
多件装夹可转位自适应数控夹具装置.pdf

元容****少女


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多件装夹可转位自适应数控夹具装置.pdf
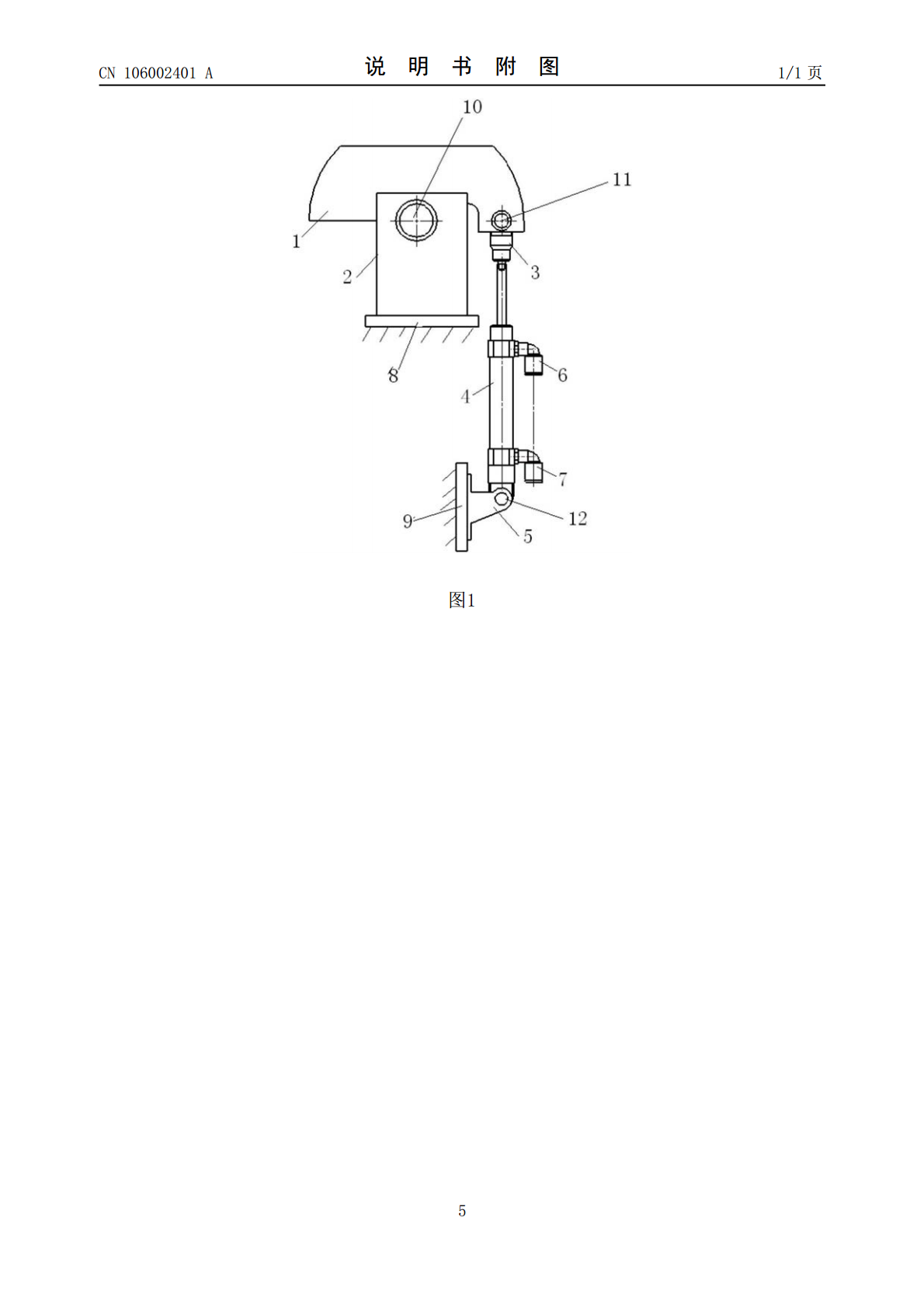
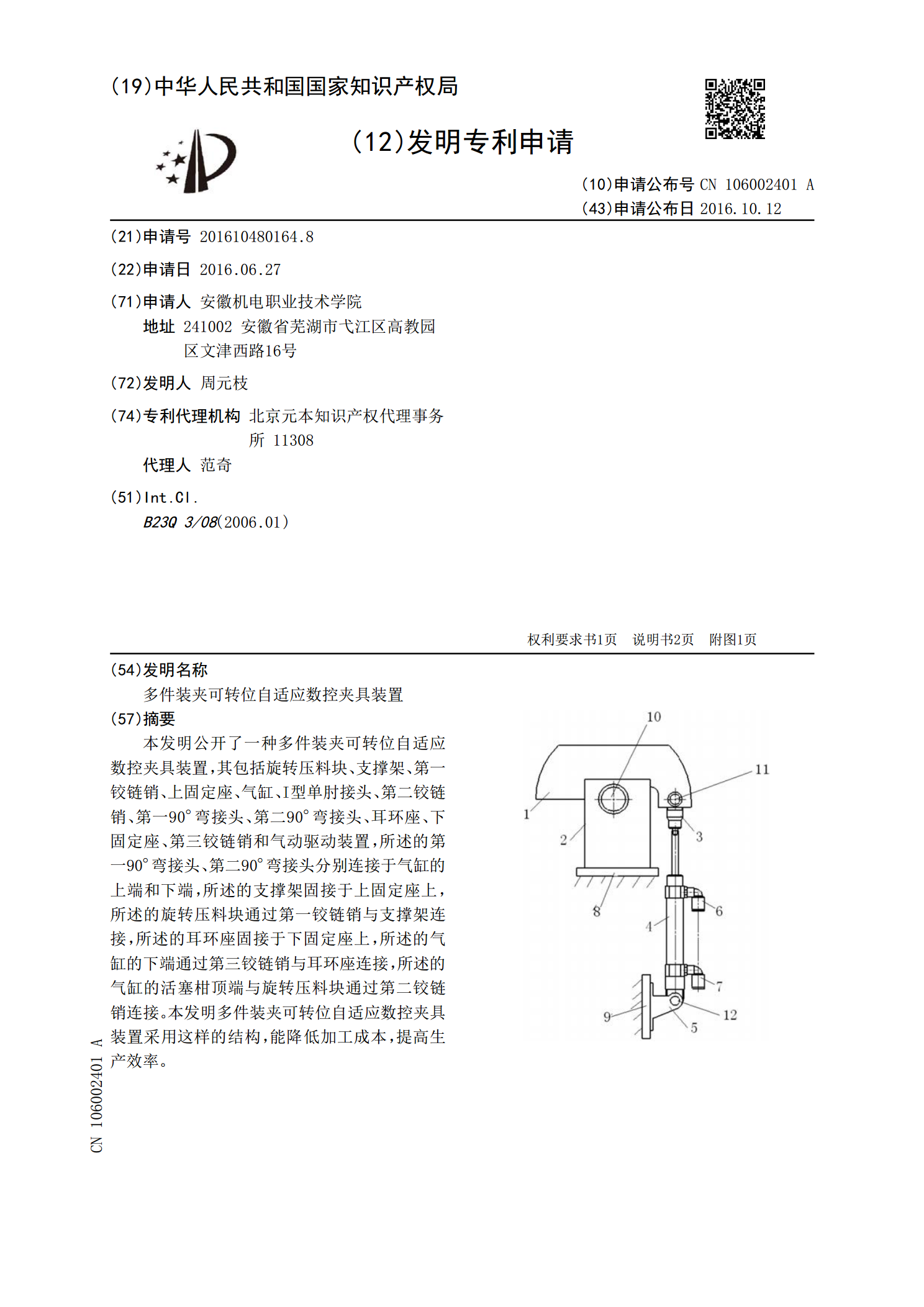
本发明公开了一种多件装夹可转位自适应数控夹具装置,其包括旋转压料块、支撑架、第一铰链销、上固定座、气缸、I型单肘接头、第二铰链销、第一90°弯接头、第二90°弯接头、耳环座、下固定座、第三铰链销和气动驱动装置,所述的第一90°弯接头、第二90°弯接头分别连接于气缸的上端和下端,所述的支撑架固接于上固定座上,所述的旋转压料块通过第一铰链销与支撑架连接,所述的耳环座固接于下固定座上,所述的气缸的下端通过第三铰链销与耳环座连接,所述的气缸的活塞柑顶端与旋转压料块通过第二铰链销连接。本发明多件装夹可转位自适应数控

基于多件装夹方法的数控夹具设计研究.docx
基于多件装夹方法的数控夹具设计研究摘要:随着现代制造技术的发展,数控加工技术作为一项高效、精密的加工技术,得到了越来越广泛的应用,而数控夹具作为数控加工中一种不可或缺的工具,其设计和开发显得十分重要。本文以多件装夹方法为基础,对数控夹具设计进行了研究,分析了多种夹具设计方法的优劣,并给出了相应的设计方案。同时,本文还对数控夹具的未来发展和应用进行展望,希望为相关领域的研究提供一定的参考。关键词:数控夹具;多件装夹;设计;优化;未来发展。一、介绍在现代制造业中,数控加工技术越来越成为了主流的加工方式,不仅提

基于多件装夹方法的数控夹具设计研究.pptx
,CONTENTS01.02.装夹方法的定义和作用多件装夹方法的优势和适用范围多件装夹方法的应用场景和限制03.数控夹具的定义和分类数控夹具的设计原则和流程数控夹具的设计标准和规范04.定位元件的设计和选择夹紧元件的设计和选择辅助元件的设计和选择数控夹具的调整和优化05.实例一:多件装夹方法在车削加工中的应用实例二:多件装夹方法在铣削加工中的应用实例三:多件装夹方法在磨削加工中的应用实例四:多件装夹方法在钻孔加工中的应用06.多件装夹方法的优点分析多件装夹方法的缺点分析多件装夹方法的改进方向和未来发展07

工件的装夹与数控机床夹具.pptx
第二章工件旳装夹与数控机床夹具§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.1工件旳装夹措施与定位原理§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.2常用定位方式和定位元件§2.3定位误

阀体件加工工艺分析与一体多件装夹夹具设计.docx
阀体件加工工艺分析与一体多件装夹夹具设计随着机械制造技术和工艺的不断发展,加工工艺和装夹夹具设计的重要性日益突出。本文将深入探讨阀体件加工工艺分析与一体多件装夹夹具设计的相关问题。一、阀体件加工工艺分析阀体件是指具有阀门控制能力的构件,广泛应用于化工、冶金、石油、天然气和医药等领域。阀体件加工过程中,需要完成如下工序:锻造、粗加工、退火、精加工等。下面分别对这些工序进行分析。1.锻造锻造是指利用冲击力将金属材料固变形的一种成形工艺。在阀体件生产中,采用的锻造方式有自由锻造和模锻造两种。自由锻造是指将金属坯