
一种焊接辅助装置.pdf

念珊****写意

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接辅助装置.pdf
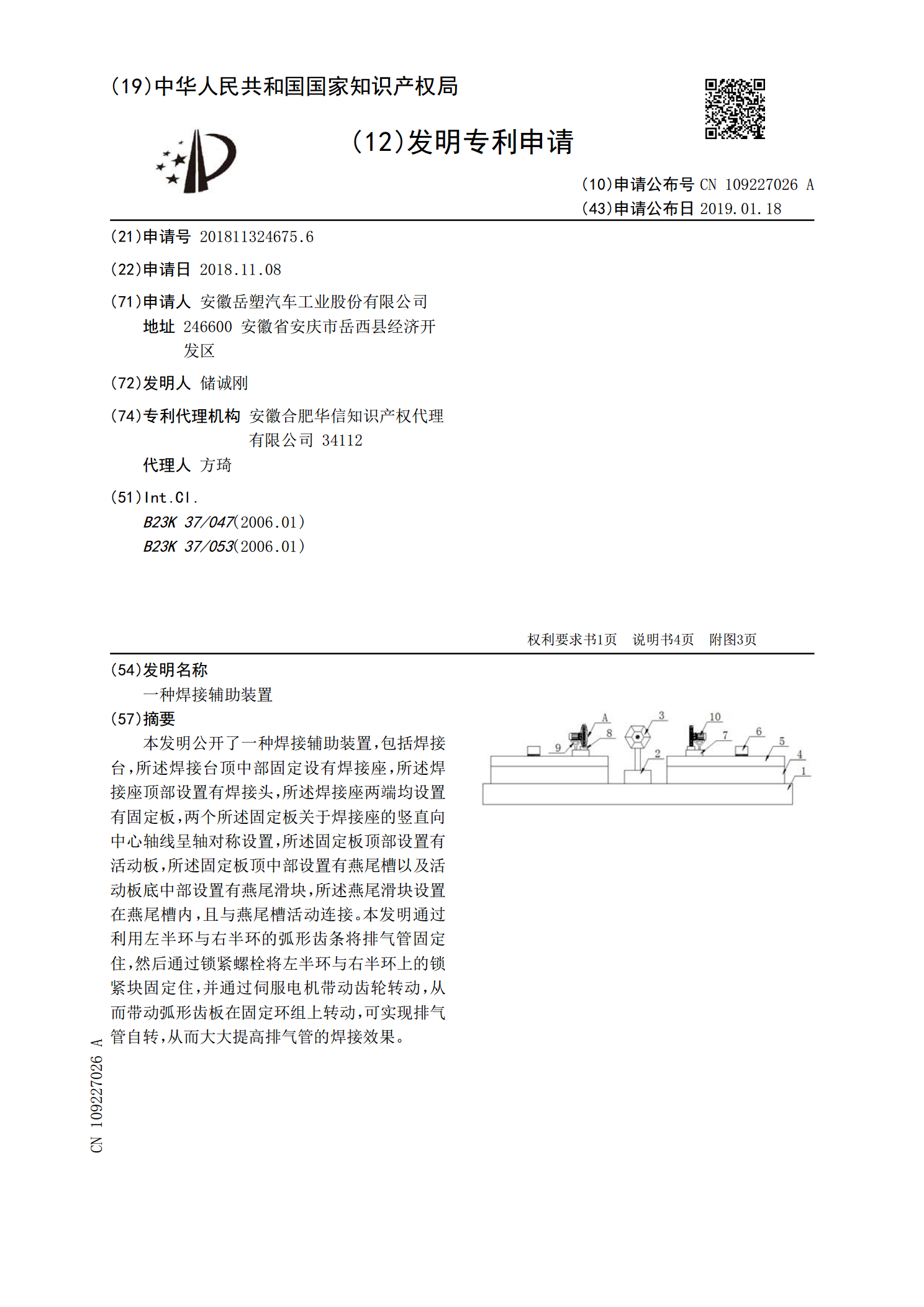
本发明公开了一种焊接辅助装置,包括焊接台,所述焊接台顶中部固定设有焊接座,所述焊接座顶部设置有焊接头,所述焊接座两端均设置有固定板,两个所述固定板关于焊接座的竖直向中心轴线呈轴对称设置,所述固定板顶部设置有活动板,所述固定板顶中部设置有燕尾槽以及活动板底中部设置有燕尾滑块,所述燕尾滑块设置在燕尾槽内,且与燕尾槽活动连接。本发明通过利用左半环与右半环的弧形齿条将排气管固定住,然后通过锁紧螺栓将左半环与右半环上的锁紧块固定住,并通过伺服电机带动齿轮转动,从而带动弧形齿板在固定环组上转动,可实现排气管自转,从而
一种辅助焊接装置.pdf
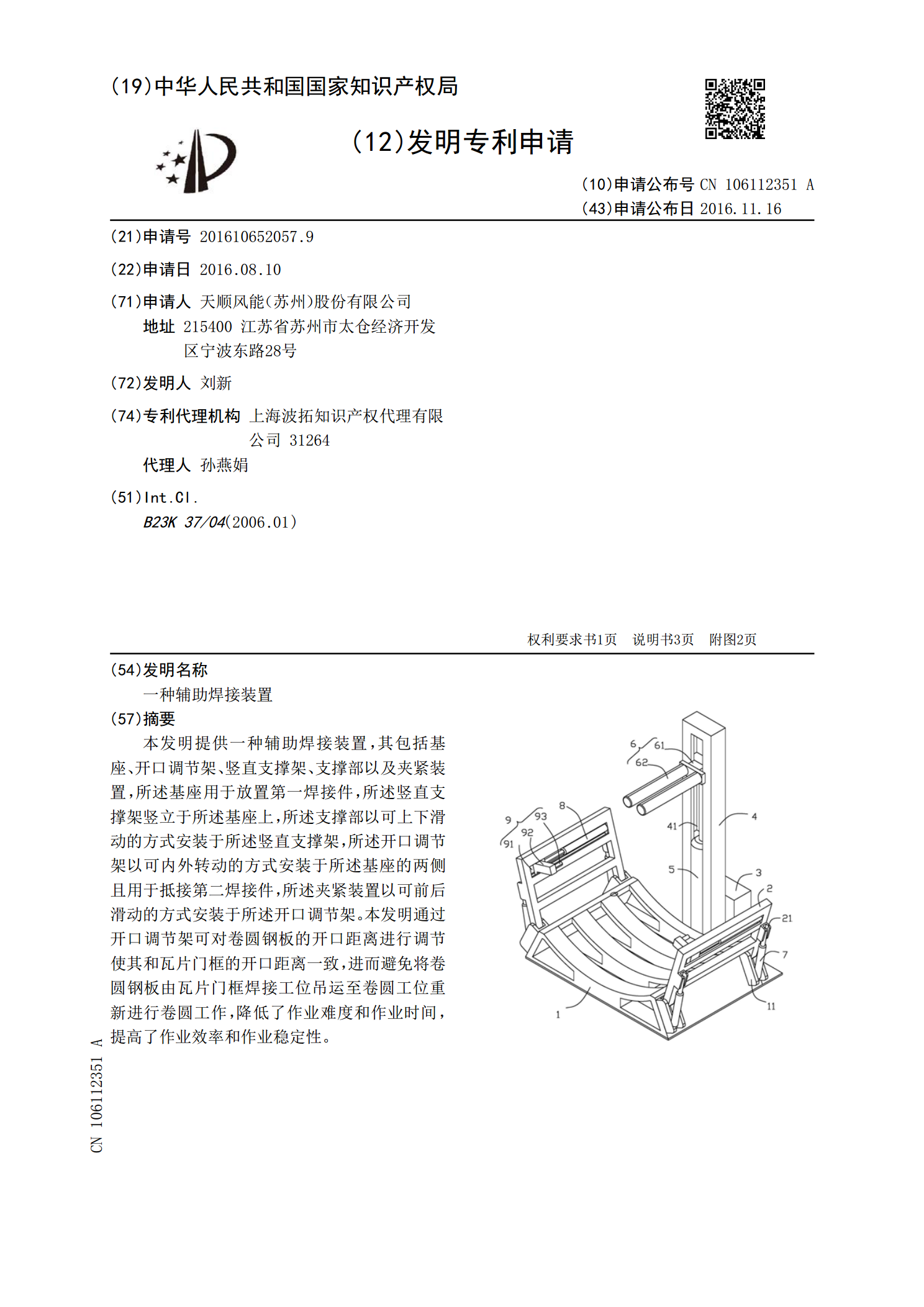
本发明提供一种辅助焊接装置,其包括基座、开口调节架、竖直支撑架、支撑部以及夹紧装置,所述基座用于放置第一焊接件,所述竖直支撑架竖立于所述基座上,所述支撑部以可上下滑动的方式安装于所述竖直支撑架,所述开口调节架以可内外转动的方式安装于所述基座的两侧且用于抵接第二焊接件,所述夹紧装置以可前后滑动的方式安装于所述开口调节架。本发明通过开口调节架可对卷圆钢板的开口距离进行调节使其和瓦片门框的开口距离一致,进而避免将卷圆钢板由瓦片门框焊接工位吊运至卷圆工位重新进行卷圆工作,降低了作业难度和作业时间,提高了作业效率和

一种焊接辅助装置.pdf
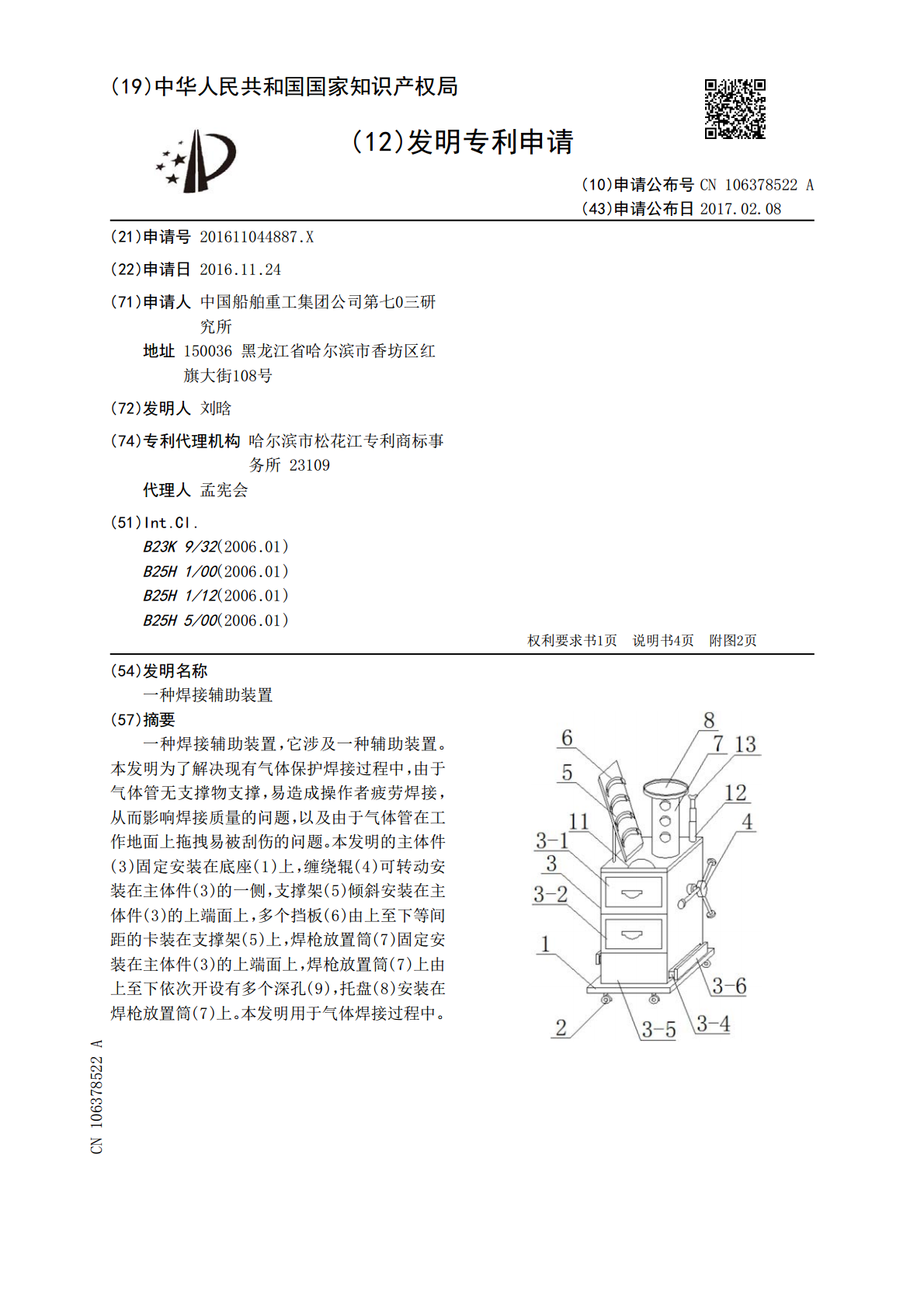
一种焊接辅助装置,它涉及一种辅助装置。本发明为了解决现有气体保护焊接过程中,由于气体管无支撑物支撑,易造成操作者疲劳焊接,从而影响焊接质量的问题,以及由于气体管在工作地面上拖拽易被刮伤的问题。本发明的主体件(3)固定安装在底座(1)上,缠绕辊(4)可转动安装在主体件(3)的一侧,支撑架(5)倾斜安装在主体件(3)的上端面上,多个挡板(6)由上至下等间距的卡装在支撑架(5)上,焊枪放置筒(7)固定安装在主体件(3)的上端面上,焊枪放置筒(7)上由上至下依次开设有多个深孔(9),托盘(8)安装在焊枪放置筒(7
一种U形管焊接辅助装置及焊接辅助方法.pdf
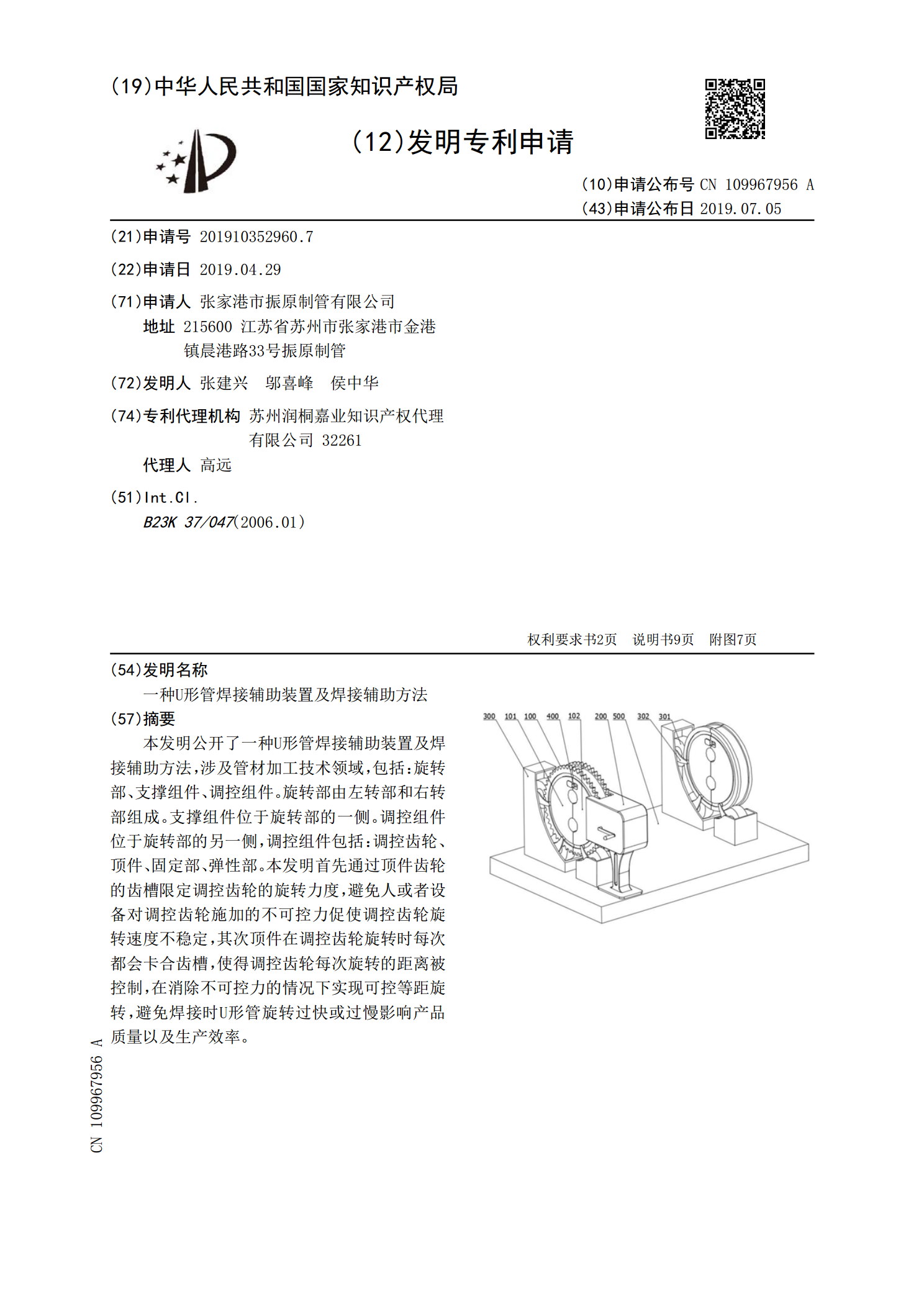
本发明公开了一种U形管焊接辅助装置及焊接辅助方法,涉及管材加工技术领域,包括:旋转部、支撑组件、调控组件。旋转部由左转部和右转部组成。支撑组件位于旋转部的一侧。调控组件位于旋转部的另一侧,调控组件包括:调控齿轮、顶件、固定部、弹性部。本发明首先通过顶件齿轮的齿槽限定调控齿轮的旋转力度,避免人或者设备对调控齿轮施加的不可控力促使调控齿轮旋转速度不稳定,其次顶件在调控齿轮旋转时每次都会卡合齿槽,使得调控齿轮每次旋转的距离被控制,在消除不可控力的情况下实现可控等距旋转,避免焊接时U形管旋转过快或过慢影响产品质量
一种横向焊接辅助装置、使用其的辅助焊接方法.pdf
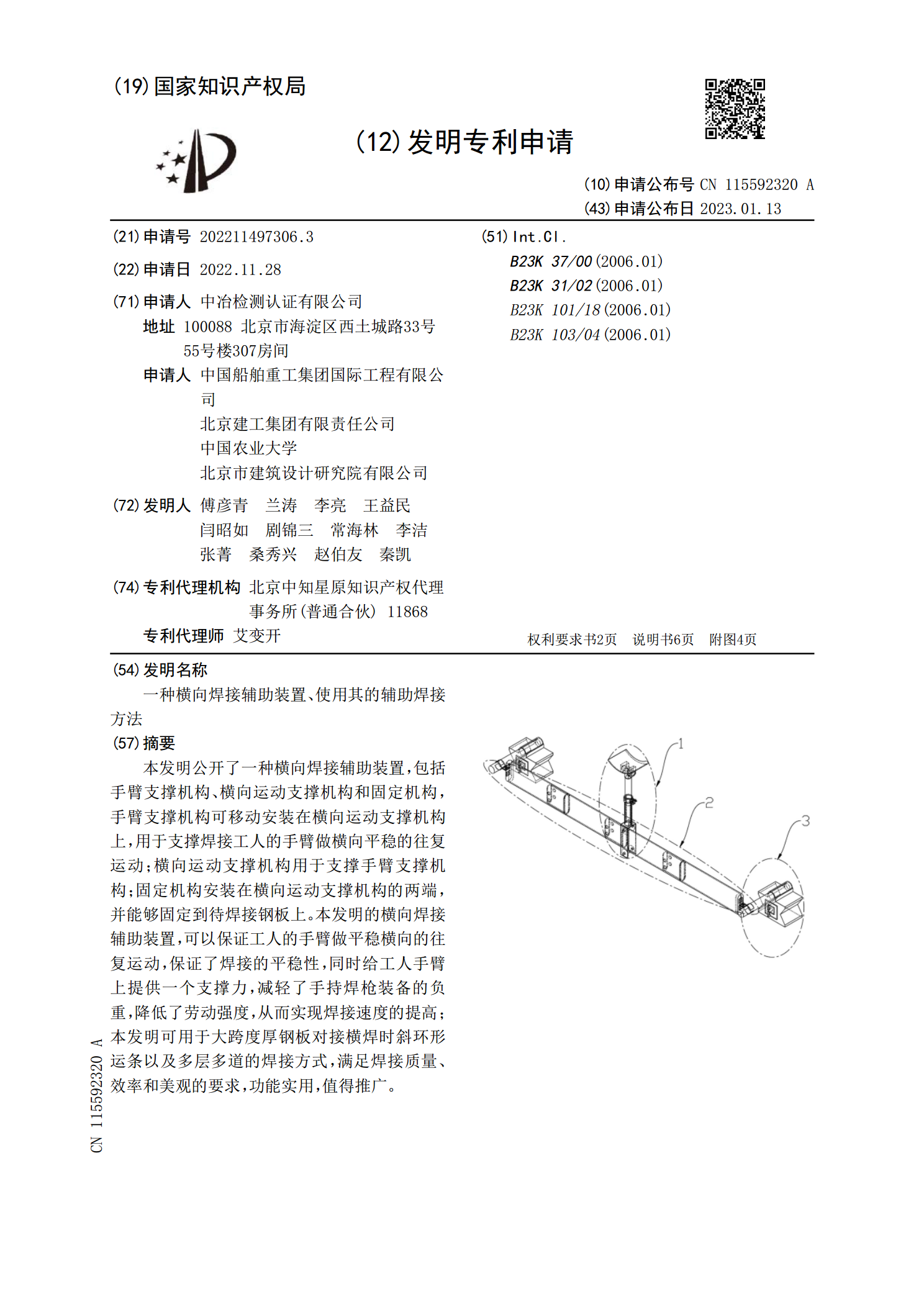
本发明公开了一种横向焊接辅助装置,包括手臂支撑机构、横向运动支撑机构和固定机构,手臂支撑机构可移动安装在横向运动支撑机构上,用于支撑焊接工人的手臂做横向平稳的往复运动;横向运动支撑机构用于支撑手臂支撑机构;固定机构安装在横向运动支撑机构的两端,并能够固定到待焊接钢板上。本发明的横向焊接辅助装置,可以保证工人的手臂做平稳横向的往复运动,保证了焊接的平稳性,同时给工人手臂上提供一个支撑力,减轻了手持焊枪装备的负重,降低了劳动强度,从而实现焊接速度的提高;本发明可用于大跨度厚钢板对接横焊时斜环形运条以及多层多道