
水滴形活塞环岸冒口的加工装置.pdf

Ch****49


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水滴形活塞环岸冒口的加工装置.pdf
本发明提供一种水滴形活塞环岸冒口的加工装置,包括用于放置活塞模具外型的底座,该底座顶面设有龙门型支撑架,该支撑架横梁上开设有用于通过连杆的通孔,该连杆的上端设置有手柄,连杆的下端连接有水滴形压块,所述底座侧边设置有定位块。通过采用本发明的加工装置进行活塞环岸冒口加工,可将原直条状冒口形状变成水滴形状冒口,活塞环岸部位的铸孔不良改善明显,不良率由1.2%下降到0.5%以下,极大地提高了生产需求和质量要求,保证了活塞的品质。

一种纤维高温冒口加工用打磨装置.pdf
本发明公开了一种纤维高温冒口加工用打磨装置,包括工作台,所述工作台顶部的左侧固定连接有支撑柱,所述支撑柱右侧的顶部固定连接有电机,所述电机的输出端固定连接有打磨轮,所述工作台顶部的右侧固定连接有滑板,所述滑板的顶部开设有第二滑槽。本发明通过设置滑板、第二滑槽、第二滑块、箱体、固定块、通槽、第一滑槽、第一滑块、活动块、螺纹槽、螺纹杆、活动底座、转盘、把手、伸缩杆、弹簧、移动块和保护垫相互配合,达到了方便使用的效果,使工人在对冒口进行打磨时,省时省力,方便了工人使用,提高了工人的工作效率,从而提高了纤维高温冒

活塞环桶形表面加工新方法.docx
活塞环桶形表面加工新方法活塞环是内燃机中的重要零件,其主要作用是密封气缸与曲轴箱之间的空间,防止气缸压缩气体和曲轴箱润滑油相互混合。活塞环的加工质量直接影响发动机的性能和寿命,因此,提高活塞环的加工质量和精度是非常重要的。传统的活塞环加工方法主要采用磨削加工和车削加工,但这些方式存在着一些问题。磨削加工需要使用磨石,容易产生较大的表面粗糙度和形状偏差,并且磨石的磨损也会对加工精度产生影响。而车削加工只能实现简单的圆筒形加工,无法满足复杂的活塞环形状加工需求。为了解决活塞环加工中存在的问题,需要引入新的加工
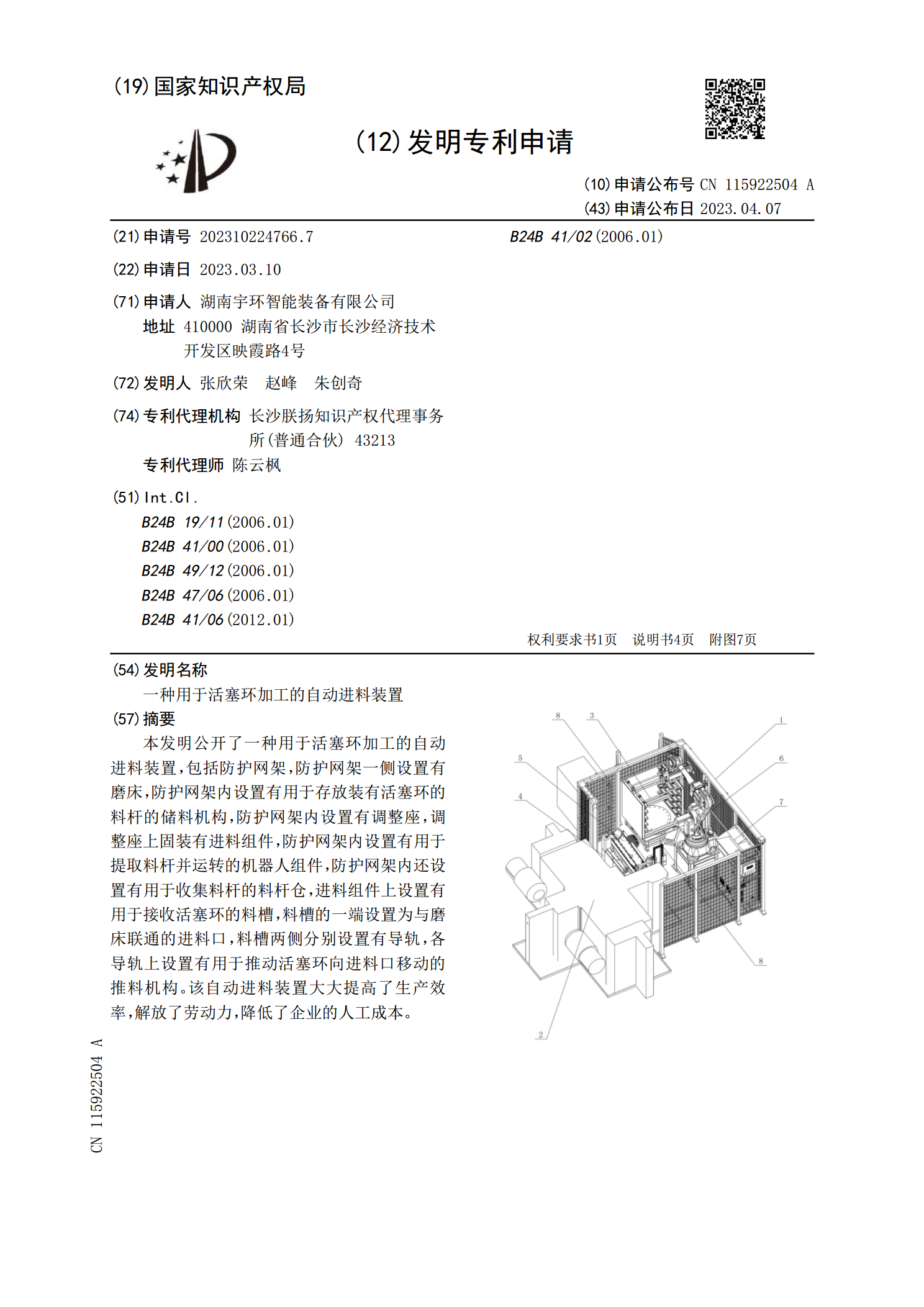
一种用于活塞环加工的自动进料装置.pdf
本发明公开了一种用于活塞环加工的自动进料装置,包括防护网架,防护网架一侧设置有磨床,防护网架内设置有用于存放装有活塞环的料杆的储料机构,防护网架内设置有调整座,调整座上固装有进料组件,防护网架内设置有用于提取料杆并运转的机器人组件,防护网架内还设置有用于收集料杆的料杆仓,进料组件上设置有用于接收活塞环的料槽,料槽的一端设置为与磨床联通的进料口,料槽两侧分别设置有导轨,各导轨上设置有用于推动活塞环向进料口移动的推料机构。该自动进料装置大大提高了生产效率,解放了劳动力,降低了企业的人工成本。

铸铁切削加工油膜附水滴冷却装置及切削加工方法.pdf
本申请涉及一种铸铁切削加工油膜附水滴冷却装置及切削加工方法,装置包括机床主体、油膜附水滴设备、机床控制器,油膜附水滴设备的喷嘴经冷却调节件安装在机床的刀轴上;冷却调节件、油膜附水滴设备均与机床控制器电性连接;冷却调节件包括第一调节套,所述第一调节套套装在机床主体的刀轴上并与之转动配合;第一调节套后端外周设置有第一外齿轮部,机床主体上安装有第一电机,第一电机的输出轴上安装有与第一外齿轮部啮合传动的第一齿轮;第一调节套前端外周安装至少一个冷却臂,各个冷却臂沿刀轴圆周间隔布置,喷嘴经方向调节组件安装在冷却臂前端