
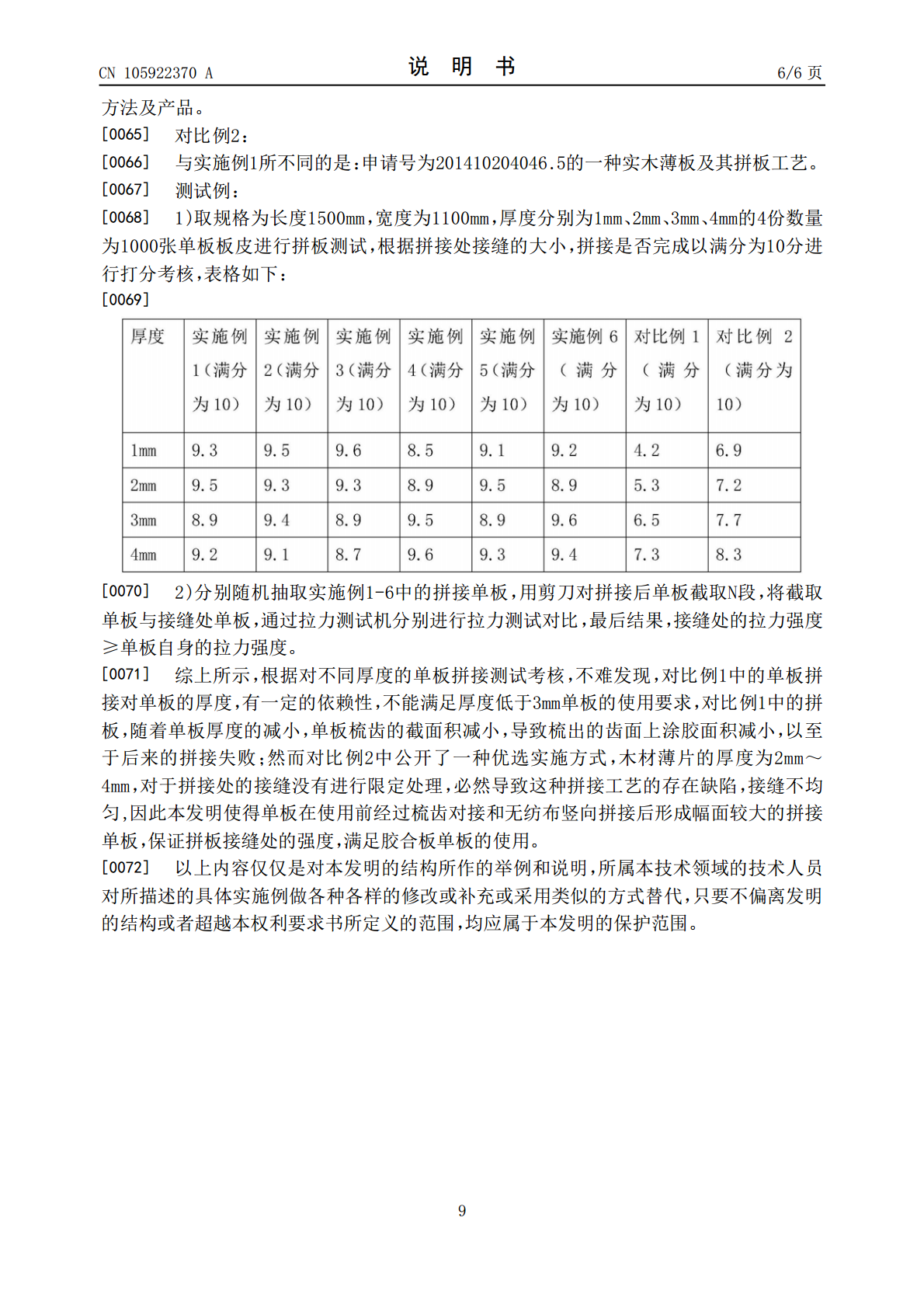
一种快速齿接竖向单板连续拼接机及其拼接工艺.pdf

书生****ma


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种快速齿接竖向单板连续拼接机及其拼接工艺.pdf
本发明公开了一种快速齿接竖向单板连续拼接机及其拼接工艺,包括机架、梳齿机构、对接机构、热压成型机构;所述梳齿机构包括支撑架、梳齿、砧板座、连杆、偏心轮、电机、同步带轮、同步带、光电开关、托辊、托送带、传动辊、传动带、传动轴,所述梳齿机构一侧设有对接机构,所述对接机构包括支架、胶池、无纺布、涂胶辊、传送滚刷、横梁、压辊、压辊支撑座、夹具、支撑臂、牵引座、调整间隙块、电机,所述对接机构一侧设有热压成型机构,所述热压成型机构包括热压块、夹持带、热压滚筒。本发明使得单板在使用前经过梳齿对接和无纺布竖向拼接后形成幅
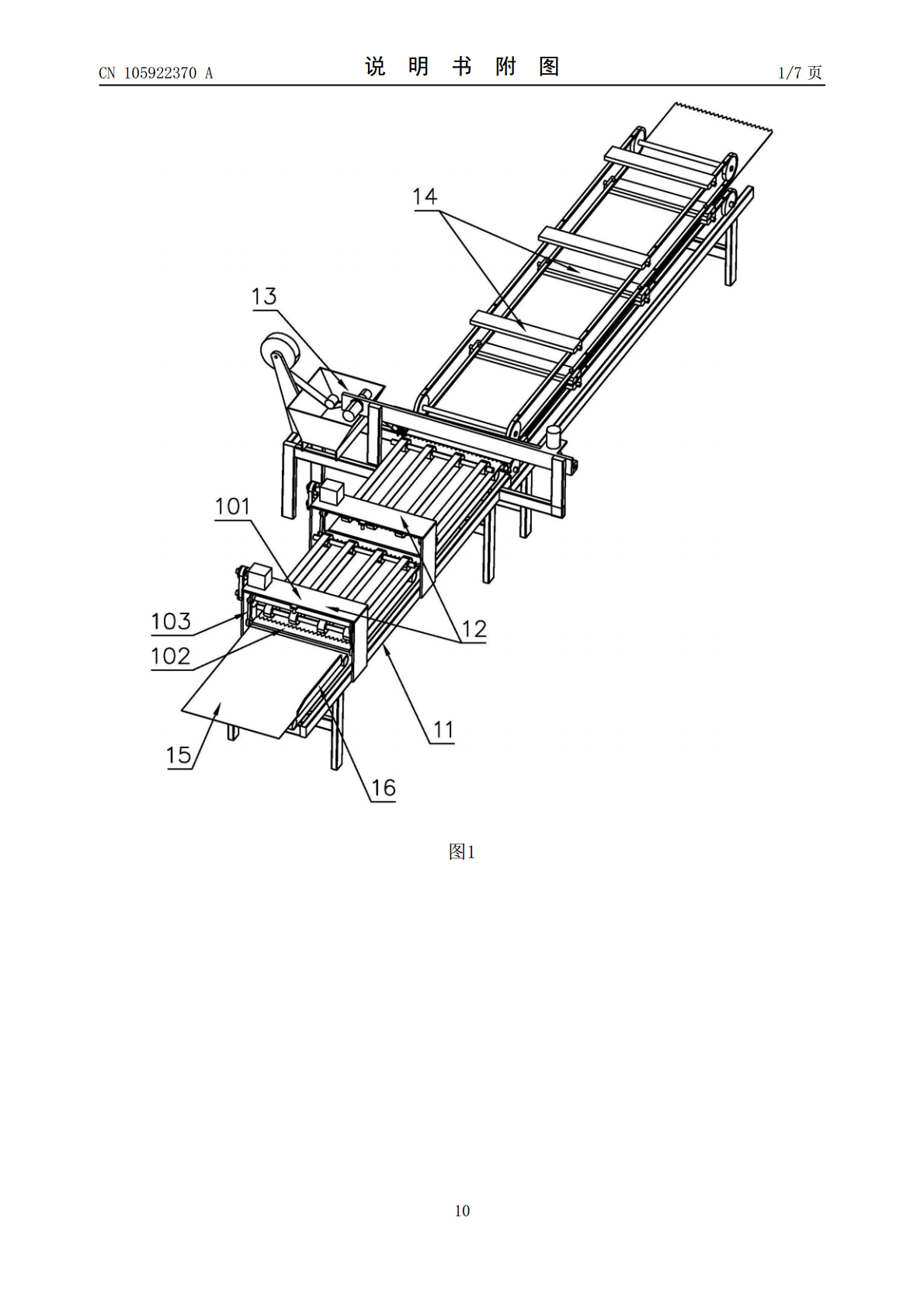
一种单板齿接机.pdf
本发明公开了一种单板齿接机,其中,包括机架、在机架上设有的辊轮输送带、在辊轮输送带一端设有的送料台,及在辊轮输送带上方依次设有配合辊轮输送带输送板材的进料滚压输送装置、板材切齿装置、缓存滚压输送装置和拼板装置。本发明具有节省人工成本和持续自动化生产的效果。
单板、单板串组拼接机构以及板坯、胶合板连续化生产线.pdf
本发明提供一种单板、单板串组拼接机构以及板坯、胶合板连续化生产线,涉及胶合板拼接技术领域,单板包括拼接机构第一顺齐挡板、第一前段输送辊道、第一后段输送辊道和第一粘结装置,通过第一顺齐挡板和第一前段输送辊道对单板进行顺齐,采用第一粘结装置对顺齐对接好的单板进行粘结固定;单板串组拼接机构用于对单板串组进行拼接固定;板坯生产线用于利用单板来拼接板坯,胶合板连续化生产线用于利用板坯以及涂胶装置、预压机和热压机来连续生产胶合板,本发明提供的方案使胶合板连续化生产成为可能,可提高了胶合板的生产质量以及生产效率。
连续式高频线条拼接机.pdf
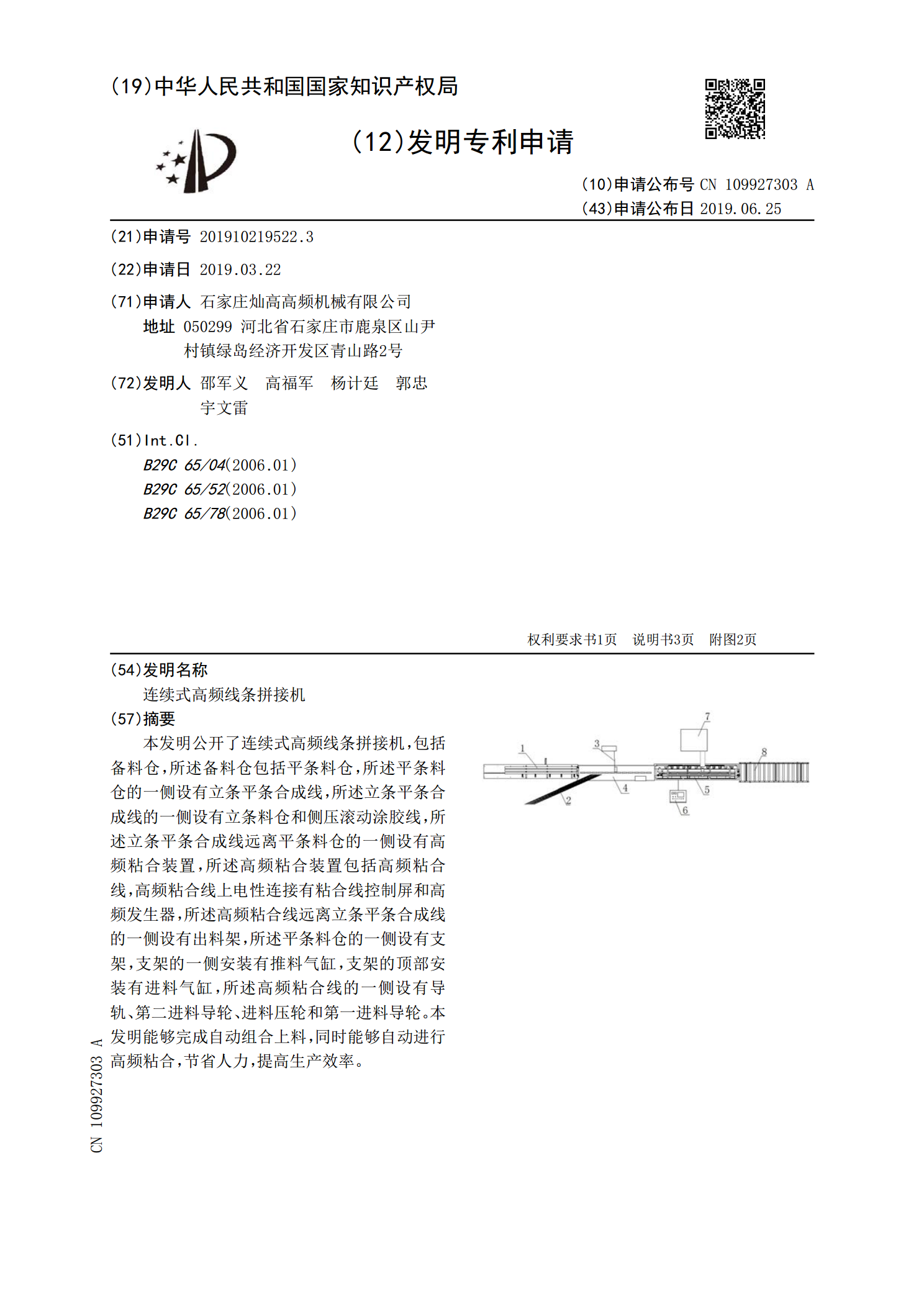
本发明公开了连续式高频线条拼接机,包括备料仓,所述备料仓包括平条料仓,所述平条料仓的一侧设有立条平条合成线,所述立条平条合成线的一侧设有立条料仓和侧压滚动涂胶线,所述立条平条合成线远离平条料仓的一侧设有高频粘合装置,所述高频粘合装置包括高频粘合线,高频粘合线上电性连接有粘合线控制屏和高频发生器,所述高频粘合线远离立条平条合成线的一侧设有出料架,所述平条料仓的一侧设有支架,支架的一侧安装有推料气缸,支架的顶部安装有进料气缸,所述高频粘合线的一侧设有导轨、第二进料导轮、进料压轮和第一进料导轮。本发明能够完成自

实木拼接地板基材侧拼条胶接工艺研究.docx
实木拼接地板基材侧拼条胶接工艺研究标题:实木拼接地板基材侧拼条胶接工艺研究摘要:实木拼接地板作为具有环保、美观、舒适等优点的地板材料,受到了广泛的关注和应用。基材侧拼条作为实木拼接地板的关键组成部分,对地板的质量和使用寿命起着重要作用。本文以实木拼接地板基材侧拼条胶接工艺为研究对象,探讨了胶接工艺对侧拼条连接强度、耐水性和耐磨性等性能的影响,并提出了优化措施,旨在提高地板的质量和稳定性。一、引言实木拼接地板作为一种使用寿命较长、个性化程度较高的地板材料,已逐渐取代传统的实木地板和复合地板。基材侧拼条作为实