
一种热轧生产线在线清辊装置及其清辊方法.pdf

猫巷****正德

1/7

2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热轧生产线在线清辊装置及其清辊方法.pdf
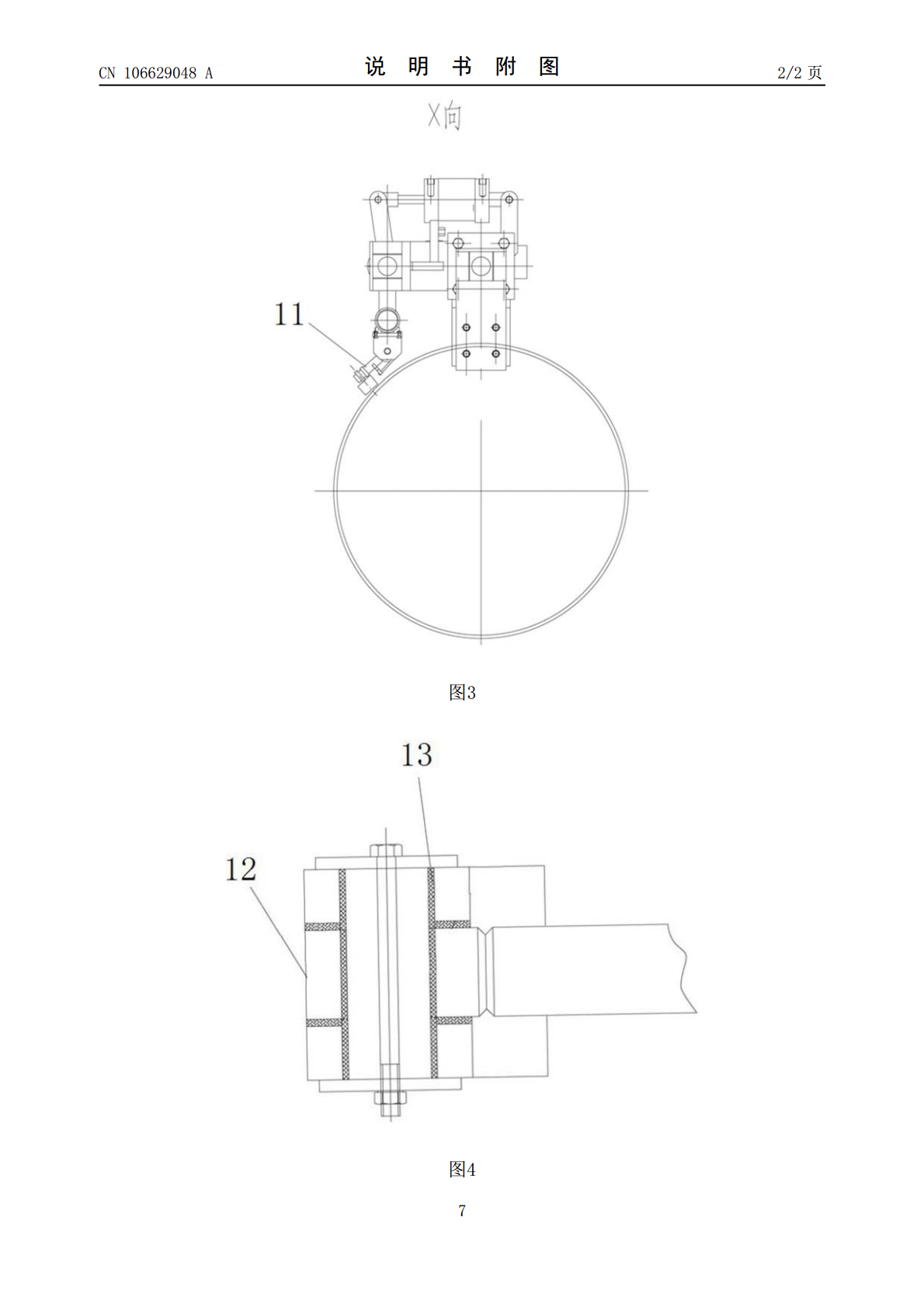
本发明公开的一种热轧生产线在线清辊装置,包括主横梁,主横梁通过压紧气缸和双向推力气缸与摆动架连接,压紧气缸和双向推力气缸的线路均通过支撑架与控制器连接,摆动架与主横梁平行,摆动架上设置有若干个抛光块。结构简单,能在线实时清理辊子表面,避免杂质粘结成块。一种清辊的方法,压紧气缸a和压紧气缸b,保证抛光块接触待清理的辊面;双向推力气缸,使抛光块在待清理的辊面水平滑动,实现均匀打磨辊面。使用方便,提高了工作效率。
一种半封闭式立辊夹送装置的清辊方法及其清辊系统.pdf
本发明公开了一种半封闭式立辊夹送装置的清辊方法及其清辊系统,在保证辊子转动的状态下,通过壁挂式的清辊系统对半封闭式立辊夹送装置内的夹送辊组进行清洗,首先通过喷射高温高压水柱融化并冲散凝结固化油渍;再喷射清洗液恒温持续擦洗至辊子表面无残余污渍;接着利用扇形水幕冲刷去除辊子表面;最后利用平行于辊子长度方向的高温风幕快速烘干辊子表面;本发明通过设置摇杆摆臂机构,可根据需求随意改变清洗组件相对于夹送辊组的相对位置,灵活性自动性皆较高,可配合设备自身辊子转动协同清洗,清洗效率高;通过设置喷射布液组件,满足清洗工艺中
热轧生产线工作辊或支承辊快速换辊装置及更换方法.pdf
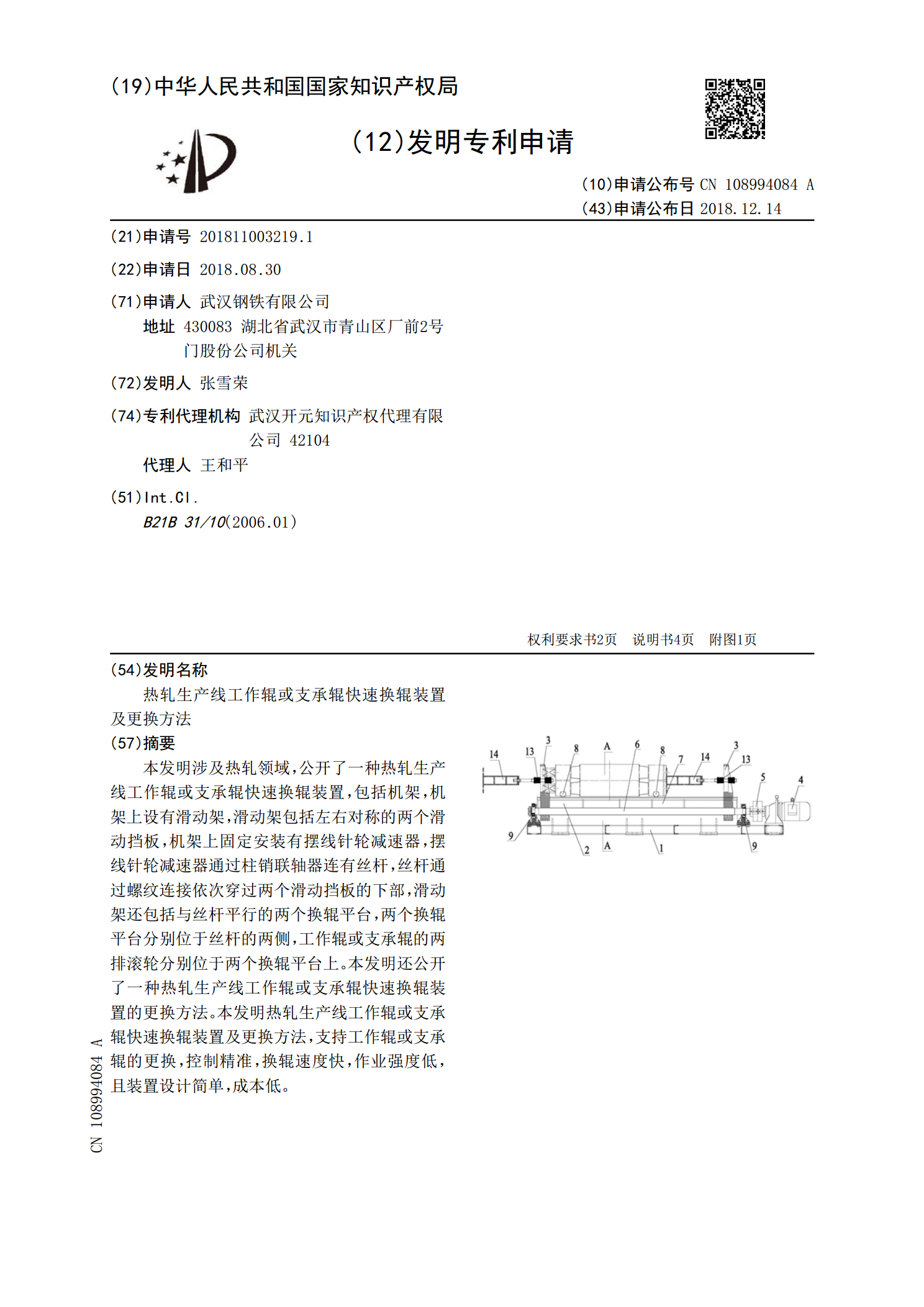
本发明涉及热轧领域,公开了一种热轧生产线工作辊或支承辊快速换辊装置,包括机架,机架上设有滑动架,滑动架包括左右对称的两个滑动挡板,机架上固定安装有摆线针轮减速器,摆线针轮减速器通过柱销联轴器连有丝杆,丝杆通过螺纹连接依次穿过两个滑动挡板的下部,滑动架还包括与丝杆平行的两个换辊平台,两个换辊平台分别位于丝杆的两侧,工作辊或支承辊的两排滚轮分别位于两个换辊平台上。本发明还公开了一种热轧生产线工作辊或支承辊快速换辊装置的更换方法。本发明热轧生产线工作辊或支承辊快速换辊装置及更换方法,支持工作辊或支承辊的更换,控

塔顶辊清渣装置及塔顶辊清渣的方法.pdf
本发明公开了一种塔顶辊清渣装置,其特征在于,包括抛光设备和刮刀,所述抛光设备包括丝杆和用于打磨塔顶辊辊面的抛光轮;所述抛光轮可旋转地与丝杆连接;所述抛光轮与丝杆螺纹配合,所述抛光轮可沿丝杆轴向移动地设置;所述刮刀设置于塔顶辊一侧并且刀刃与所述塔顶辊表面接触。通过在辊面安装一刮刀,当有锌渣和锌层通过时,刮刀将锌渣和锌层刮落。在导轨上安装一抛光轮,抛光轮通过丝杆传动,在导轨上往复运动,抛光轮将粘附在辊面上的锌渣和锌层打磨去除。塔顶辊辊面粘锌现象能清除100%的锌渣和95%的锌层,塔顶辊的使用寿命从30天左右可
多辊矫直机矫直辊在线清扫装置.pdf
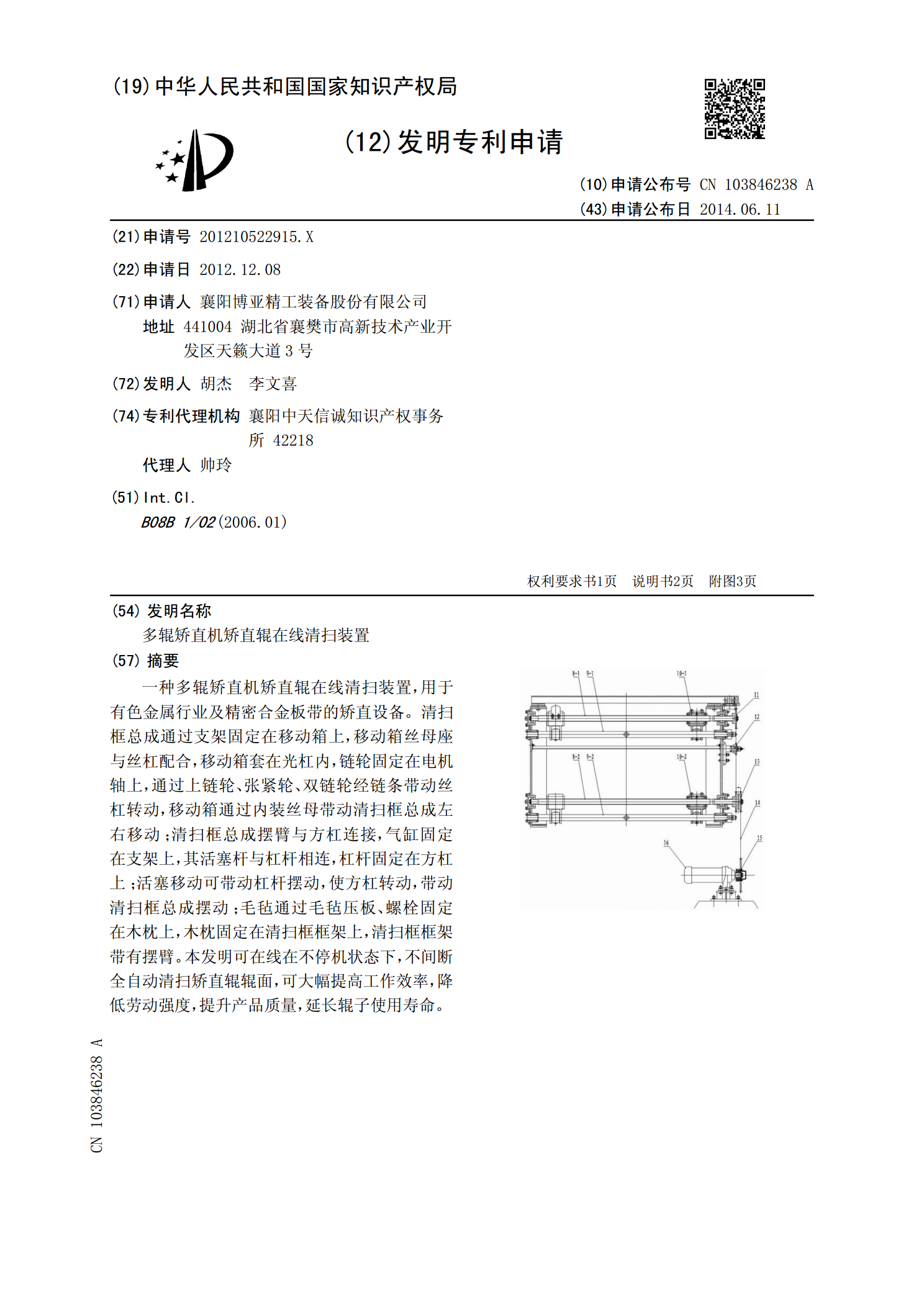
一种多辊矫直机矫直辊在线清扫装置,用于有色金属行业及精密合金板带的矫直设备。清扫框总成通过支架固定在移动箱上,移动箱丝母座与丝杠配合,移动箱套在光杠内,链轮固定在电机轴上,通过上链轮、张紧轮、双链轮经链条带动丝杠转动,移动箱通过内装丝母带动清扫框总成左右移动;清扫框总成摆臂与方杠连接,气缸固定在支架上,其活塞杆与杠杆相连,杠杆固定在方杠上;活塞移动可带动杠杆摆动,使方杠转动,带动清扫框总成摆动;毛毡通过毛毡压板、螺栓固定在木枕上,木枕固定在清扫框框架上,清扫框框架带有摆臂。本发明可在线在不停机状态下,不间