
一种蜂窝夹层板扩散连接/超塑拉伸的方法.pdf

音景****ka


1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝夹层板扩散连接/超塑拉伸的方法.pdf
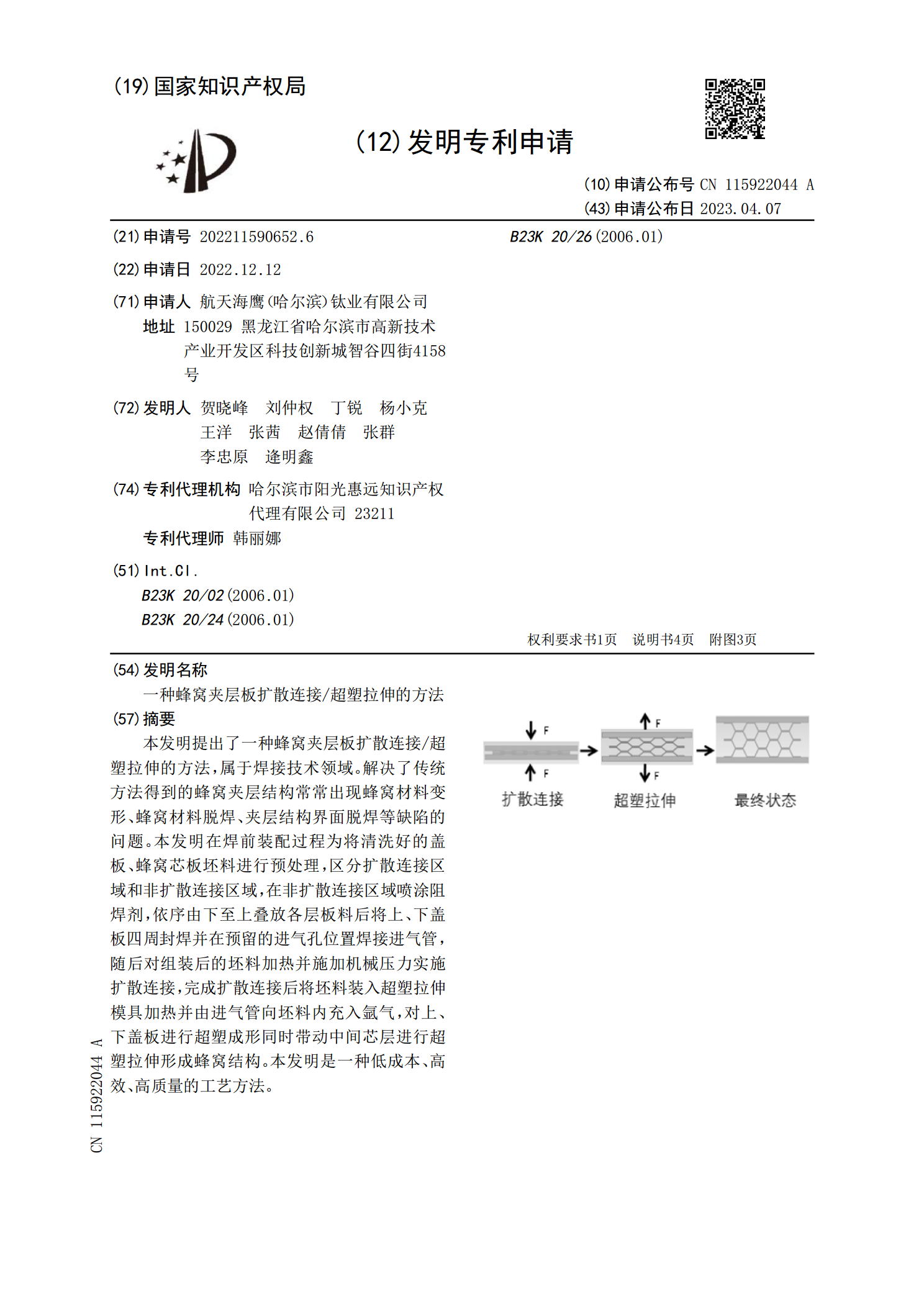
本发明提出了一种蜂窝夹层板扩散连接/超塑拉伸的方法,属于焊接技术领域。解决了传统方法得到的蜂窝夹层结构常常出现蜂窝材料变形、蜂窝材料脱焊、夹层结构界面脱焊等缺陷的问题。本发明在焊前装配过程为将清洗好的盖板、蜂窝芯板坯料进行预处理,区分扩散连接区域和非扩散连接区域,在非扩散连接区域喷涂阻焊剂,依序由下至上叠放各层板料后将上、下盖板四周封焊并在预留的进气孔位置焊接进气管,随后对组装后的坯料加热并施加机械压力实施扩散连接,完成扩散连接后将坯料装入超塑拉伸模具加热并由进气管向坯料内充入氩气,对上、下盖板进行超塑成
竖向蜂窝夹层板与制备方法及夹层板间的连接方法.pdf
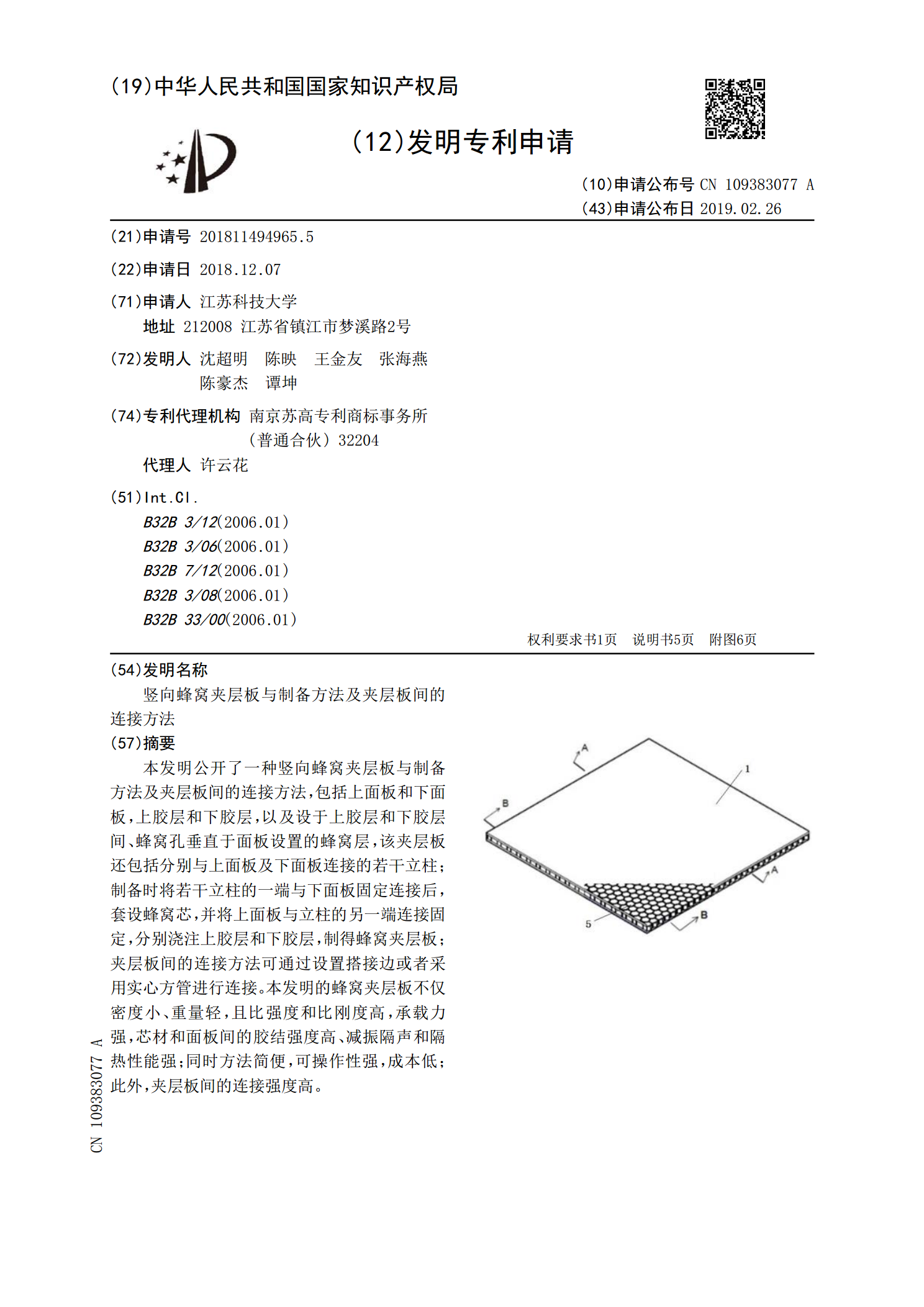
本发明公开了一种竖向蜂窝夹层板与制备方法及夹层板间的连接方法,包括上面板和下面板,上胶层和下胶层,以及设于上胶层和下胶层间、蜂窝孔垂直于面板设置的蜂窝层,该夹层板还包括分别与上面板及下面板连接的若干立柱;制备时将若干立柱的一端与下面板固定连接后,套设蜂窝芯,并将上面板与立柱的另一端连接固定,分别浇注上胶层和下胶层,制得蜂窝夹层板;夹层板间的连接方法可通过设置搭接边或者采用实心方管进行连接。本发明的蜂窝夹层板不仅密度小、重量轻,且比强度和比刚度高,承载力强,芯材和面板间的胶结强度高、减振隔声和隔热性能强;同

基于激光预焊芯板夹层的超塑成形扩散连接先进工艺.docx
基于激光预焊芯板夹层的超塑成形扩散连接先进工艺一、前言超塑成形扩散连接是一种新型的连接工艺,在航空航天领域有着非常广泛的应用。它通过高温下的变形和扩散作用,将金属板材连接起来,从而实现材料的高强度、高热性能、高刚性等特点。本文将以基于激光预焊芯板夹层的超塑成形扩散连接先进工艺为题目,对其研究进展进行综述和分析。二、激光预焊芯板夹层的特点基于激光预焊芯板夹层的超塑成形扩散连接工艺有着独特的特点。首先,它采用了激光作为加热源,使加热均匀、控制精度高,从而达到了高质量、高效率的加热效果。其次,预焊芯板的使用也是
一种针对卫星蜂窝夹层板连接埋件快速设计方法.pdf
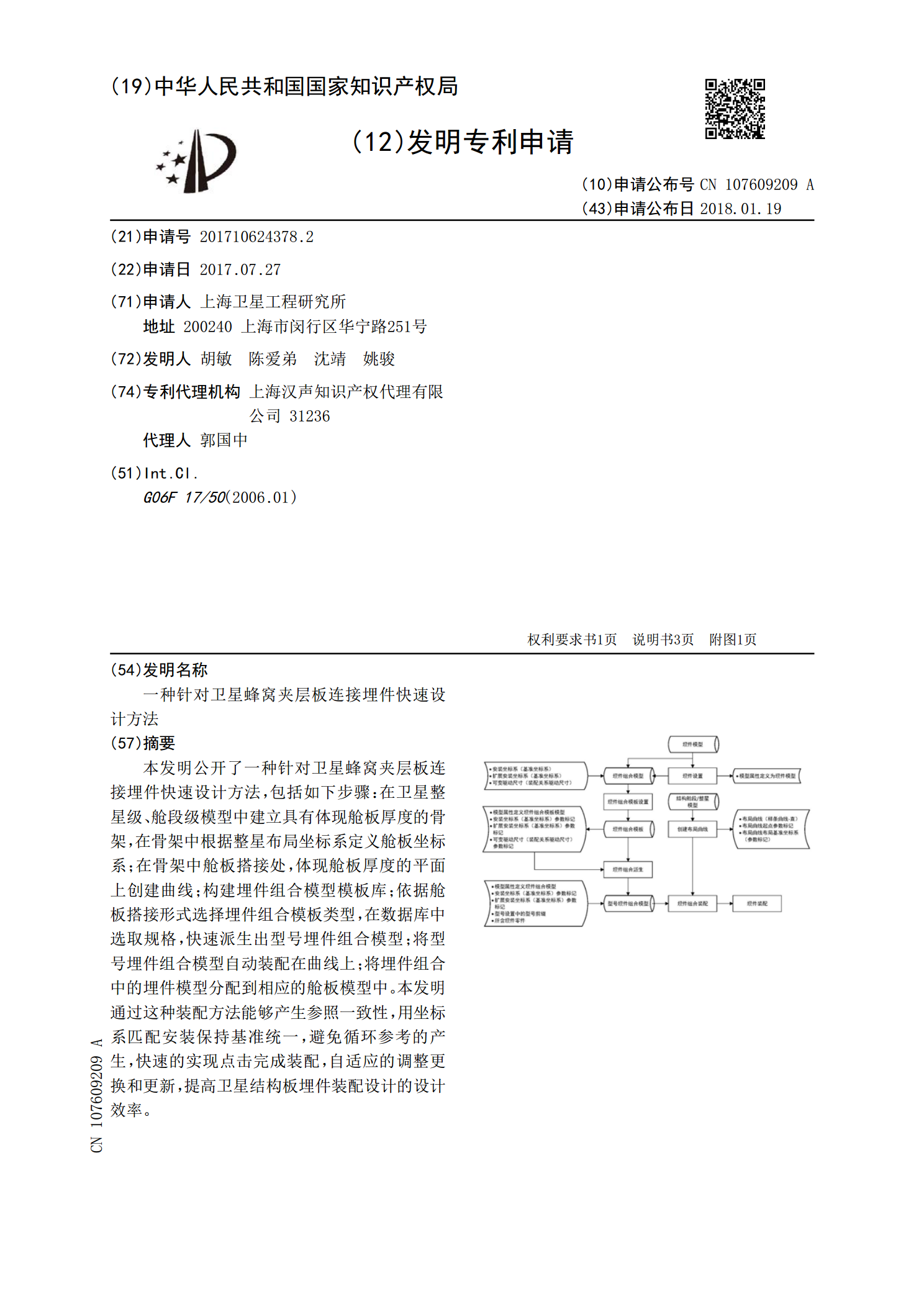
本发明公开了一种针对卫星蜂窝夹层板连接埋件快速设计方法,包括如下步骤:在卫星整星级、舱段级模型中建立具有体现舱板厚度的骨架,在骨架中根据整星布局坐标系定义舱板坐标系;在骨架中舱板搭接处,体现舱板厚度的平面上创建曲线;构建埋件组合模型模板库;依据舱板搭接形式选择埋件组合模板类型,在数据库中选取规格,快速派生出型号埋件组合模型;将型号埋件组合模型自动装配在曲线上;将埋件组合中的埋件模型分配到相应的舱板模型中。本发明通过这种装配方法能够产生参照一致性,用坐标系匹配安装保持基准统一,避免循环参考的产生,快速的实现

一种蜂窝结构扩散钎焊连接方法.pdf
本发明涉及一种蜂窝结构扩散钎焊连接方法,属于焊接技术领域;步骤一、在蜂窝芯的水平周向侧壁处设置骨架;步骤二、在下蒙皮的上表面预置一层中间层后,将下蒙皮贴附在蜂窝芯的底部;在上蒙皮的下表面预置一层中间层后,将上蒙皮贴附在蜂窝芯的顶部;放置在下石墨模具上,并在顶部放置上石墨模具;步骤三、在上石墨模具的顶部预置压块;形成工件;步骤四、将n个石墨夹块均匀设置在工件的侧壁处;实现对工件周向边缘的夹紧;步骤五、对夹持工装进行加热冷却处理,获得扩散钎焊后的蜂窝结构;本发明焊接质量更高,尤其适用于带复杂型面和对力学性能、