
一种电磁四通换向阀上的焊管定位工装.pdf

羽沫****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电磁四通换向阀上的焊管定位工装.pdf
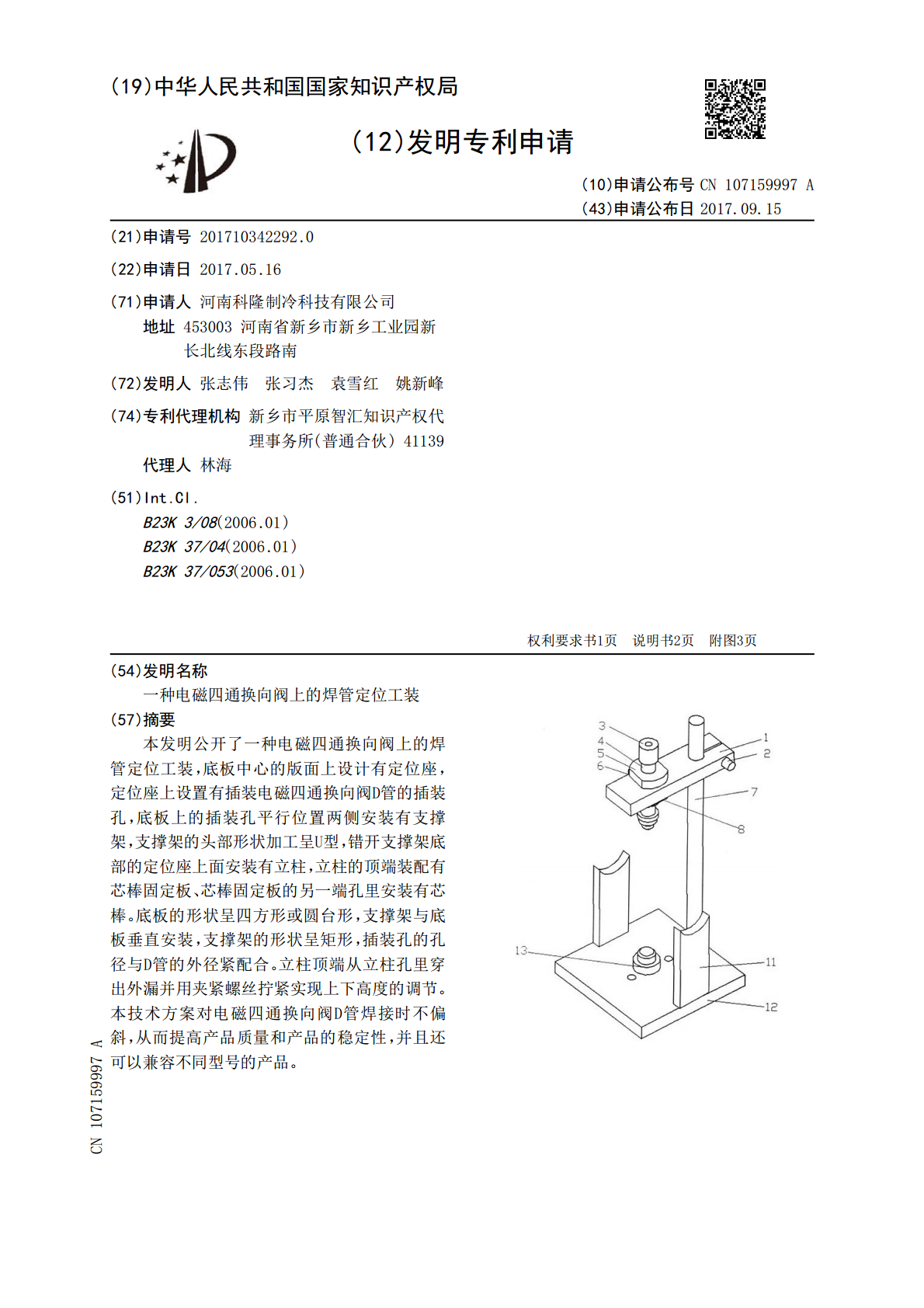
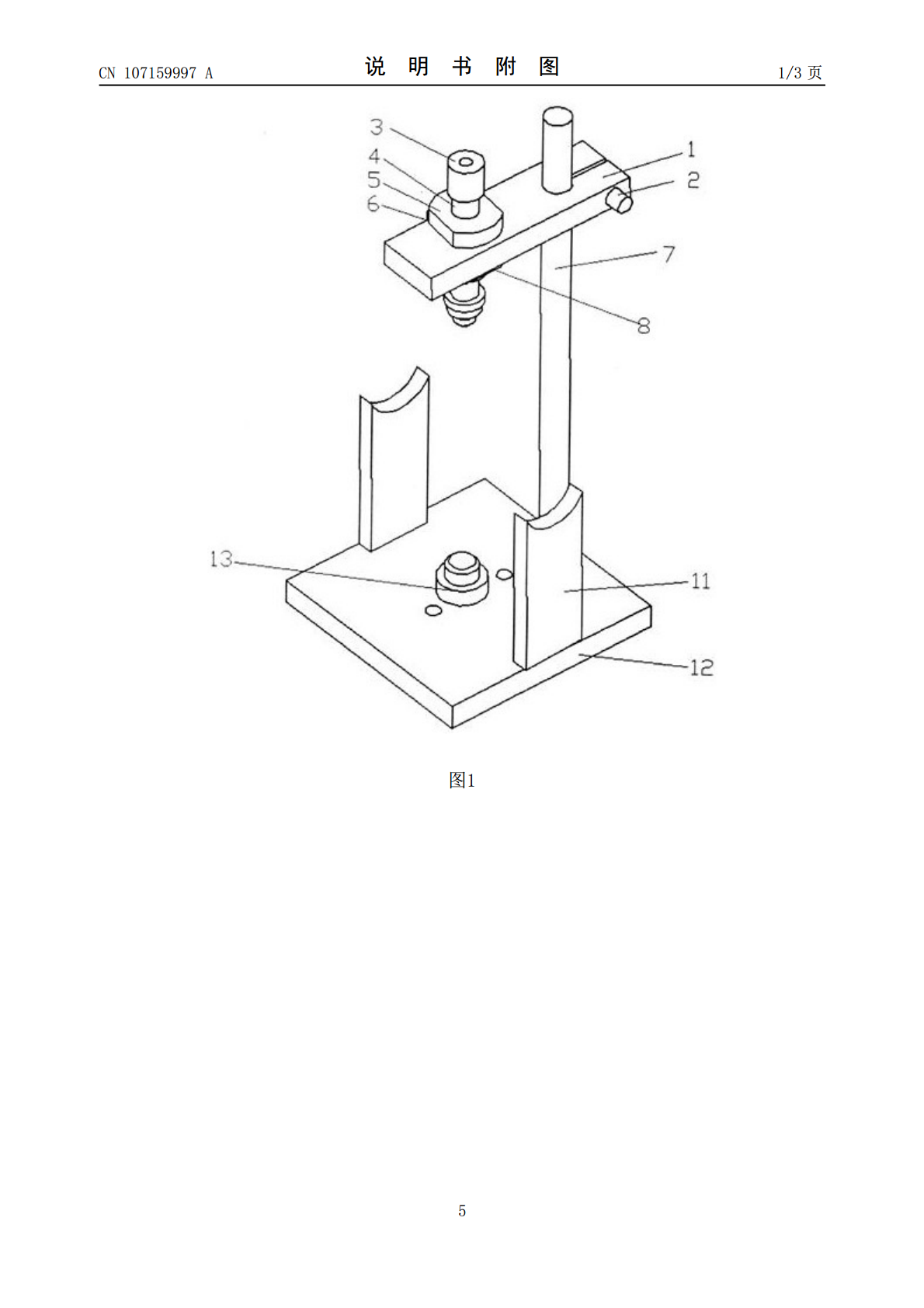
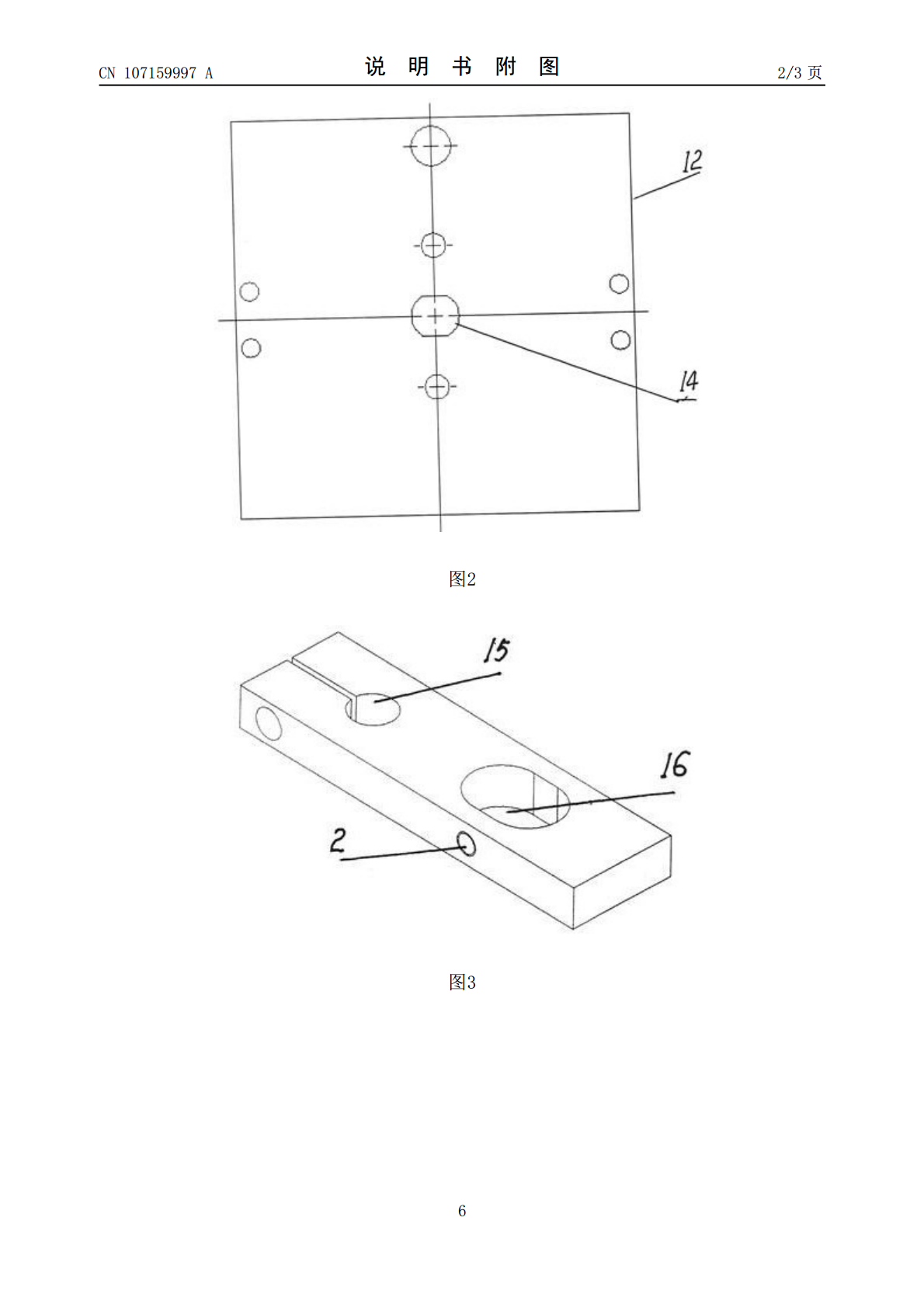
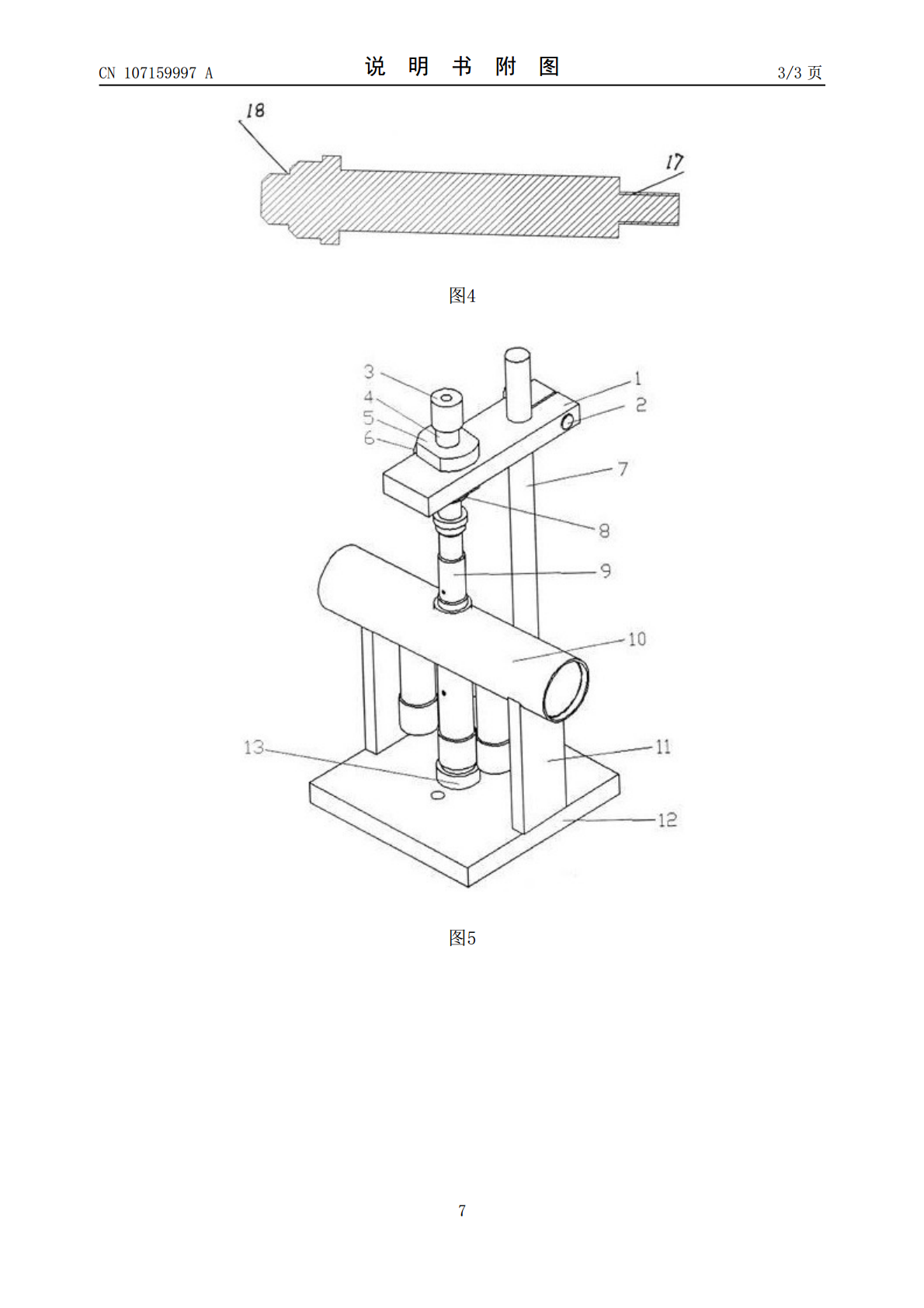
本发明公开了一种电磁四通换向阀上的焊管定位工装,底板中心的版面上设计有定位座,定位座上设置有插装电磁四通换向阀D管的插装孔,底板上的插装孔平行位置两侧安装有支撑架,支撑架的头部形状加工呈U型,错开支撑架底部的定位座上面安装有立柱,立柱的顶端装配有芯棒固定板、芯棒固定板的另一端孔里安装有芯棒。底板的形状呈四方形或圆台形,支撑架与底板垂直安装,支撑架的形状呈矩形,插装孔的孔径与D管的外径紧配合。立柱顶端从立柱孔里穿出外漏并用夹紧螺丝拧紧实现上下高度的调节。本技术方案对电磁四通换向阀D管焊接时不偏斜,从而提高产
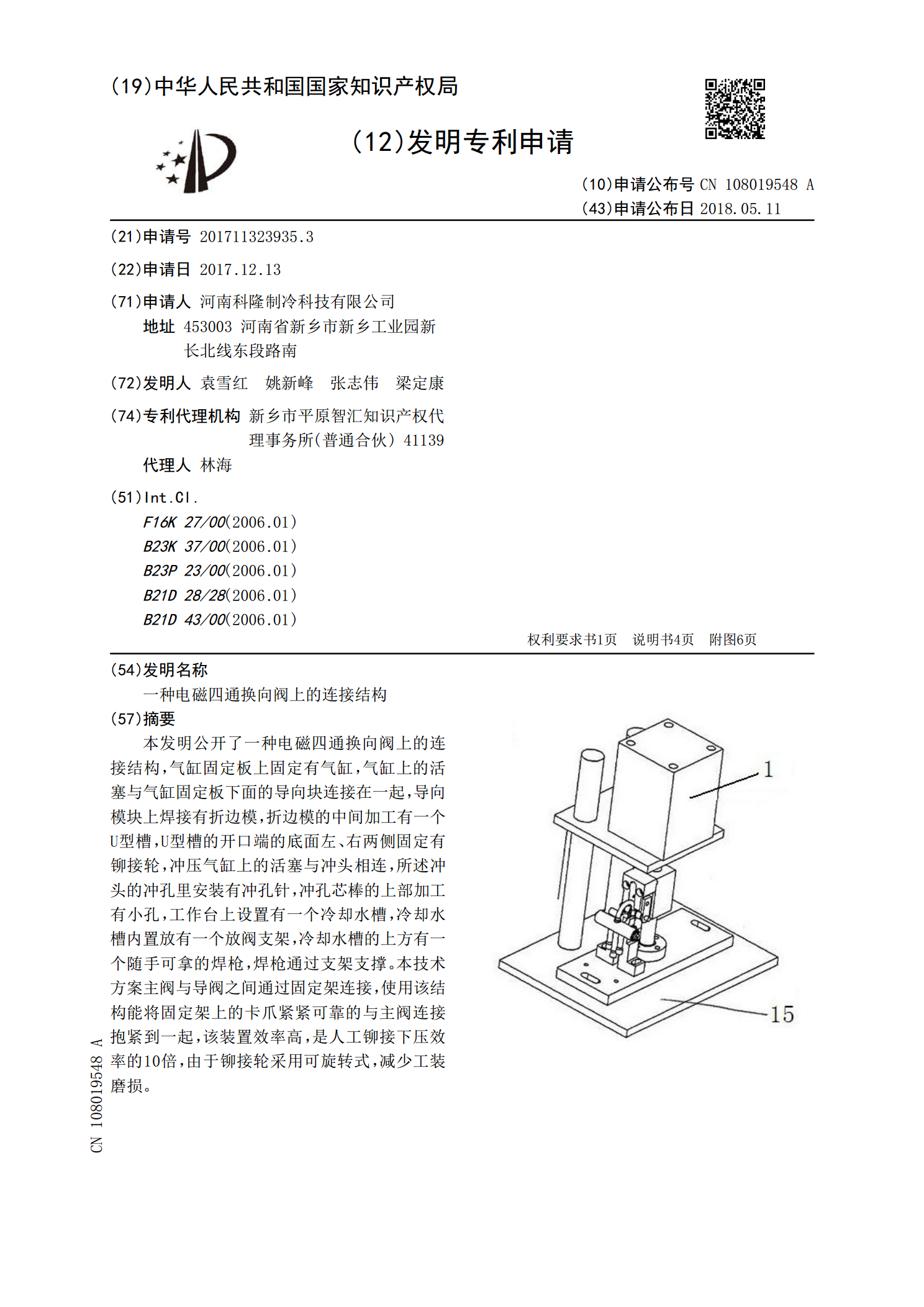
一种电磁四通换向阀上的连接结构.pdf
本发明公开了一种电磁四通换向阀上的连接结构,气缸固定板上固定有气缸,气缸上的活塞与气缸固定板下面的导向块连接在一起,导向模块上焊接有折边模,折边模的中间加工有一个U型槽,U型槽的开口端的底面左、右两侧固定有铆接轮,冲压气缸上的活塞与冲头相连,所述冲头的冲孔里安装有冲孔针,冲孔芯棒的上部加工有小孔,工作台上设置有一个冷却水槽,冷却水槽内置放有一个放阀支架,冷却水槽的上方有一个随手可拿的焊枪,焊枪通过支架支撑。本技术方案主阀与导阀之间通过固定架连接,使用该结构能将固定架上的卡爪紧紧可靠的与主阀连接抱紧到一起,
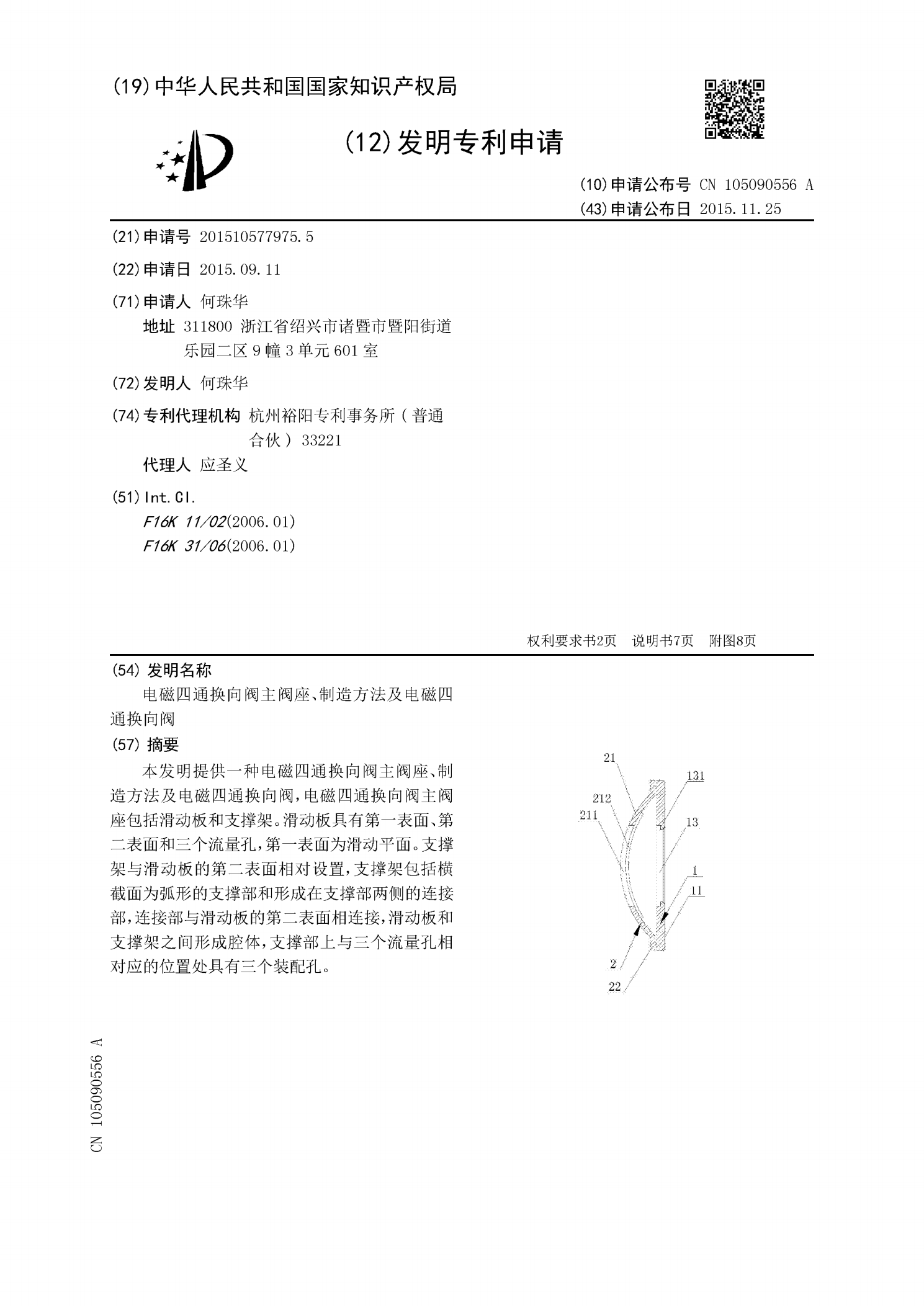
电磁四通换向阀主阀座、制造方法及电磁四通换向阀.pdf
本发明提供一种电磁四通换向阀主阀座、制造方法及电磁四通换向阀,电磁四通换向阀主阀座包括滑动板和支撑架。滑动板具有第一表面、第二表面和三个流量孔,第一表面为滑动平面。支撑架与滑动板的第二表面相对设置,支撑架包括横截面为弧形的支撑部和形成在支撑部两侧的连接部,连接部与滑动板的第二表面相连接,滑动板和支撑架之间形成腔体,支撑部上与三个流量孔相对应的位置处具有三个装配孔。
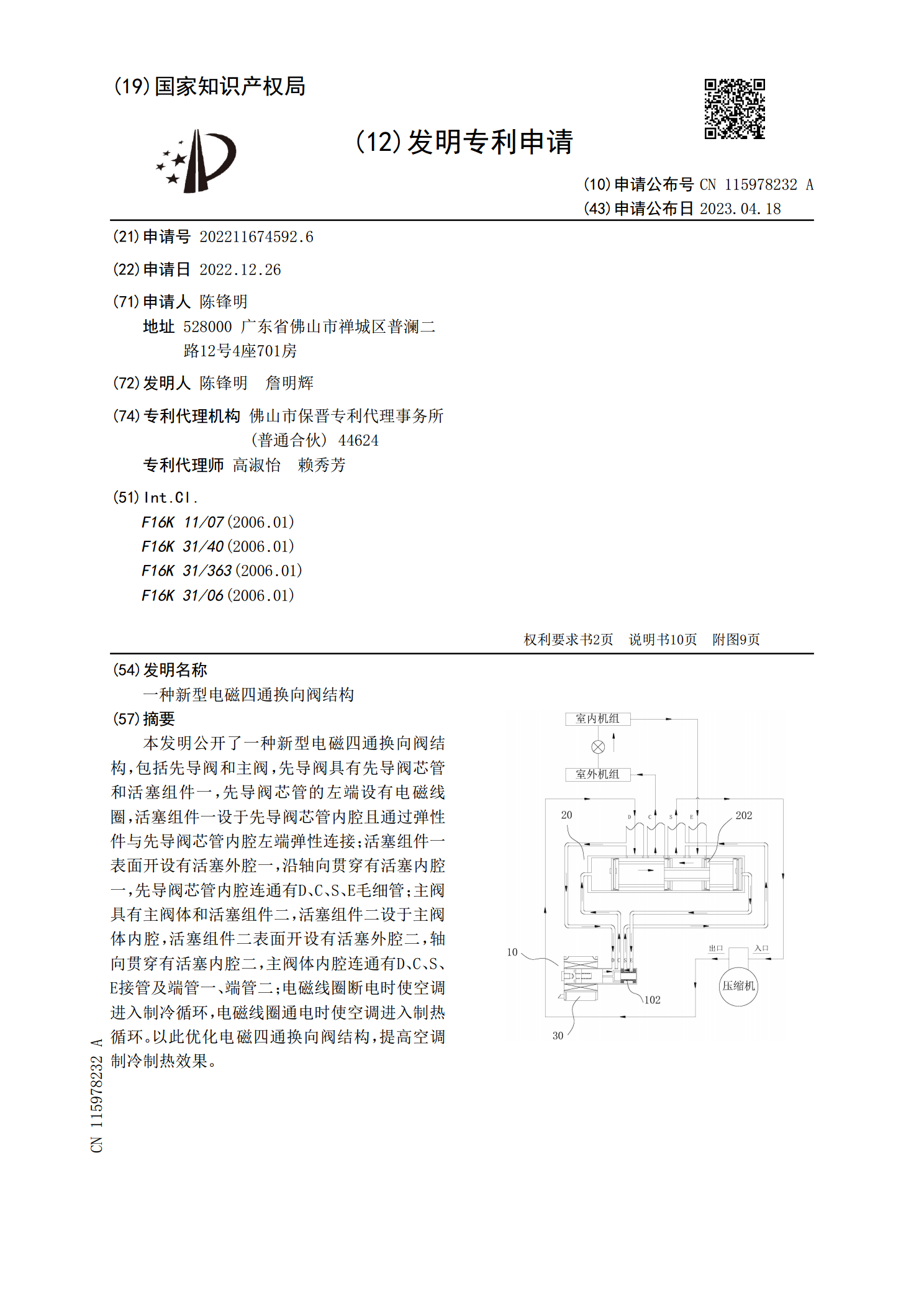
一种新型电磁四通换向阀结构.pdf
本发明公开了一种新型电磁四通换向阀结构,包括先导阀和主阀,先导阀具有先导阀芯管和活塞组件一,先导阀芯管的左端设有电磁线圈,活塞组件一设于先导阀芯管内腔且通过弹性件与先导阀芯管内腔左端弹性连接;活塞组件一表面开设有活塞外腔一,沿轴向贯穿有活塞内腔一,先导阀芯管内腔连通有D、C、S、E毛细管;主阀具有主阀体和活塞组件二,活塞组件二设于主阀体内腔,活塞组件二表面开设有活塞外腔二,轴向贯穿有活塞内腔二,主阀体内腔连通有D、C、S、E接管及端管一、端管二;电磁线圈断电时使空调进入制冷循环,电磁线圈通电时使空调进入制
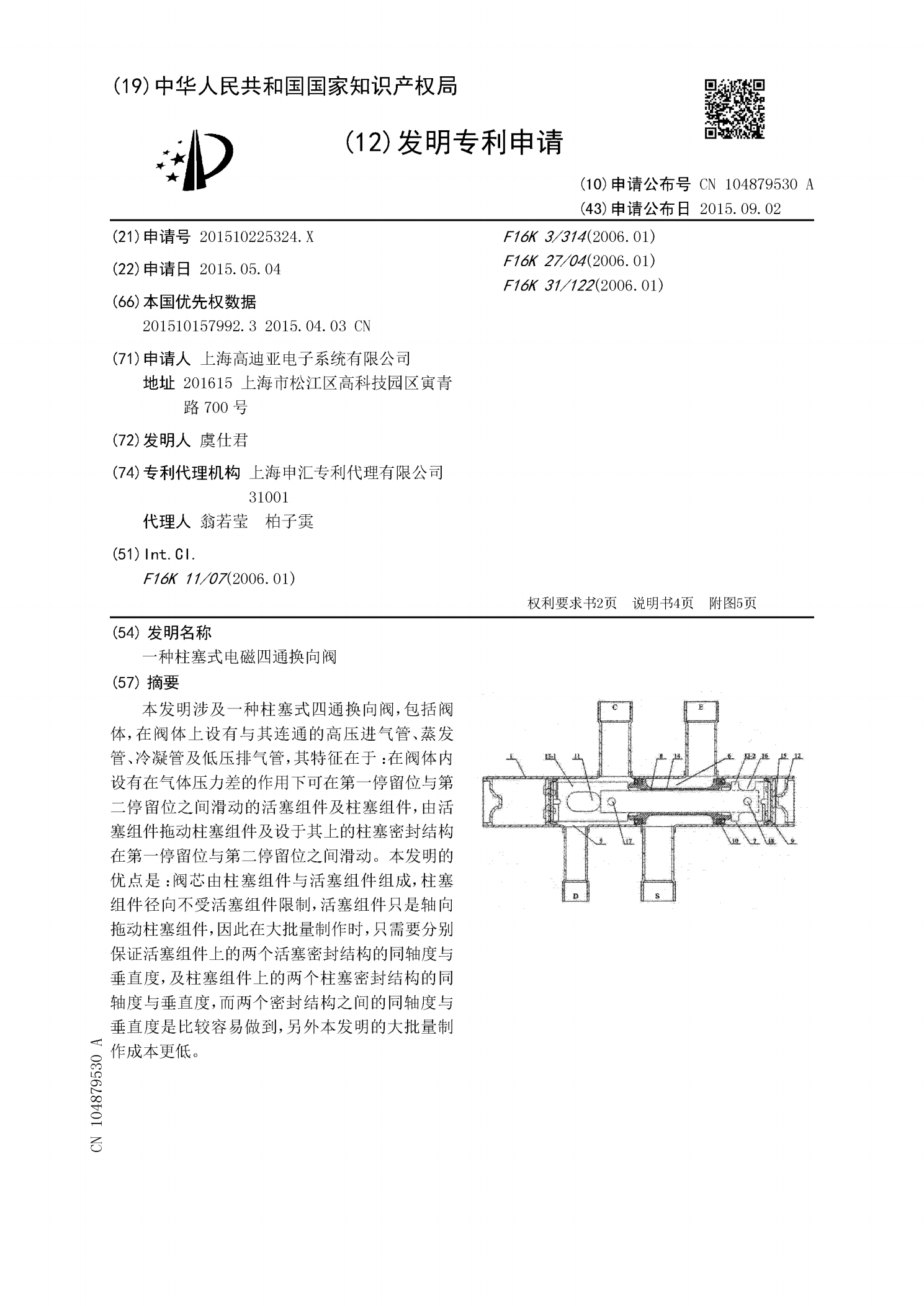
一种柱塞式电磁四通换向阀.pdf
本发明涉及一种柱塞式四通换向阀,包括阀体,在阀体上设有与其连通的高压进气管、蒸发管、冷凝管及低压排气管,其特征在于:在阀体内设有在气体压力差的作用下可在第一停留位与第二停留位之间滑动的活塞组件及柱塞组件,由活塞组件拖动柱塞组件及设于其上的柱塞密封结构在第一停留位与第二停留位之间滑动。本发明的优点是:阀芯由柱塞组件与活塞组件组成,柱塞组件径向不受活塞组件限制,活塞组件只是轴向拖动柱塞组件,因此在大批量制作时,只需要分别保证活塞组件上的两个活塞密封结构的同轴度与垂直度,及柱塞组件上的两个柱塞密封结构的同轴度与