
大型船用三辊卷板机.pdf

是你****晨呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型船用三辊卷板机.pdf
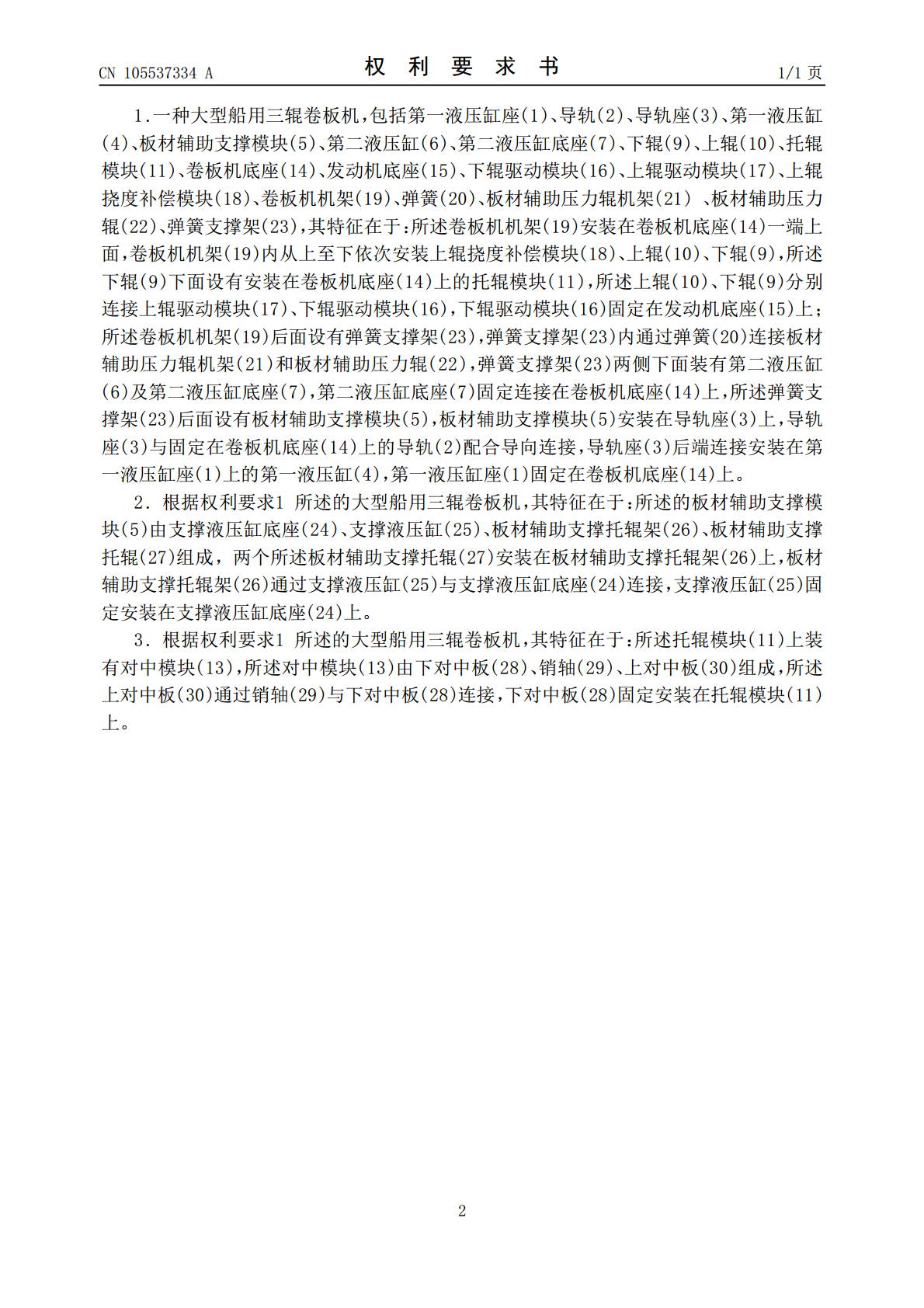
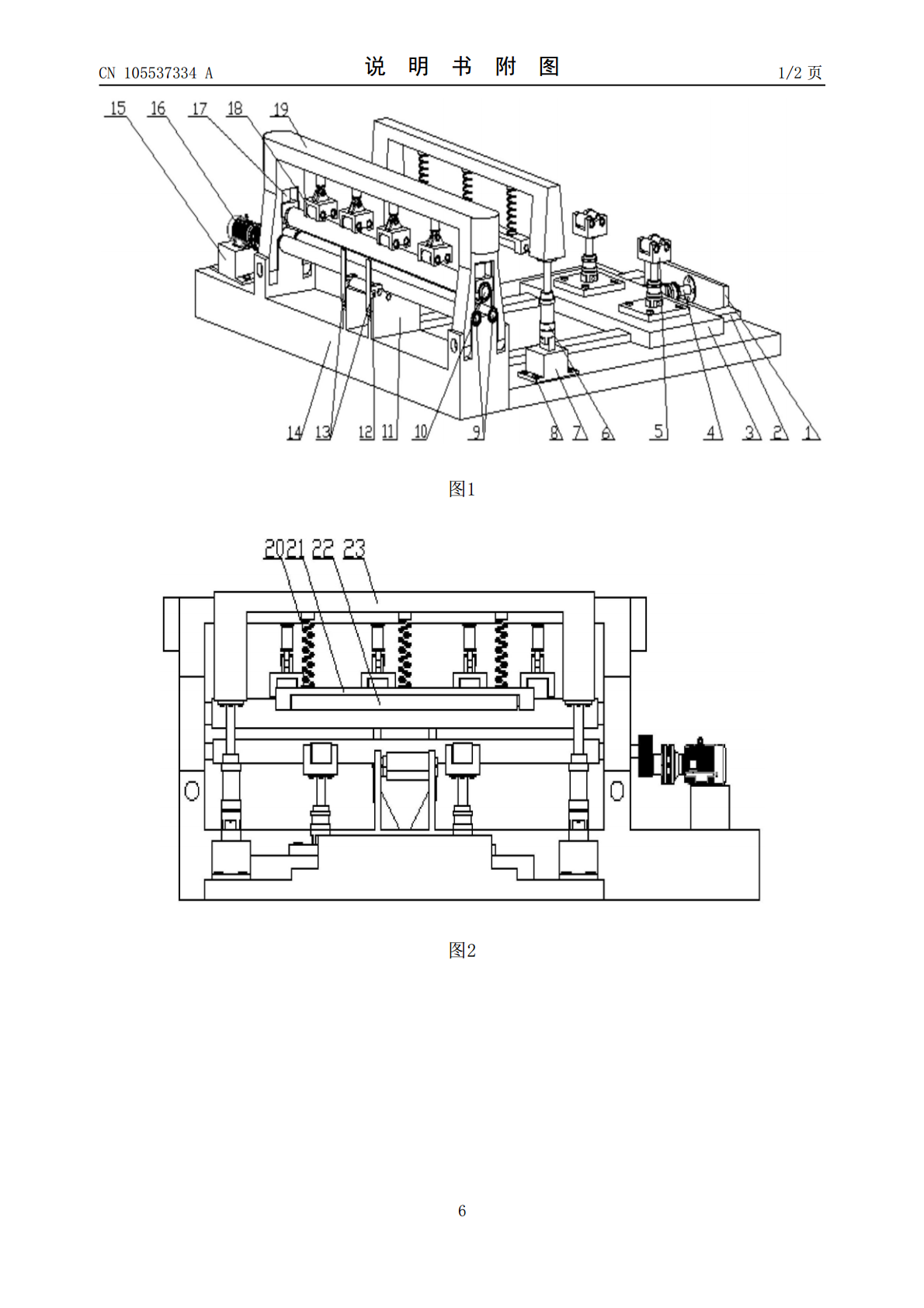
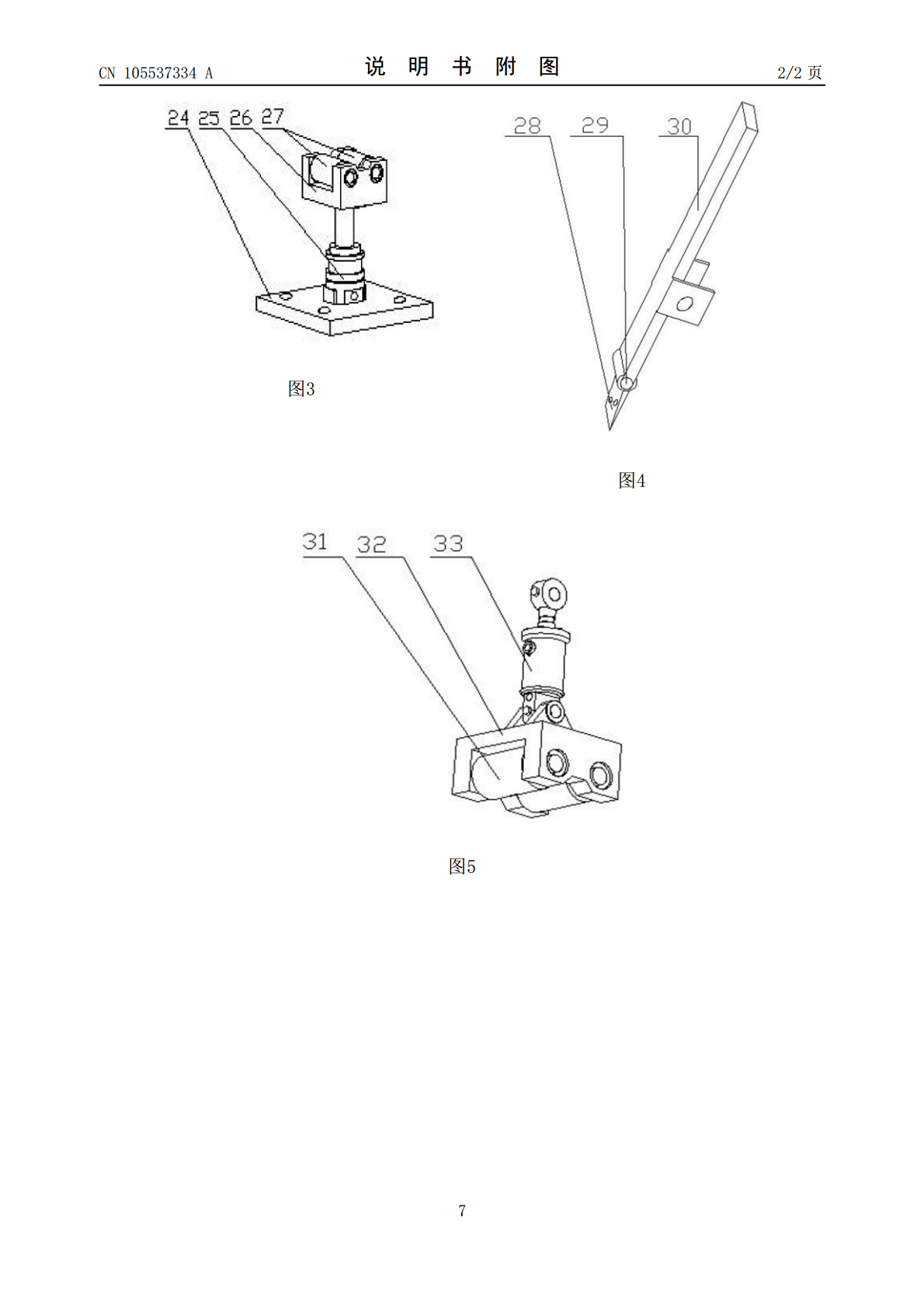
本发明涉及一种大型船用三辊卷板机,卷板机机架安装在卷板机底座上面,卷板机机架内从上至下依次安装上辊挠度补偿模块、上辊、下辊,托辊模块安装在卷板机底座上,上辊、下辊分别连接上辊驱动模块、下辊驱动模块,卷板机机架后面设有弹簧支撑架,弹簧支撑架内通过弹簧连接板材辅助压力辊机架和板材辅助压力辊,弹簧支撑架两侧下面装有第二液压缸及第二液压缸底座,第二液压缸底座固定连接在卷板机底座上,弹簧支撑架后面设有板材辅助支撑模块,板材辅助支撑模块安装在导轨座上,导轨座与固定在卷板机底座上的导轨配合导向连接,导轨座后端连接安装在
大型三辊卷板机.pdf
本发明提供了一种大型三辊卷板机,包括机架、连在机架上的上辊及其传动机构、下辊及其传动机构、侧辊及其传动机构、与下辊相连的万向连轴节、与万向连轴节相连的连结板、与连结板相连的减速器、与上辊相连的连接轴、与连接轴相连的仪表箱,所述的侧辊的传动机构包括行星减速器和斜轴式液压马达;所述的上辊传动机构包括上辊压斜油缸;所述的下辊传动机构包括大齿轮和小齿轮。本发明的大型三辊卷板机,具有如下技术效果,可用于制造大型船体。

大型三辊卷板机操作规程.doc
大型三辊卷板机操作规程大型三辊卷板机操作规程之相关制度和职责,一、认真执行《锻压设备通用操作规程》有关规定。二、认真执行下述有关补充规定:(一)工作前检查液压站储油箱油量应充足。启动液压站检查油泵工作是否正常,阀门、管路是否有泄漏现象,压力应符合...一、认真执行《锻压设备通用操作规程》有关规定。二、认真执行下述有关补充规定:(一)工作前检查液压站储油箱油量应充足。启动液压站检查油泵工作是否正常,阀门、管路是否有泄漏现象,压力应符合要求,打开放气阀将系统中的空气放掉。(二)工作中认真作到。1、不准卷制或校

大型三辊卷板机操作规程.doc
大型三辊卷板机操作规程大型三辊卷板机操作规程之相关制度和职责,一、认真执行《锻压设备通用操作规程》有关规定。二、认真执行下述有关补充规定:(一)工作前检查液压站储油箱油量应充足。启动液压站检查油泵工作是否正常,阀门、管路是否有泄漏现象,压力应符合...一、认真执行《锻压设备通用操作规程》有关规定。二、认真执行下述有关补充规定:(一)工作前检查液压站储油箱油量应充足。启动液压站检查油泵工作是否正常,阀门、管路是否有泄漏现象,压力应符合要求,打开放气阀将系统中的空气放掉。(二)工

大型三辊卷板机操作规程.docx
大型三辊卷板机操作规程-1--2-大型三辊卷板机操作章程适用机型:W11-40×4000W11-70×4000。一、认真严格执行《锻压设备通用操作章程》有关规定。二、认真严格执行下述有关补充规定:(一)工作之前检查液压站储油箱油量应充足。启动液压站检查油泵工作是否正常阀门、管路是否有泄漏现象压力应当符合要求打开放气阀将系统中的空气放掉。(二)工作中认真作到:1、不准卷制或校平有突起焊缝或有切割毛边的钢板。2、在卷制或校平时不允许钢板与工作辊有打滑现象。3、在卷制圆锥形工件时应使工件小圆一端压