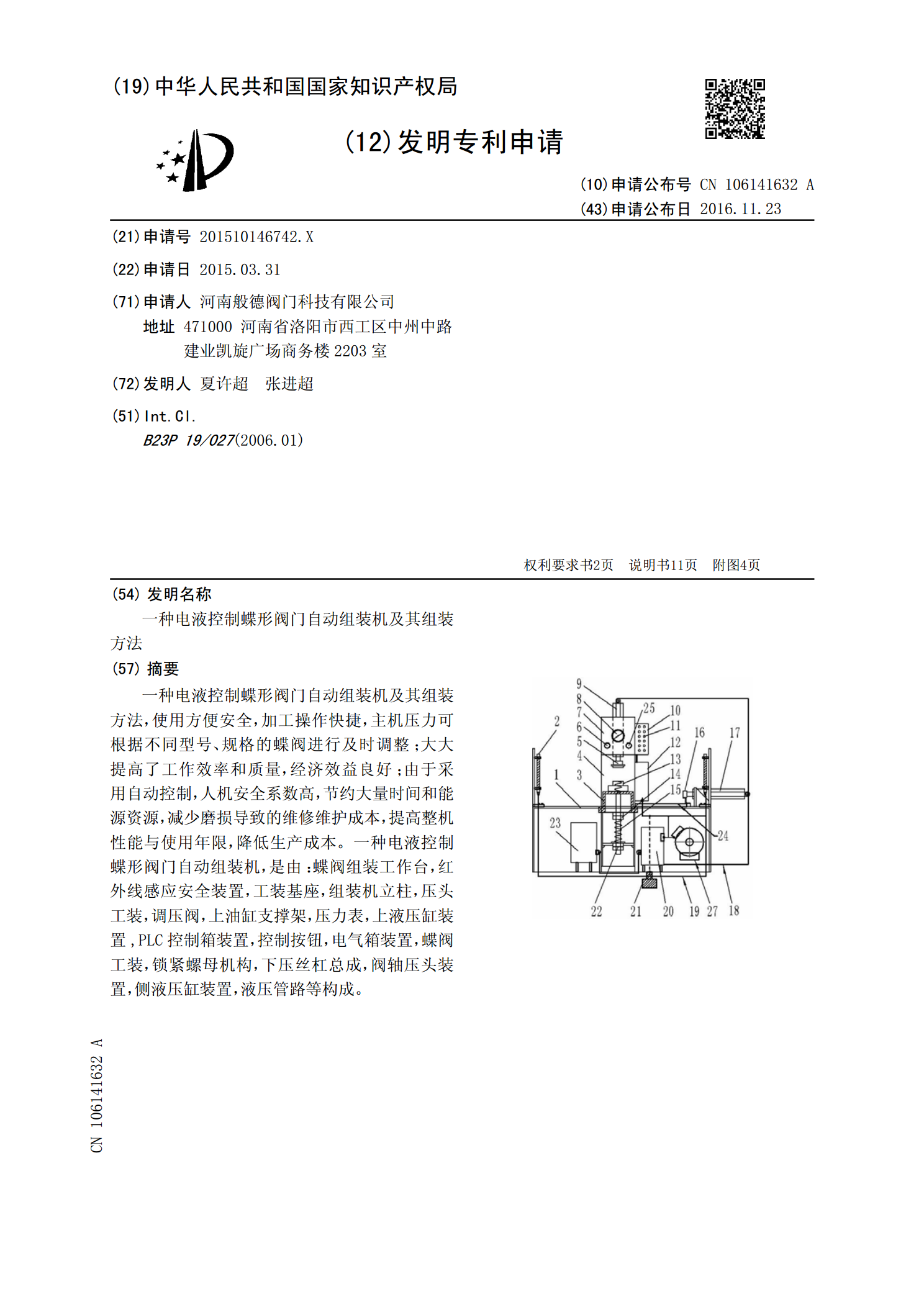
一种电液控制蝶形阀门自动组装机及其组装方法,使用方便安全,加工操作快捷,主机压力可根据不同型号、规格的蝶阀进行及时调整;大大提高了工作效率和质量,经济效益良好;由于采用自动控制,人机安全系数高,节约大量时间和能源资源,减少磨损导致的维修维护成本,提高整机性能与使用年限,降低生产成本。一种电液控制蝶形阀门自动组装机,是由:蝶阀组装工作台,红外线感应安全装置,工装基座,组装机立柱,压头工装,调压阀,上油缸支撑架,压力表,上液压缸装置,PLC控制箱装置,控制按钮,电气箱装置,蝶阀工装,锁紧螺母机构,下压丝杠总成

阀门压力试验与静液压寿命试验组合装置及其使用方法.pdf
本发明涉及阀门压力试验与静液压寿命试验组合装置及其使用方法,可有效解决省时省力、准确的检测阀门压力与静液压寿命试验的问题,主箱体和副箱体之间在水槽的一侧装有驱动装置,主箱体上部装有操作面板,操作面板上装有压力表,副箱体上经副箱体工作盘装有左液压爪,主箱体上经主箱体工作盘装有右液压爪,主箱体上装有液压系统和电气系统,液压系统、电气系统经RS232串口总线与控制柜的USB插口相连;本发明结构新颖独特,集阀门压力试验与静液压寿命试验于一体,使用方便,测试准确、效果好,省工省时,检测效率高,使用安全,有良好的经济