
挤出进给机构及挤出注塑机.pdf

是你****噩呀

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

挤出进给机构及挤出注塑机.pdf
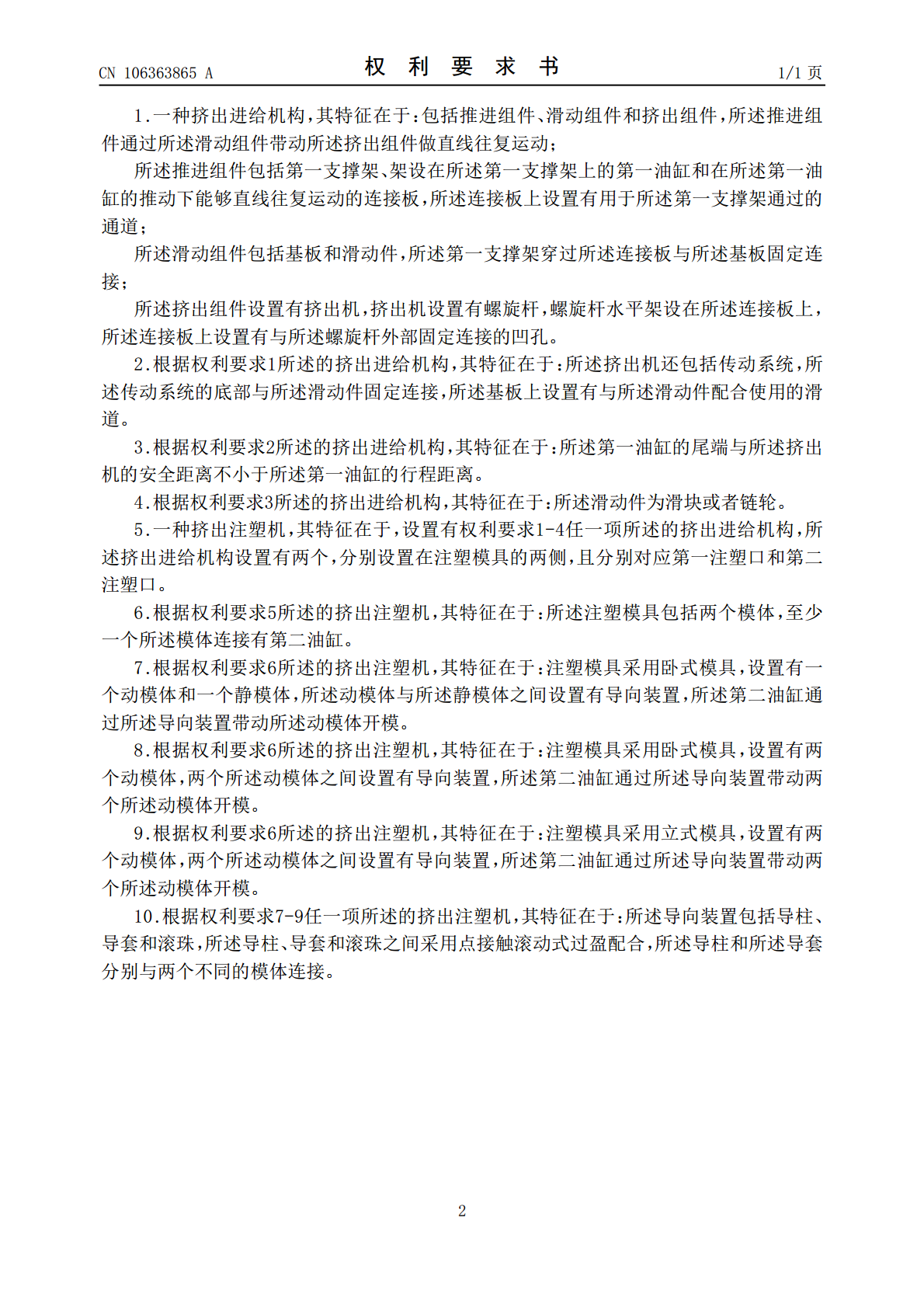
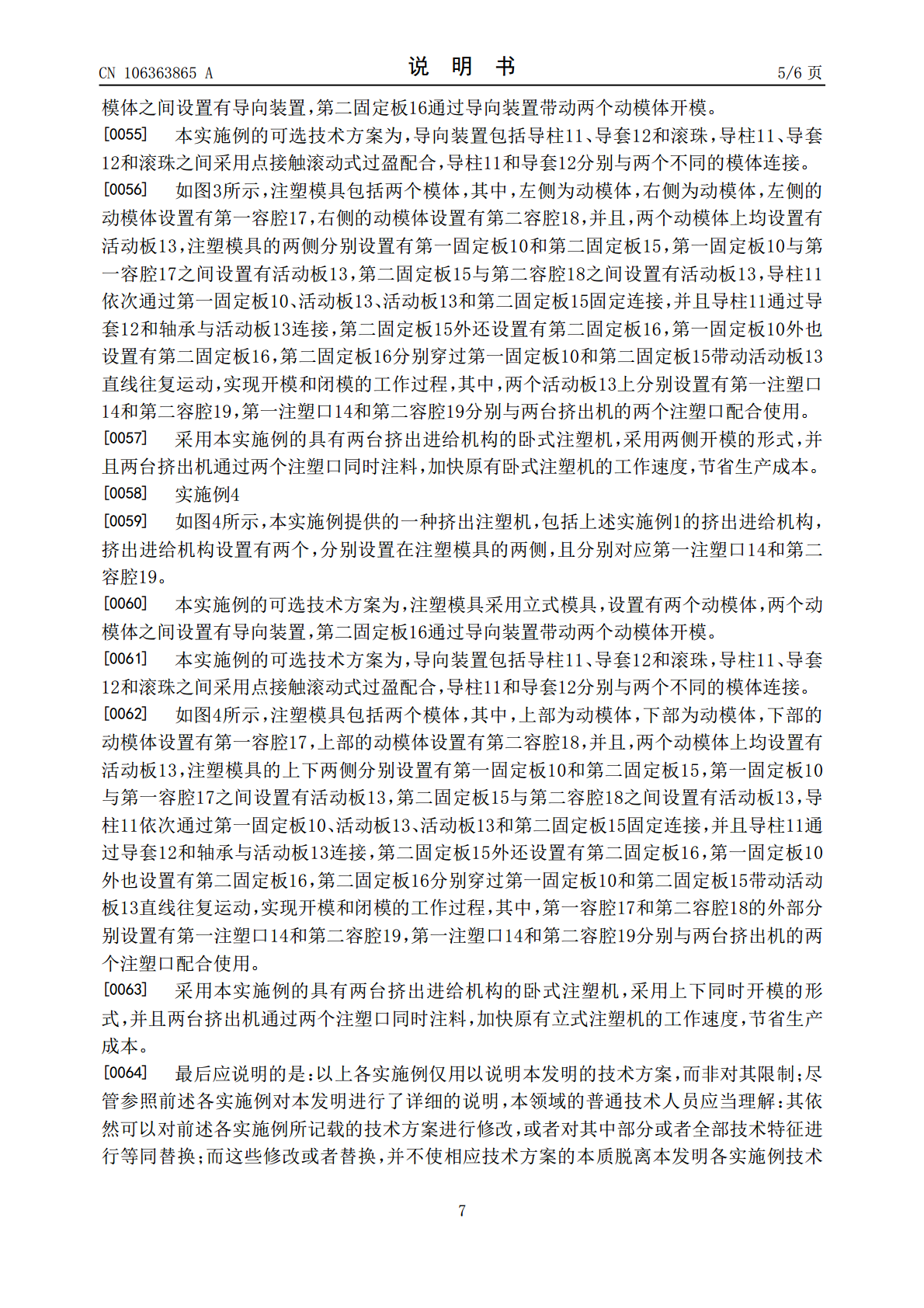
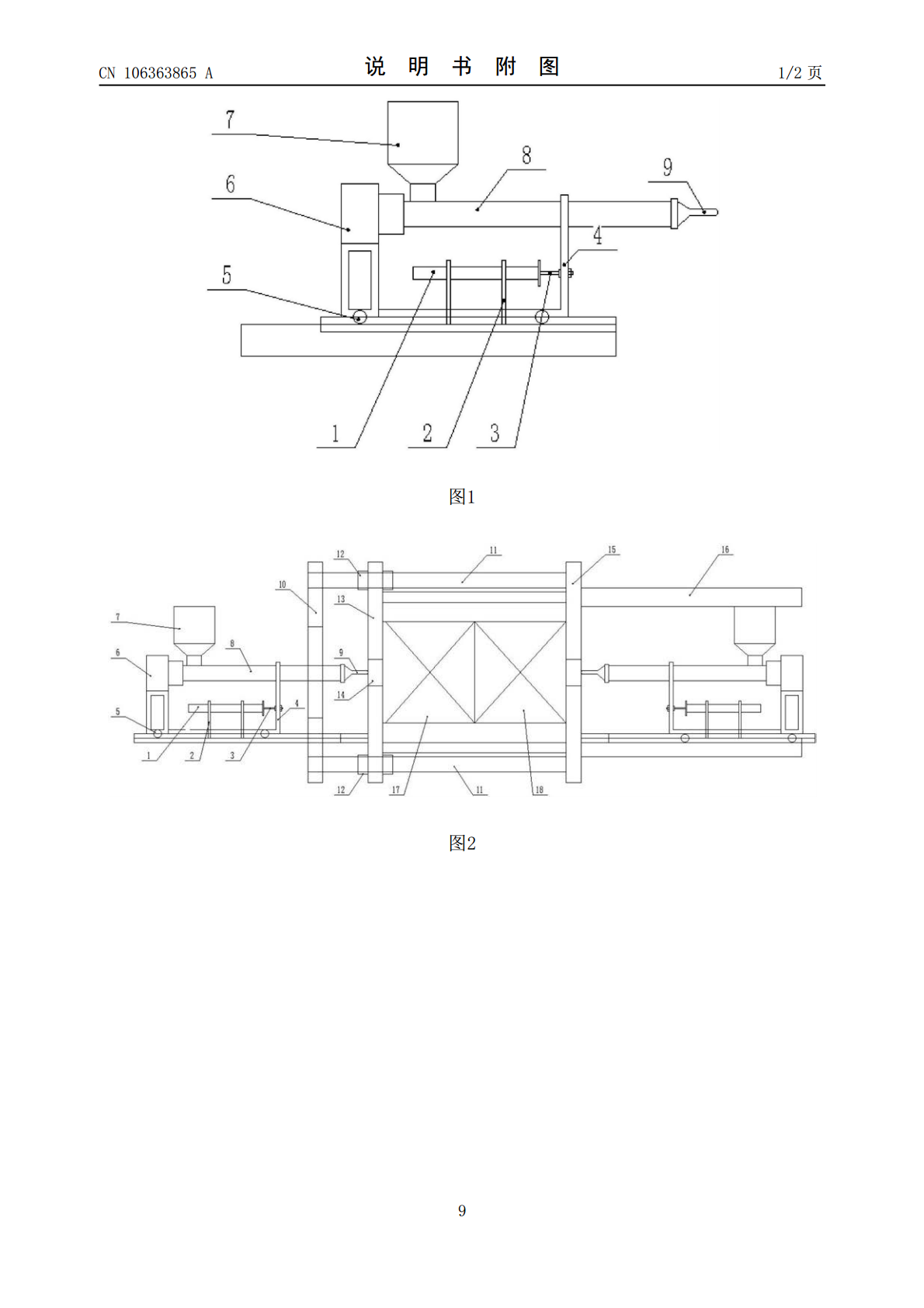
本发明提供涉及挤出注塑机的技术领域,以解决现有技术中注塑机生产效率低的问题。具体涉及挤出进给机构,包括推进组件、滑动组件和挤出组件,推进组件通过滑动组件带动挤出组件做直线往复运动;推进组件包括第一支撑架、架设在第一支撑架上的第一油缸和在第一油缸的推动下能够直线往复运动的连接板,连接板上设置有用于第一支撑架通过的通道;滑动组件包括基板和滑动件,第一支撑架穿过连接板与基板固定连接。具体还涉及挤出注塑机,包括上述的挤出进给机构,挤出进给机构设置有两个,分别设置在注塑模具的两侧,且分别对应第一注塑口和第二注塑口。
一种用于注塑机的挤出组件.pdf
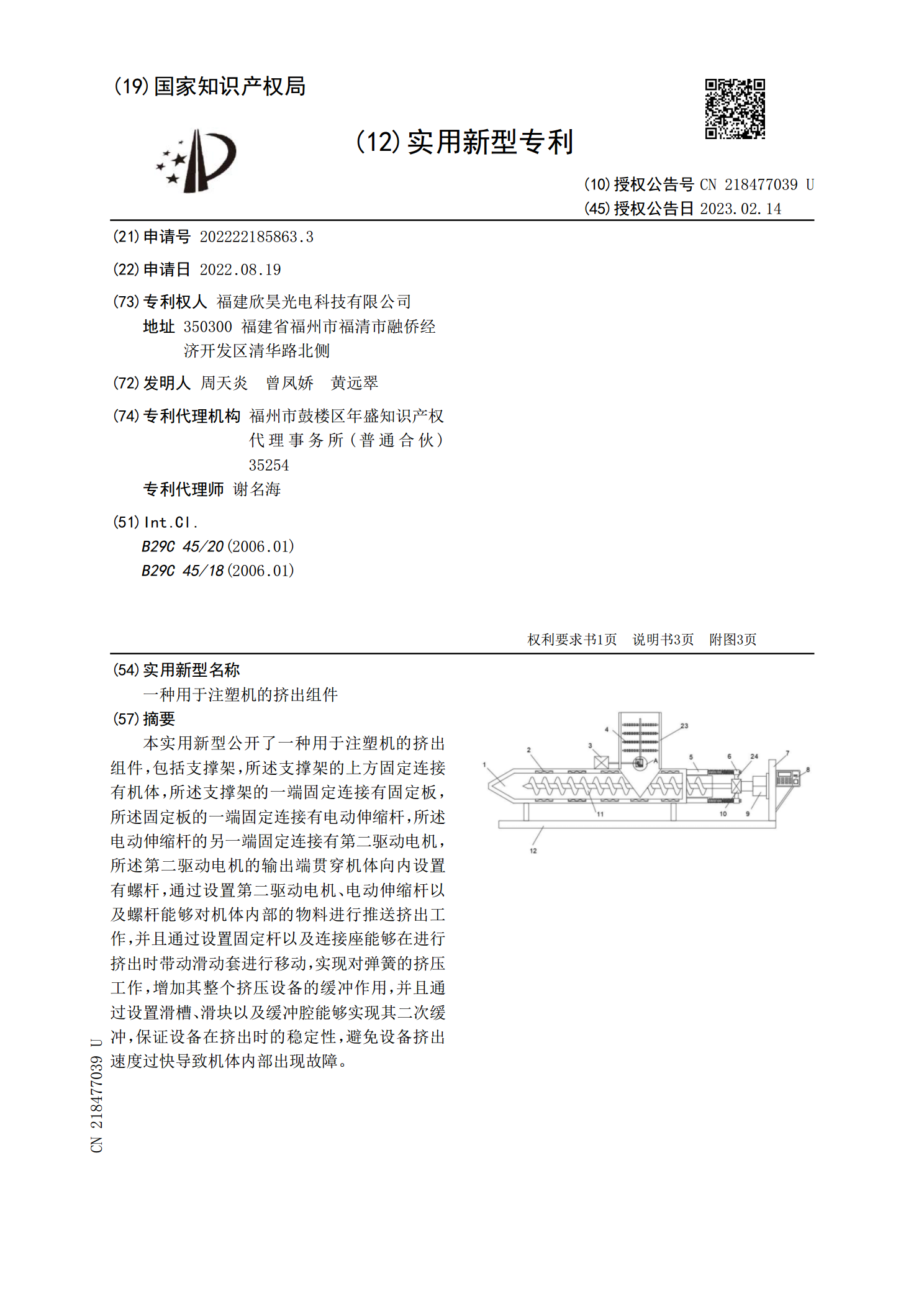
本实用新型公开了一种用于注塑机的挤出组件,包括支撑架,所述支撑架的上方固定连接有机体,所述支撑架的一端固定连接有固定板,所述固定板的一端固定连接有电动伸缩杆,所述电动伸缩杆的另一端固定连接有第二驱动电机,所述第二驱动电机的输出端贯穿机体向内设置有螺杆,通过设置第二驱动电机、电动伸缩杆以及螺杆能够对机体内部的物料进行推送挤出工作,并且通过设置固定杆以及连接座能够在进行挤出时带动滑动套进行移动,实现对弹簧的挤压工作,增加其整个挤压设备的缓冲作用,并且通过设置滑槽、滑块以及缓冲腔能够实现其二次缓冲,保证设备在挤
一种用于挤出机的挤出口润滑机构.pdf
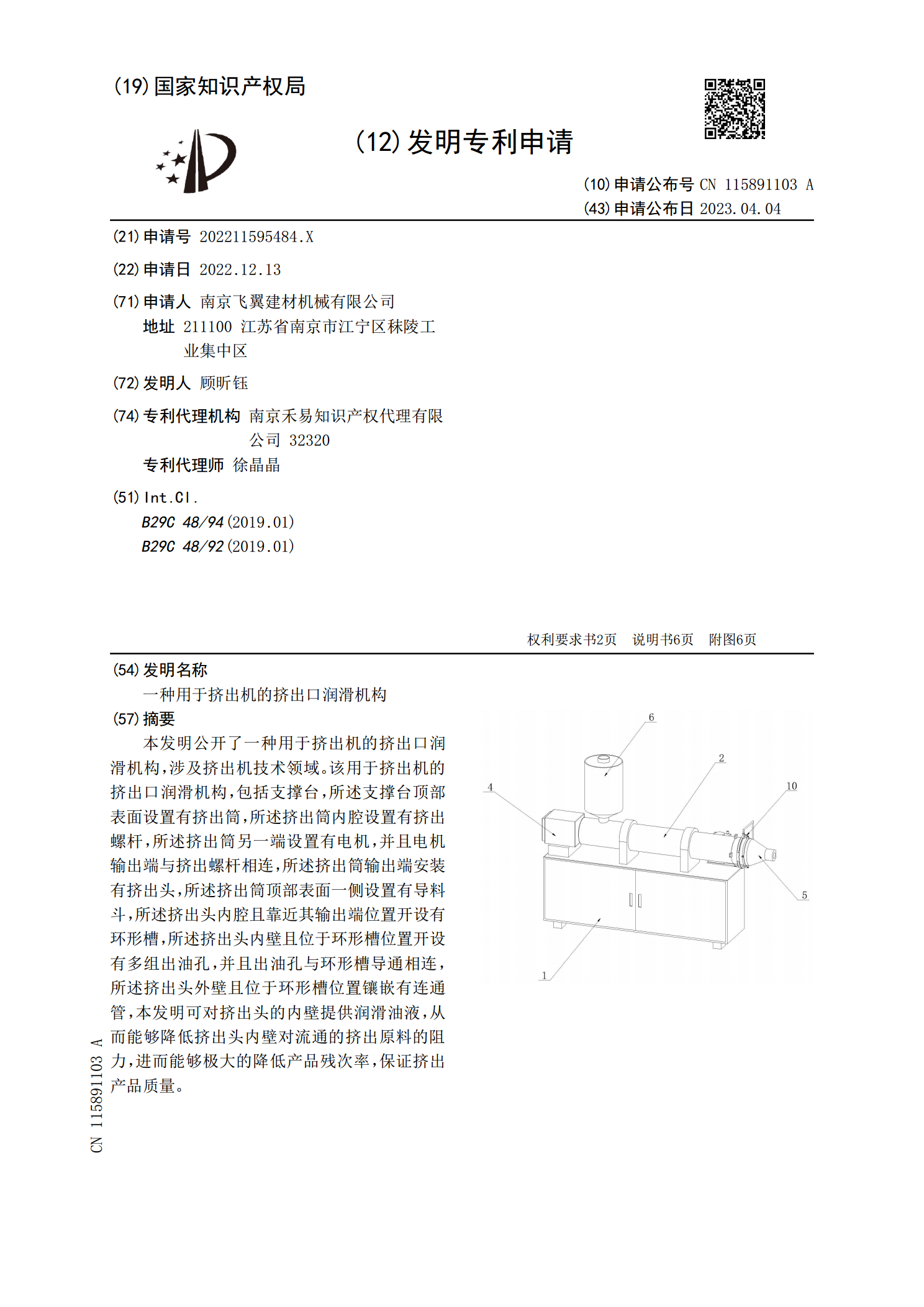
本发明公开了一种用于挤出机的挤出口润滑机构,涉及挤出机技术领域。该用于挤出机的挤出口润滑机构,包括支撑台,所述支撑台顶部表面设置有挤出筒,所述挤出筒内腔设置有挤出螺杆,所述挤出筒另一端设置有电机,并且电机输出端与挤出螺杆相连,所述挤出筒输出端安装有挤出头,所述挤出筒顶部表面一侧设置有导料斗,所述挤出头内腔且靠近其输出端位置开设有环形槽,所述挤出头内壁且位于环形槽位置开设有多组出油孔,并且出油孔与环形槽导通相连,所述挤出头外壁且位于环形槽位置镶嵌有连通管,本发明可对挤出头的内壁提供润滑油液,从而能够降低挤出

简易挤出机头夹机构.pdf
本发明公开了一种简易挤出机头夹机构,其包括用来设置机头夹的安装座、装配座、手轮联动组件、传动齿轮组、丝杆轴及与该丝杆轴相适配的丝母;本发明设计巧妙、合理,采用机械式实现升降,即通过手转轮转动传递给传动齿轮组,传动齿轮组传给丝杆轴,丝杆轴转动带动丝母旋转,由于丝杆轴定位设置装配座上,迫使安装座随丝母沿丝杆轴的轴向方向作上下移动,将机头夹设置在安装座上,从而达到机头夹上下升降的目的,不仅操作简单、使用寿命长,而且整体结构简洁、紧凑,易于实现,维修简单,成本低,利于广泛推广应用。
挤出设备的挤出模具的熔体导体、挤出模具、挤出设备和操作这种挤出设备的方法.pdf
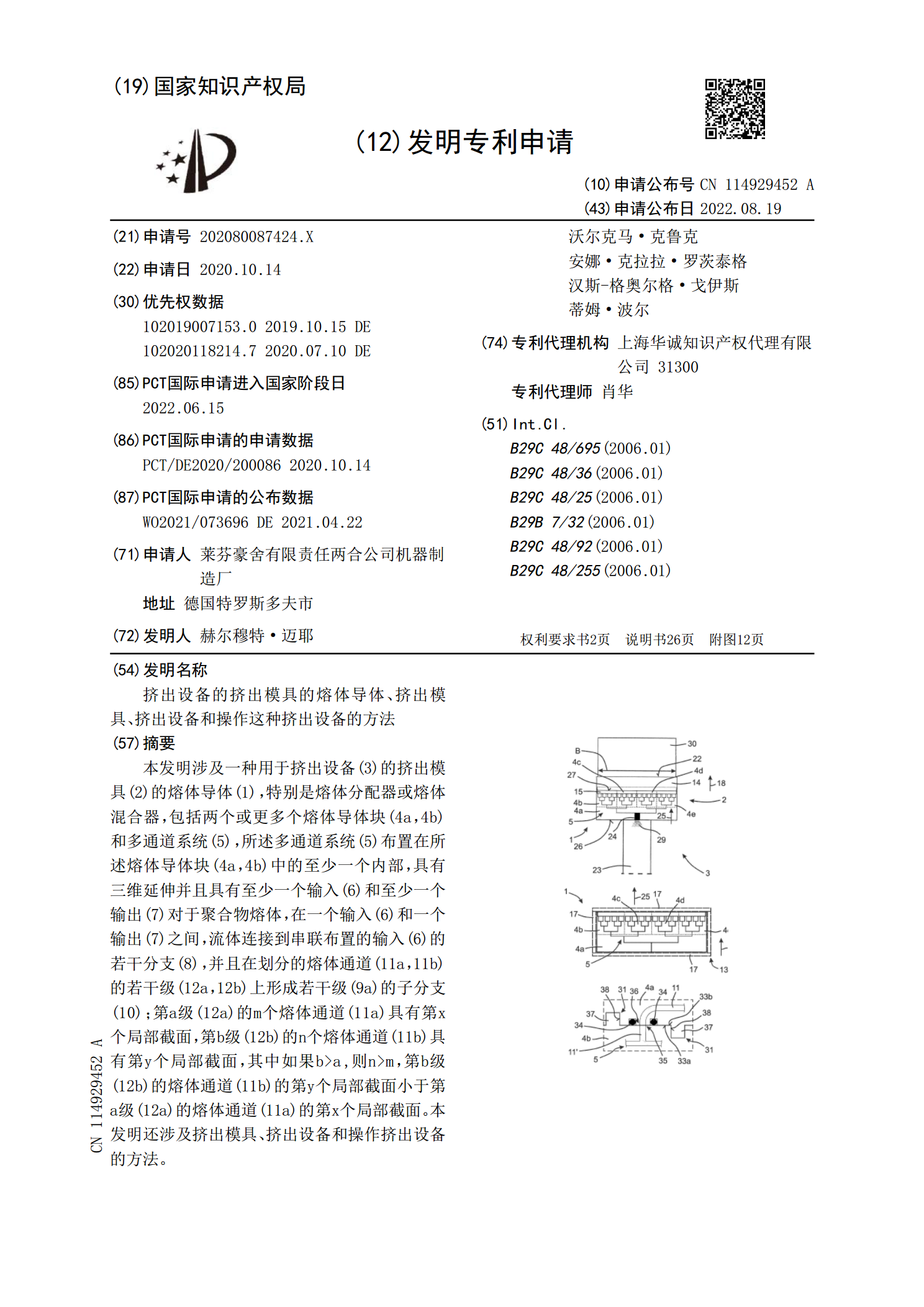
本发明涉及一种用于挤出设备(3)的挤出模具(2)的熔体导体(1),特别是熔体分配器或熔体混合器,包括两个或更多个熔体导体块(4a,4b)和多通道系统(5),所述多通道系统(5)布置在所述熔体导体块(4a,4b)中的至少一个内部,具有三维延伸并且具有至少一个输入(6)和至少一个输出(7)对于聚合物熔体,在一个输入(6)和一个输出(7)之间,流体连接到串联布置的输入(6)的若干分支(8),并且在划分的熔体通道(11a,11b)的若干级(12a,12b)上形成若干级(9a)的子分支(10);第a级(12a)的m