
炉辊结瘤分析-.doc

永梅****33


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

炉辊结瘤分析-.doc
炉辊结瘤与热喷涂——带钢连续热镀锌及连续退火生产线常见问题分析唐卫军〔唐山钢铁公司冷轧薄板厂,河北唐山063000〕摘要:从机理上分析炉辊结瘤的成因,结合实际状况,介绍了几种防止结瘤的方法,特别是近几年发展起来的热喷涂技术的应用。关键词:炉辊;结瘤;热喷涂1前言连续退火炉是带钢连续热镀锌及连续退火生产线的关键设备,其功能主要是消除原料在冷轧后产生的加工硬化,使带钢在炉内完成再结晶退火的过程。炉型分立式﹑卧式﹑立卧混合式,带钢依靠炉辊的传动在炉内运行,立式炉在上下辊室布置大直径转向辊,卧式炉一般采纳小直径炉
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。
辊底式热处理炉无结瘤炉辊.pdf
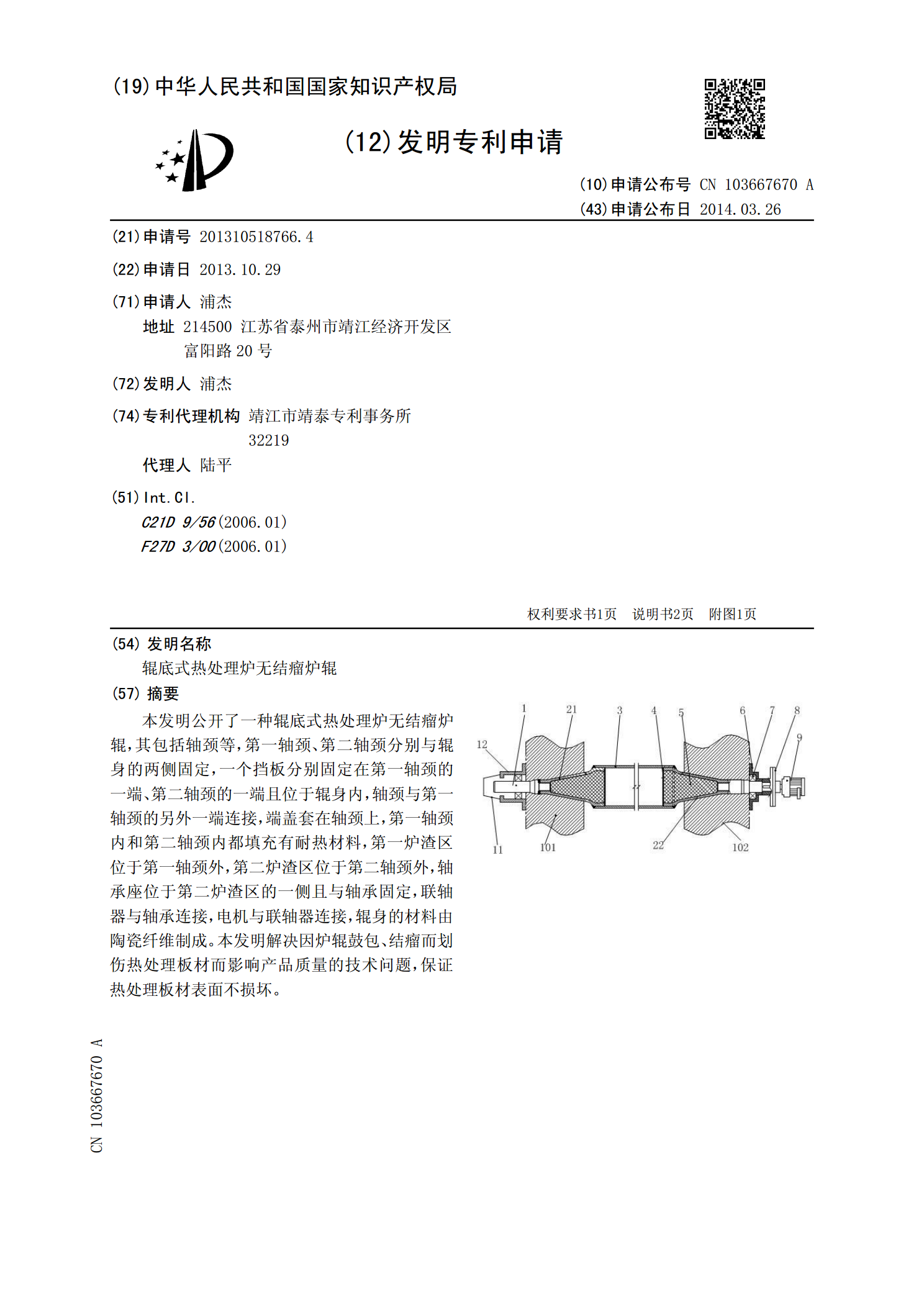
本发明公开了一种辊底式热处理炉无结瘤炉辊,其包括轴颈等,第一轴颈、第二轴颈分别与辊身的两侧固定,一个挡板分别固定在第一轴颈的一端、第二轴颈的一端且位于辊身内,轴颈与第一轴颈的另外一端连接,端盖套在轴颈上,第一轴颈内和第二轴颈内都填充有耐热材料,第一炉渣区位于第一轴颈外,第二炉渣区位于第二轴颈外,轴承座位于第二炉渣区的一侧且与轴承固定,联轴器与轴承连接,电机与联轴器连接,辊身的材料由陶瓷纤维制成。本发明解决因炉辊鼓包、结瘤而划伤热处理板材而影响产品质量的技术问题,保证热处理板材表面不损坏。

一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。
一种去除辊底式无氧化炉炉底辊结瘤的方法.pdf
本发明公开了一种去除辊底式无氧化炉炉底辊结瘤的方法,该方法在非停炉状态下,降低辊底炉炉温到500℃,通过拖炉板下表与炉底辊的相互摩擦,去除炉底辊上的结瘤,具体步骤为:将拖板底部槽和棱制作成“人”字型结构;制作两块钢板,用于拖板与链条连接,保证链条处于拖板中心线上;将拖板放在对中平台上进行对中,并将链条与拖板相连后放入炉内,将卷扬机通过钢丝绳与链条连接,进行拖炉工作;每拖过一段距离后改变钢丝绳与链条的连接位置,进行下一段拖炉过程,直到全部去除辊底式无氧化炉炉底辊结瘤。本发明高效、便捷,在不停炉的情况下去除炉