
多位置加热保压治具.pdf

兴朝****45

1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

多位置加热保压治具.pdf
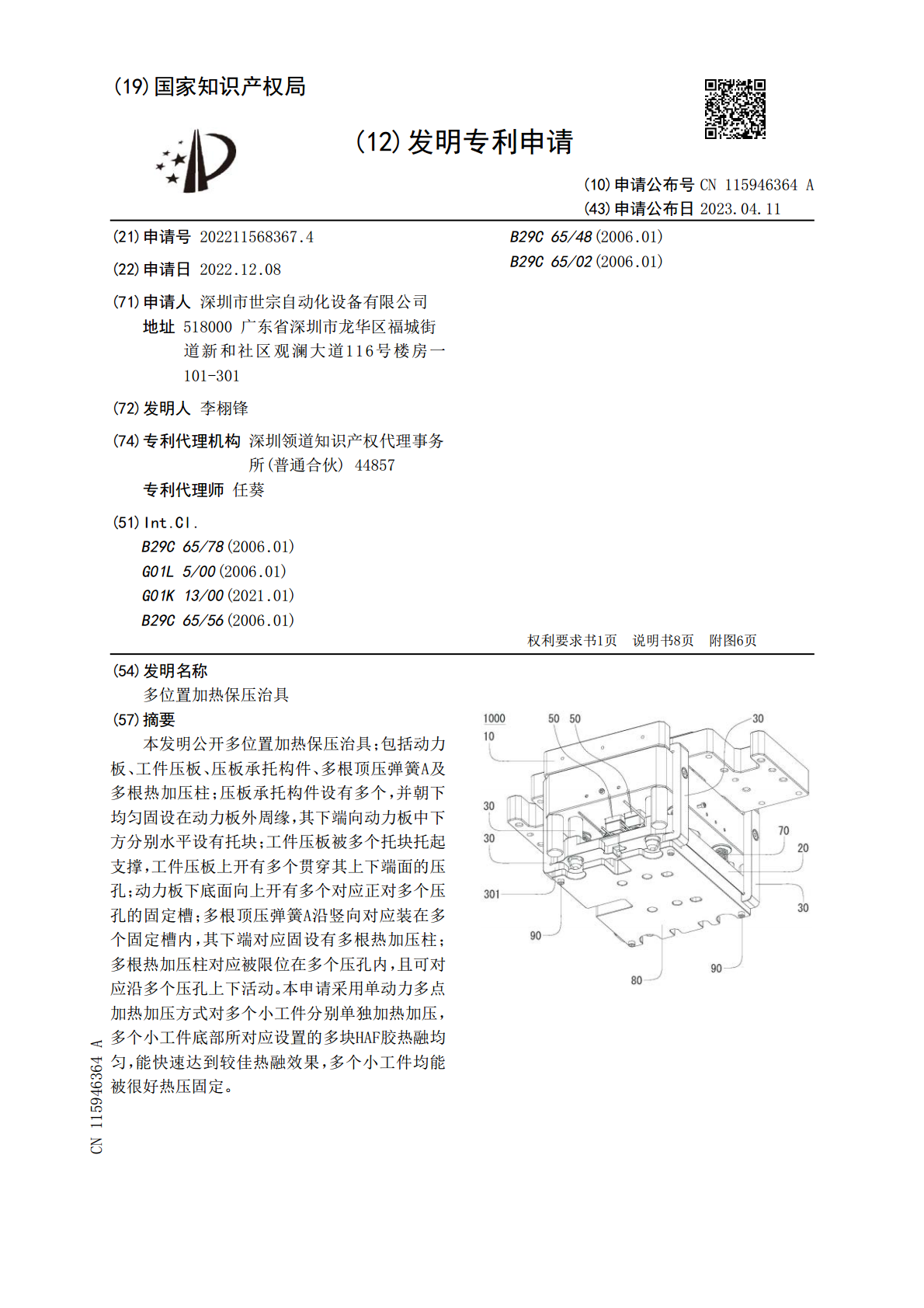
本发明公开多位置加热保压治具;包括动力板、工件压板、压板承托构件、多根顶压弹簧A及多根热加压柱;压板承托构件设有多个,并朝下均匀固设在动力板外周缘,其下端向动力板中下方分别水平设有托块;工件压板被多个托块托起支撑,工件压板上开有多个贯穿其上下端面的压孔;动力板下底面向上开有多个对应正对多个压孔的固定槽;多根顶压弹簧A沿竖向对应装在多个固定槽内,其下端对应固设有多根热加压柱;多根热加压柱对应被限位在多个压孔内,且可对应沿多个压孔上下活动。本申请采用单动力多点加热加压方式对多个小工件分别单独加热加压,多个小工
加热保压反顶治具.pdf
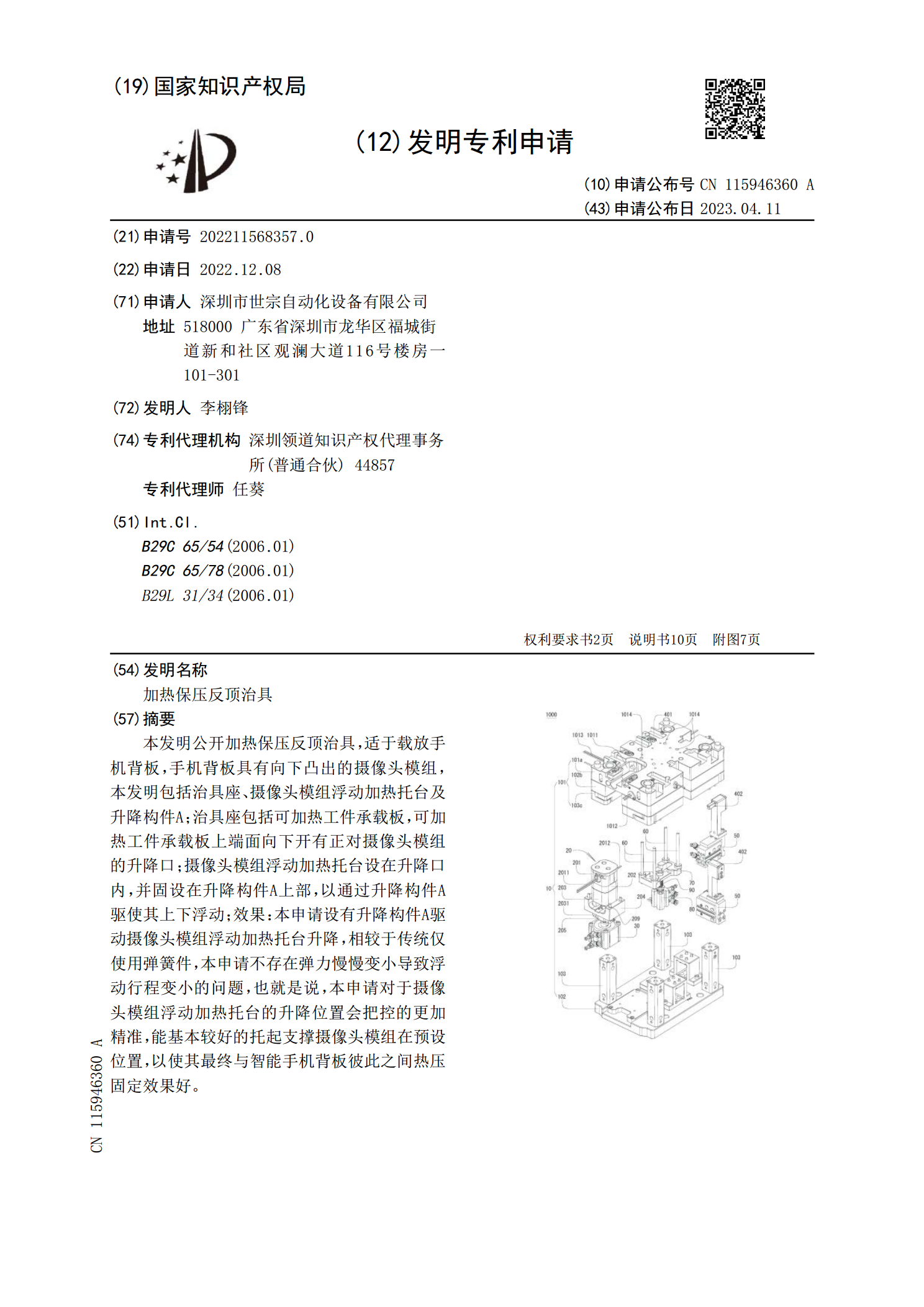
本发明公开加热保压反顶治具,适于载放手机背板,手机背板具有向下凸出的摄像头模组,本发明包括治具座、摄像头模组浮动加热托台及升降构件A;治具座包括可加热工件承载板,可加热工件承载板上端面向下开有正对摄像头模组的升降口;摄像头模组浮动加热托台设在升降口内,并固设在升降构件A上部,以通过升降构件A驱使其上下浮动;效果:本申请设有升降构件A驱动摄像头模组浮动加热托台升降,相较于传统仅使用弹簧件,本申请不存在弹力慢慢变小导致浮动行程变小的问题,也就是说,本申请对于摄像头模组浮动加热托台的升降位置会把控的更加精准,能
单动力多个砝码单独加热保压治具.pdf
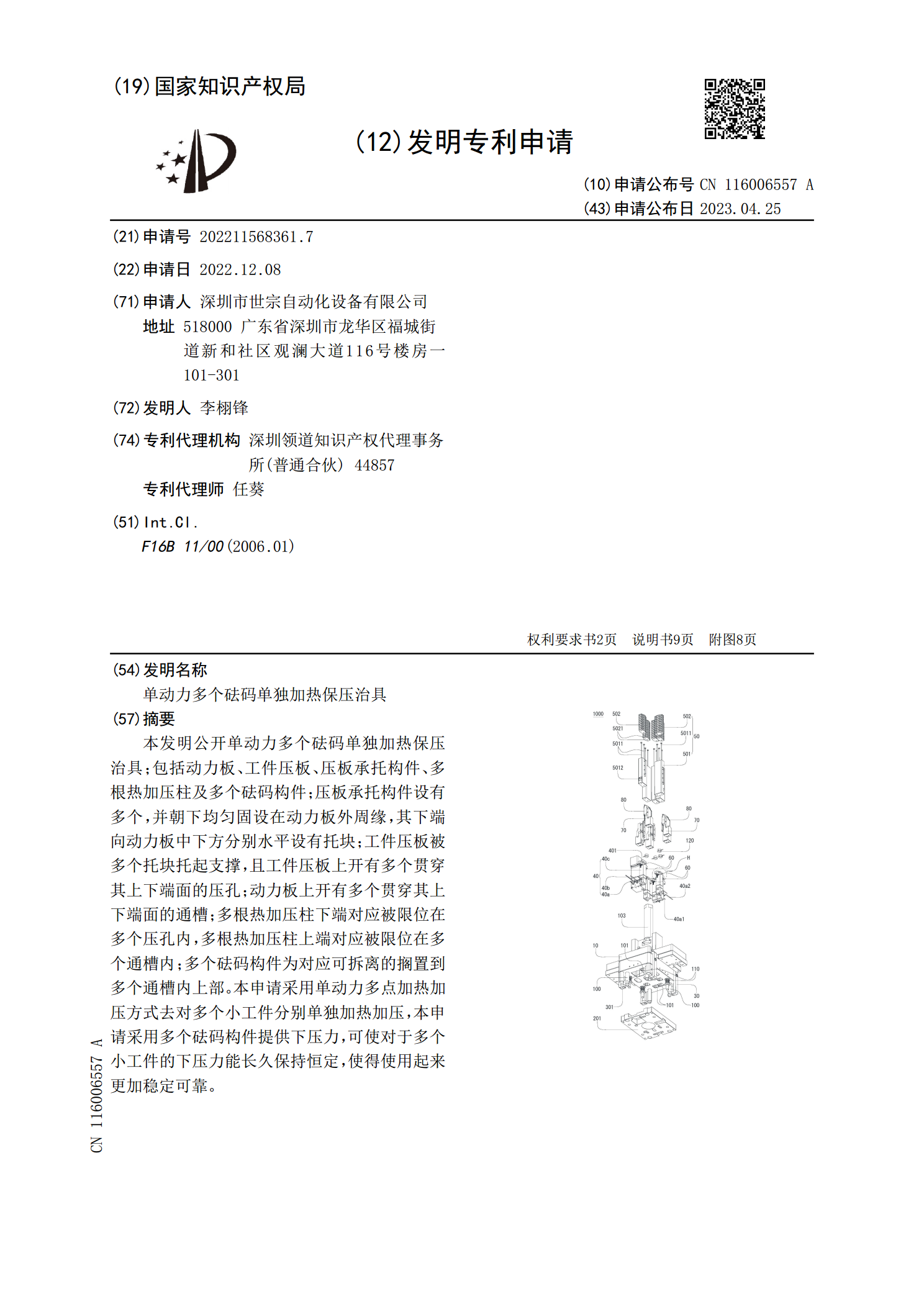
本发明公开单动力多个砝码单独加热保压治具;包括动力板、工件压板、压板承托构件、多根热加压柱及多个砝码构件;压板承托构件设有多个,并朝下均匀固设在动力板外周缘,其下端向动力板中下方分别水平设有托块;工件压板被多个托块托起支撑,且工件压板上开有多个贯穿其上下端面的压孔;动力板上开有多个贯穿其上下端面的通槽;多根热加压柱下端对应被限位在多个压孔内,多根热加压柱上端对应被限位在多个通槽内;多个砝码构件为对应可拆离的搁置到多个通槽内上部。本申请采用单动力多点加热加压方式去对多个小工件分别单独加热加压,本申请采用多个

保压治具.pdf
一种保压治具,其包括底座、放置块及保压组件,所述保压组件包括盖板、保压块、弹簧、上活动块及调节把手,所述保压块与所述放置块上下对齐,所述弹簧压缩于所述保压块与所述上活动块之间,所述盖板位于所述上活动块上方,所述盖板设有上下贯穿的调节孔,所述调节孔内侧壁设有内螺纹,所述调节把手包括穿设于所述调节孔的螺杆,所述螺杆设有与所述内螺纹啮合的外螺纹,当所述调节把手转动时,所述上活动块跟随所述螺杆上下移动,本发明保压治具保压力参数调节方便,工作原理简单。

加热治具.pdf
一种加热治具,包括一温度控制模组,所述温度控制模组包括多个加热组件及一支撑架,其中多个所述加热组件固定于所述支撑架上,所述加热组件可独立地控制温度,其中所述加热组件包括一加热片及一导热块,一固定模组,所述固定模组包括一上盖板及一底座,其中所述温度控制模组固定在所述上盖板上,所述上盖板固定在所述底座上。本发明的加热治具,不仅能按不同区域实现不同的温度控制,且不同的加热区域之间温度不会互相干涉,实现独立式温度控制进行加热。