
多规格管件自动化钻孔装置.pdf

一吃****永贺


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多规格管件自动化钻孔装置.pdf
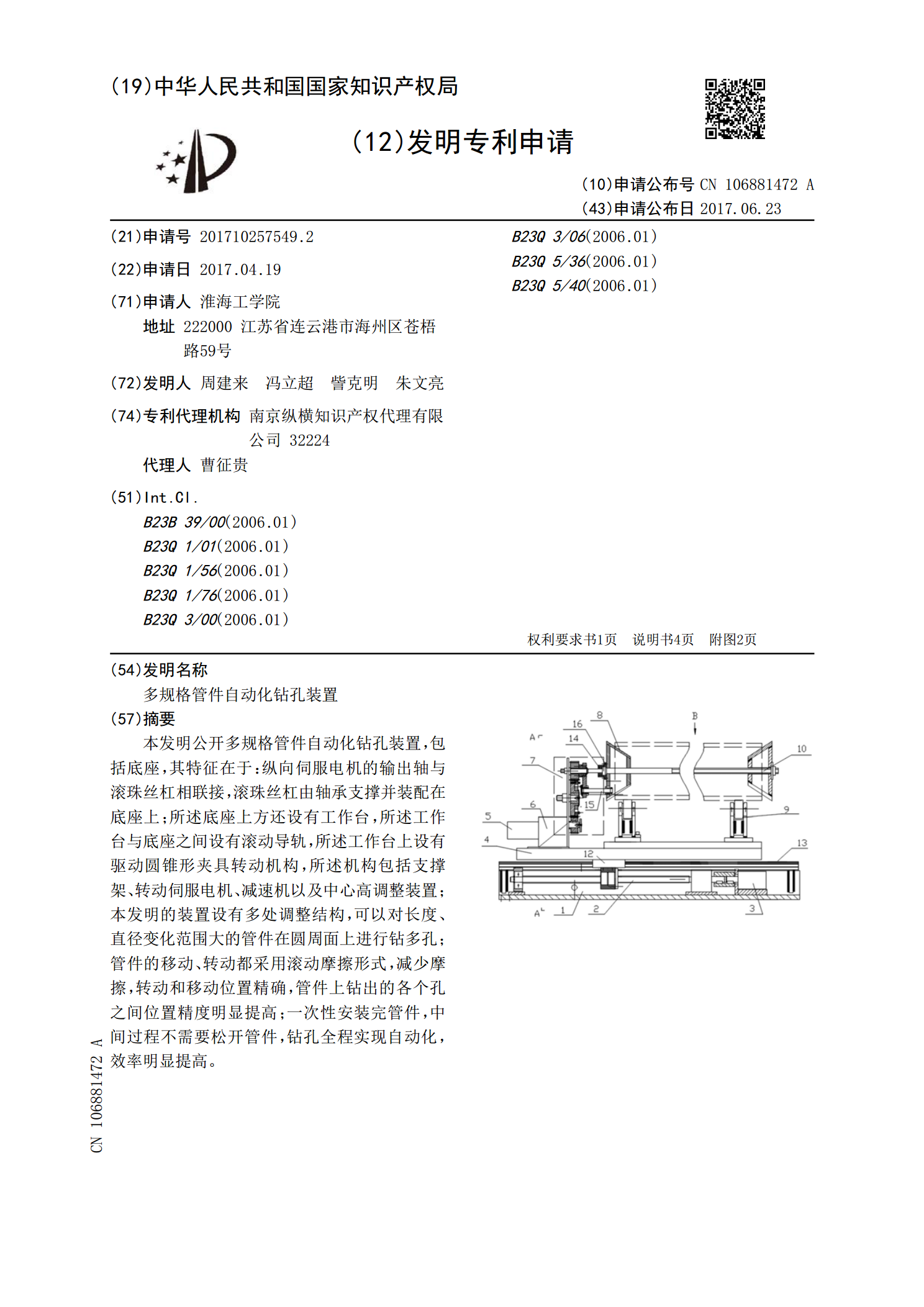
本发明公开多规格管件自动化钻孔装置,包括底座,其特征在于:纵向伺服电机的输出轴与滚珠丝杠相联接,滚珠丝杠由轴承支撑并装配在底座上;所述底座上方还设有工作台,所述工作台与底座之间设有滚动导轨,所述工作台上设有驱动圆锥形夹具转动机构,所述机构包括支撑架、转动伺服电机、减速机以及中心高调整装置;本发明的装置设有多处调整结构,可以对长度、直径变化范围大的管件在圆周面上进行钻多孔;管件的移动、转动都采用滚动摩擦形式,减少摩擦,转动和移动位置精确,管件上钻出的各个孔之间位置精度明显提高;一次性安装完管件,中间过程不需

一种管件钻孔装置.pdf
本发明公开了一种管件钻孔装置,包括通过驱动装置可前后移动的设置于墙体中的滑行座、与所述滑行座一体式设置的机架以及固定设置于所述机架底部的导柱,所述导柱中设有上下延长的第一滑行槽,所述第一滑行槽中滑行安装有第一滑行块,所述第一滑行块中转动配合安装有上下延长的花键轴,所述第一滑行槽左右两侧壁对称设有通连外部的第一通连槽,所述第一滑行块左右两侧端面对称设置有伸出所述第一通连槽外的第一接连块,所述机架中位于所述导柱上方设有第一转腔,所述第一转腔中通过轴承可转动的安装有转套,所述转套中设有端口向下的花键槽,所述花键
一种管件钻孔装置.pdf
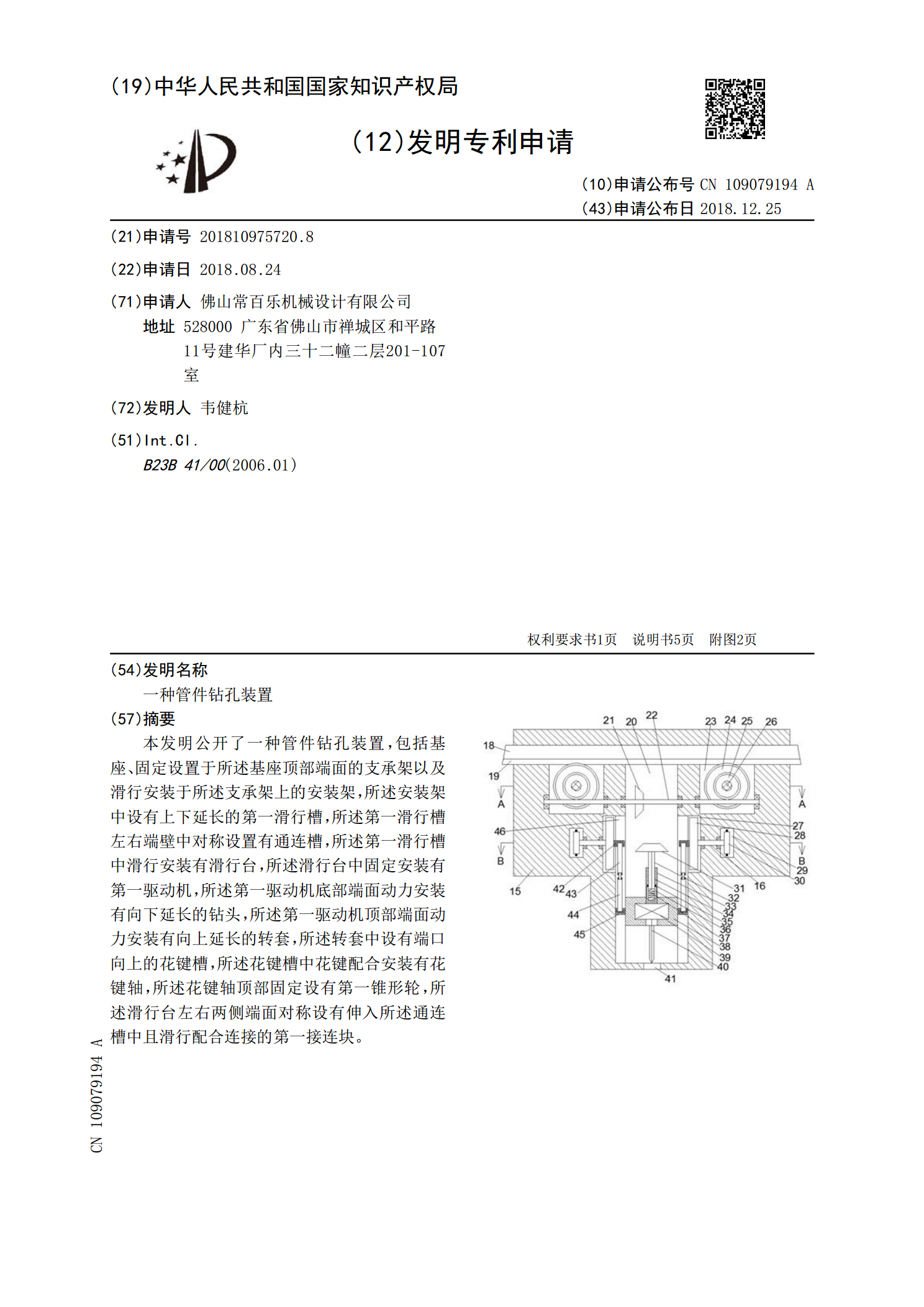
本发明公开了一种管件钻孔装置,包括基座、固定设置于所述基座顶部端面的支承架以及滑行安装于所述支承架上的安装架,所述安装架中设有上下延长的第一滑行槽,所述第一滑行槽左右端壁中对称设置有通连槽,所述第一滑行槽中滑行安装有滑行台,所述滑行台中固定安装有第一驱动机,所述第一驱动机底部端面动力安装有向下延长的钻头,所述第一驱动机顶部端面动力安装有向上延长的转套,所述转套中设有端口向上的花键槽,所述花键槽中花键配合安装有花键轴,所述花键轴顶部固定设有第一锥形轮,所述滑行台左右两侧端面对称设有伸入所述通连槽中且滑行配合
一种管件钻孔装置.pdf
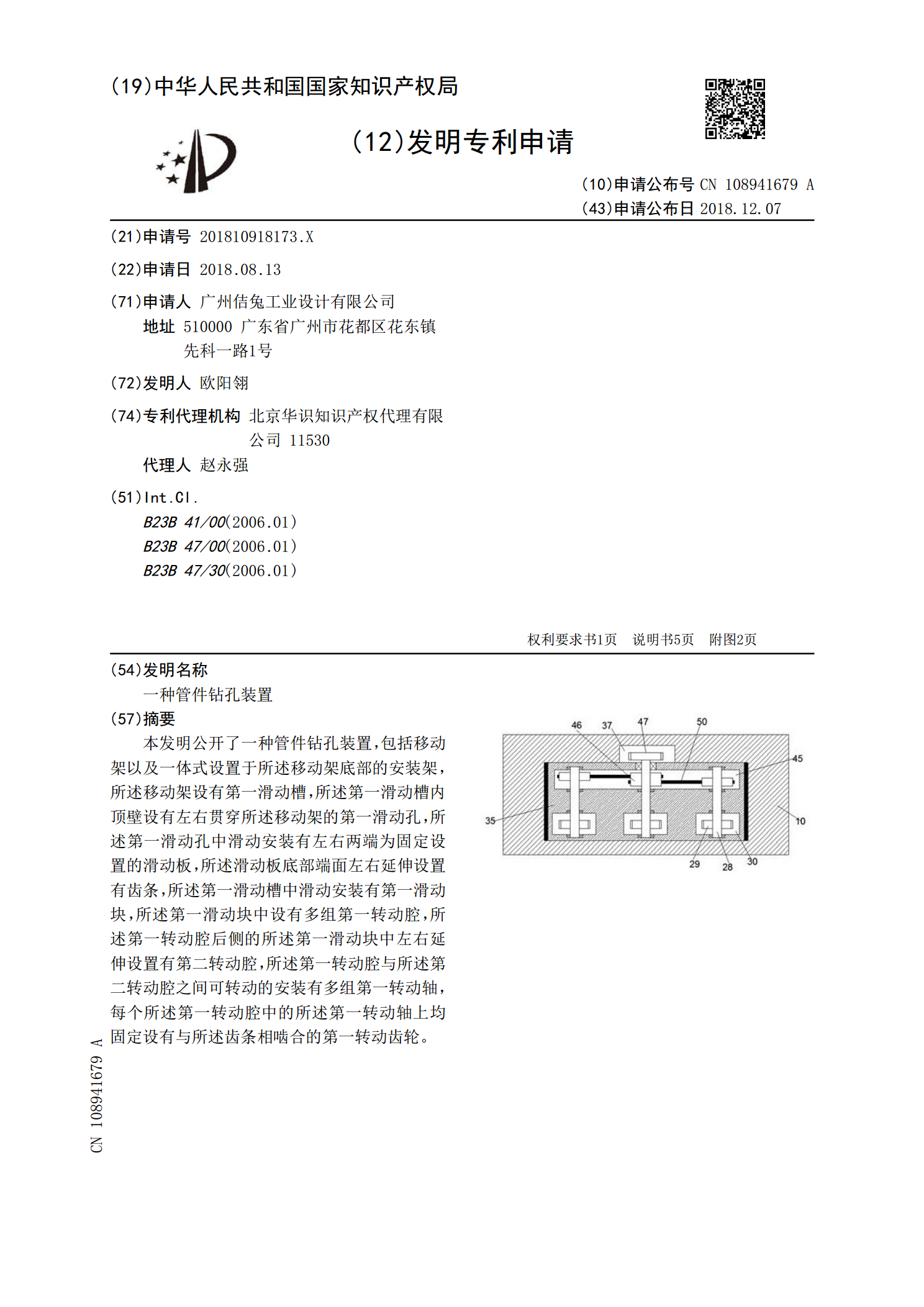
本发明公开了一种管件钻孔装置,包括移动架以及一体式设置于所述移动架底部的安装架,所述移动架设有第一滑动槽,所述第一滑动槽内顶壁设有左右贯穿所述移动架的第一滑动孔,所述第一滑动孔中滑动安装有左右两端为固定设置的滑动板,所述滑动板底部端面左右延伸设置有齿条,所述第一滑动槽中滑动安装有第一滑动块,所述第一滑动块中设有多组第一转动腔,所述第一转动腔后侧的所述第一滑动块中左右延伸设置有第二转动腔,所述第一转动腔与所述第二转动腔之间可转动的安装有多组第一转动轴,每个所述第一转动腔中的所述第一转动轴上均固定设有与所述齿
一种管件钻孔装置.pdf
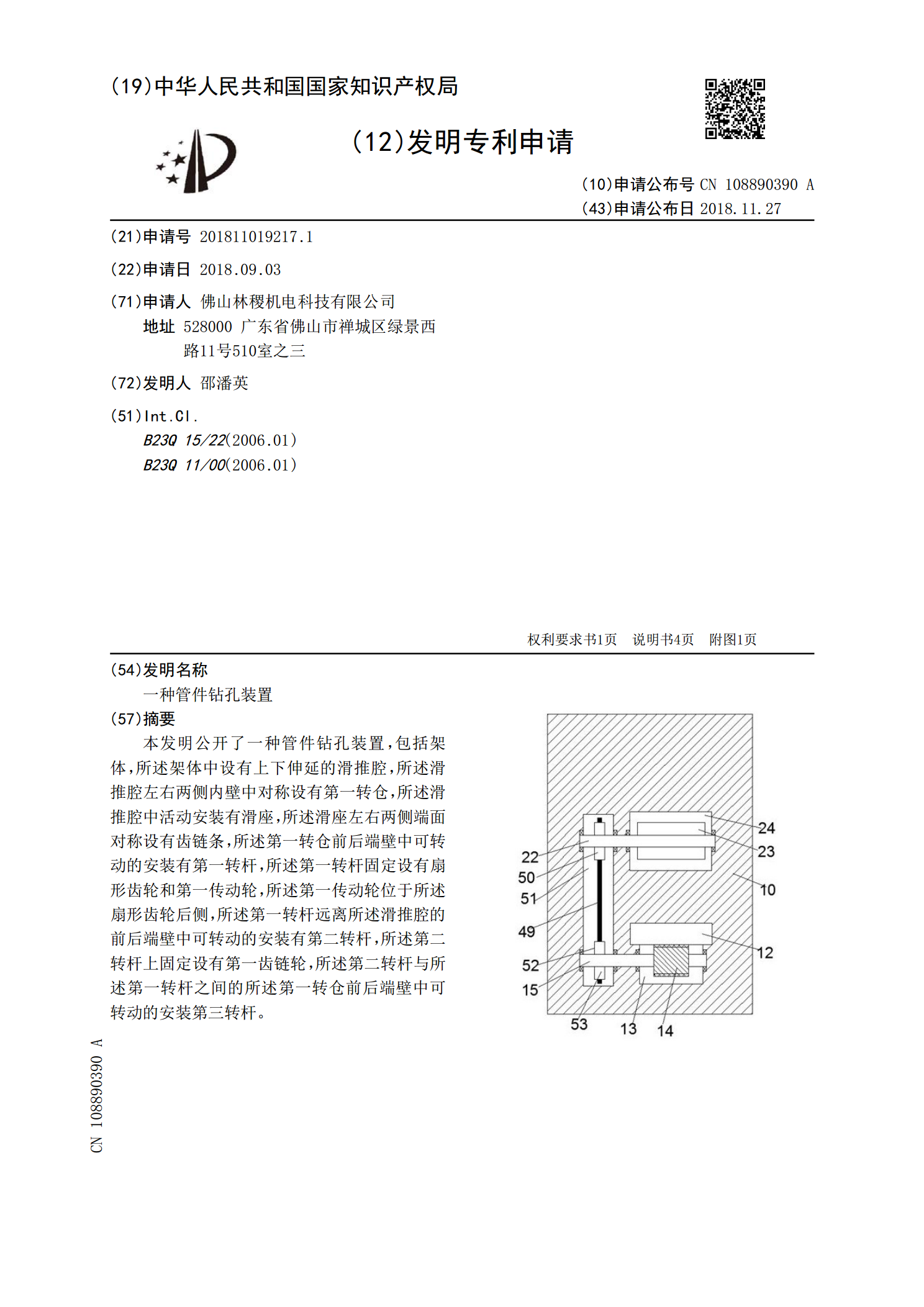
本发明公开了一种管件钻孔装置,包括架体,所述架体中设有上下伸延的滑推腔,所述滑推腔左右两侧内壁中对称设有第一转仓,所述滑推腔中活动安装有滑座,所述滑座左右两侧端面对称设有齿链条,所述第一转仓前后端壁中可转动的安装有第一转杆,所述第一转杆固定设有扇形齿轮和第一传动轮,所述第一传动轮位于所述扇形齿轮后侧,所述第一转杆远离所述滑推腔的前后端壁中可转动的安装有第二转杆,所述第二转杆上固定设有第一齿链轮,所述第二转杆与所述第一转杆之间的所述第一转仓前后端壁中可转动的安装第三转杆。