
一种高效率全方位门板喷漆设备.pdf

努力****南绿

1/8

2/8
3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效率全方位门板喷漆设备.pdf
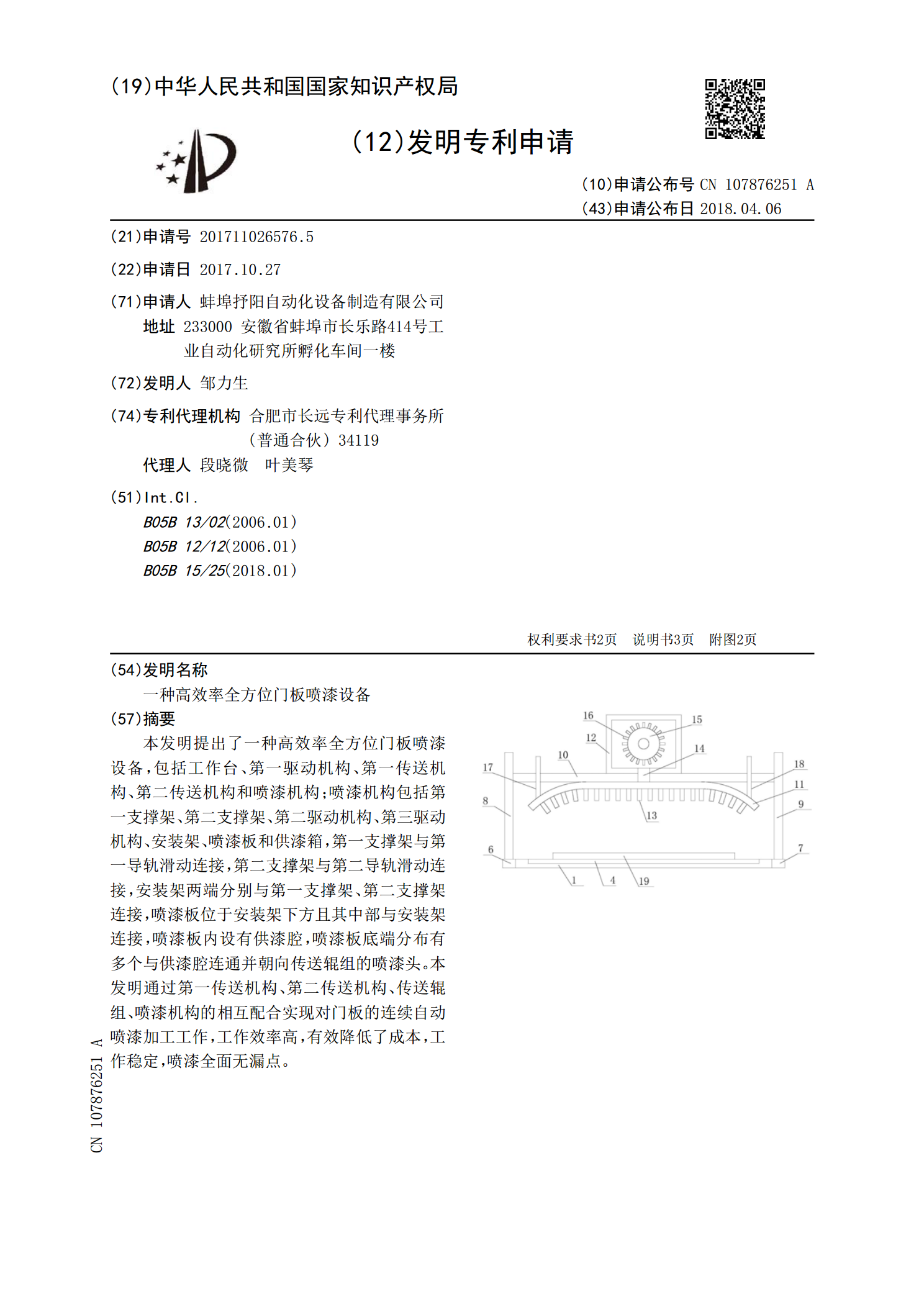
本发明提出了一种高效率全方位门板喷漆设备,包括工作台、第一驱动机构、第一传送机构、第二传送机构和喷漆机构;喷漆机构包括第一支撑架、第二支撑架、第二驱动机构、第三驱动机构、安装架、喷漆板和供漆箱,第一支撑架与第一导轨滑动连接,第二支撑架与第二导轨滑动连接,安装架两端分别与第一支撑架、第二支撑架连接,喷漆板位于安装架下方且其中部与安装架连接,喷漆板内设有供漆腔,喷漆板底端分布有多个与供漆腔连通并朝向传送辊组的喷漆头。本发明通过第一传送机构、第二传送机构、传送辊组、喷漆机构的相互配合实现对门板的连续自动喷漆加工
一种门板连续喷漆设备.pdf
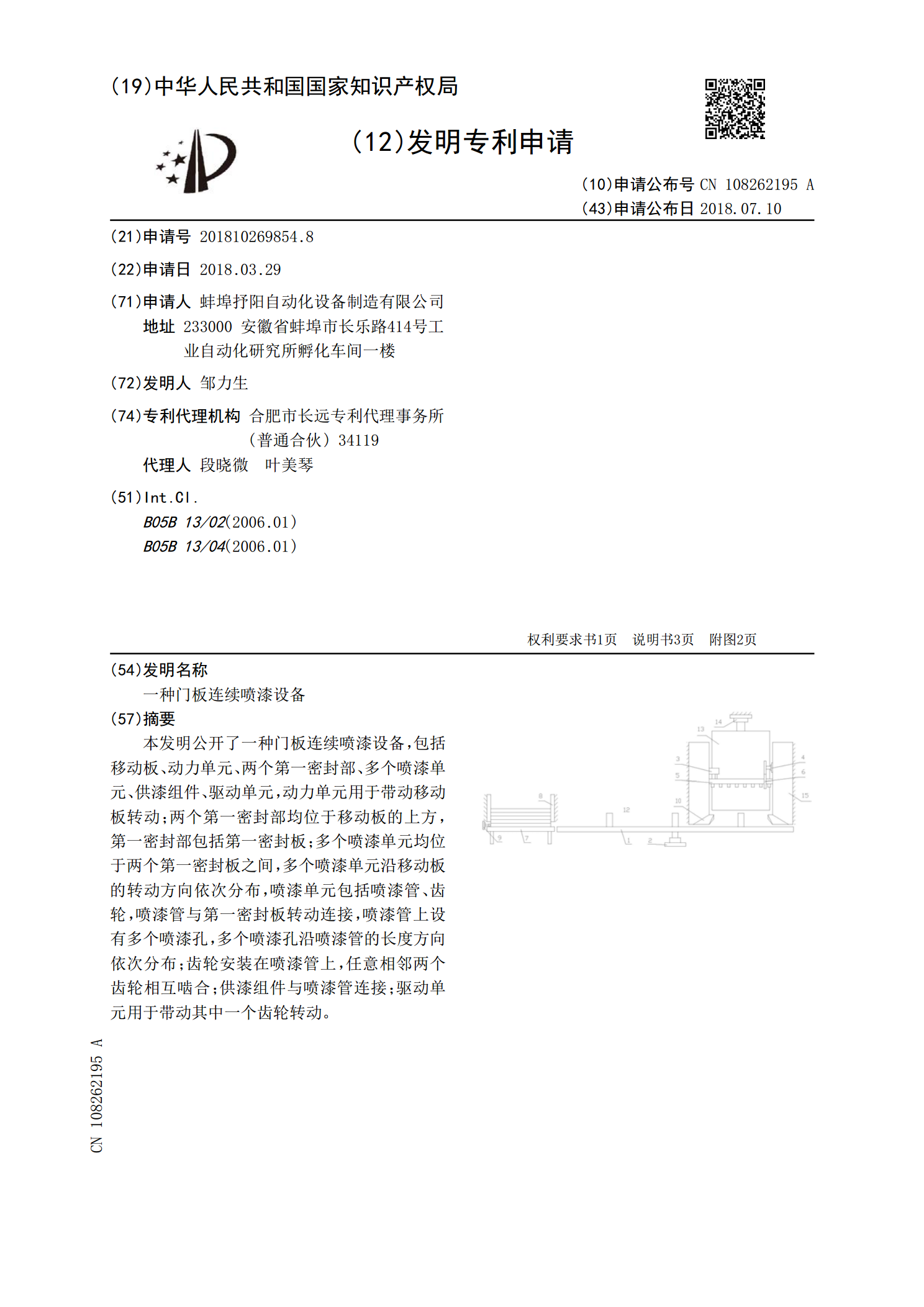
本发明公开了一种门板连续喷漆设备,包括移动板、动力单元、两个第一密封部、多个喷漆单元、供漆组件、驱动单元,动力单元用于带动移动板转动;两个第一密封部均位于移动板的上方,第一密封部包括第一密封板;多个喷漆单元均位于两个第一密封板之间,多个喷漆单元沿移动板的转动方向依次分布,喷漆单元包括喷漆管、齿轮,喷漆管与第一密封板转动连接,喷漆管上设有多个喷漆孔,多个喷漆孔沿喷漆管的长度方向依次分布;齿轮安装在喷漆管上,任意相邻两个齿轮相互啮合;供漆组件与喷漆管连接;驱动单元用于带动其中一个齿轮转动。
一种门板快速喷漆加工设备.pdf
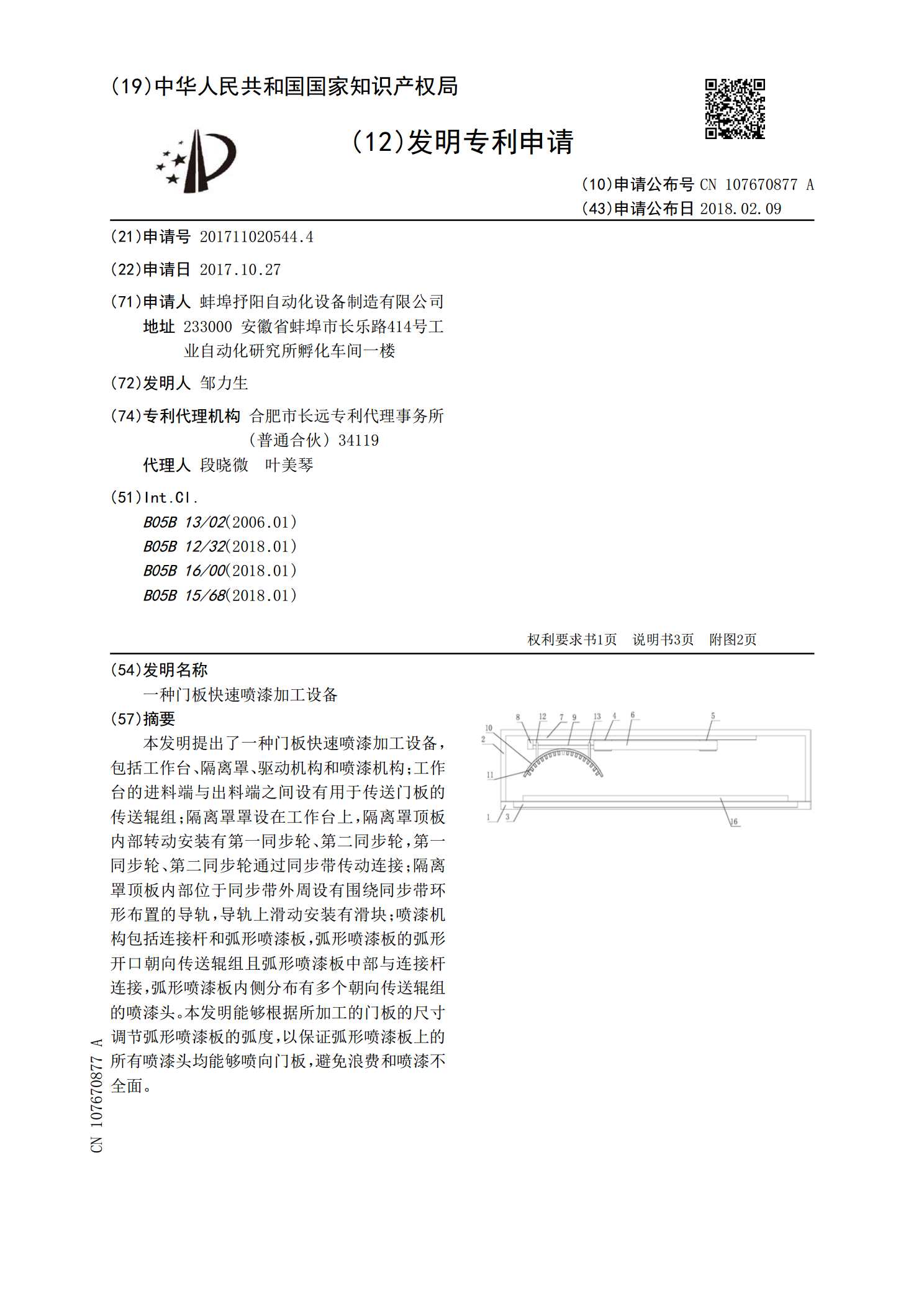
本发明提出了一种门板快速喷漆加工设备,包括工作台、隔离罩、驱动机构和喷漆机构;工作台的进料端与出料端之间设有用于传送门板的传送辊组;隔离罩罩设在工作台上,隔离罩顶板内部转动安装有第一同步轮、第二同步轮,第一同步轮、第二同步轮通过同步带传动连接;隔离罩顶板内部位于同步带外周设有围绕同步带环形布置的导轨,导轨上滑动安装有滑块;喷漆机构包括连接杆和弧形喷漆板,弧形喷漆板的弧形开口朝向传送辊组且弧形喷漆板中部与连接杆连接,弧形喷漆板内侧分布有多个朝向传送辊组的喷漆头。本发明能够根据所加工的门板的尺寸调节弧形喷漆板
一种高效率喷漆设备.pdf
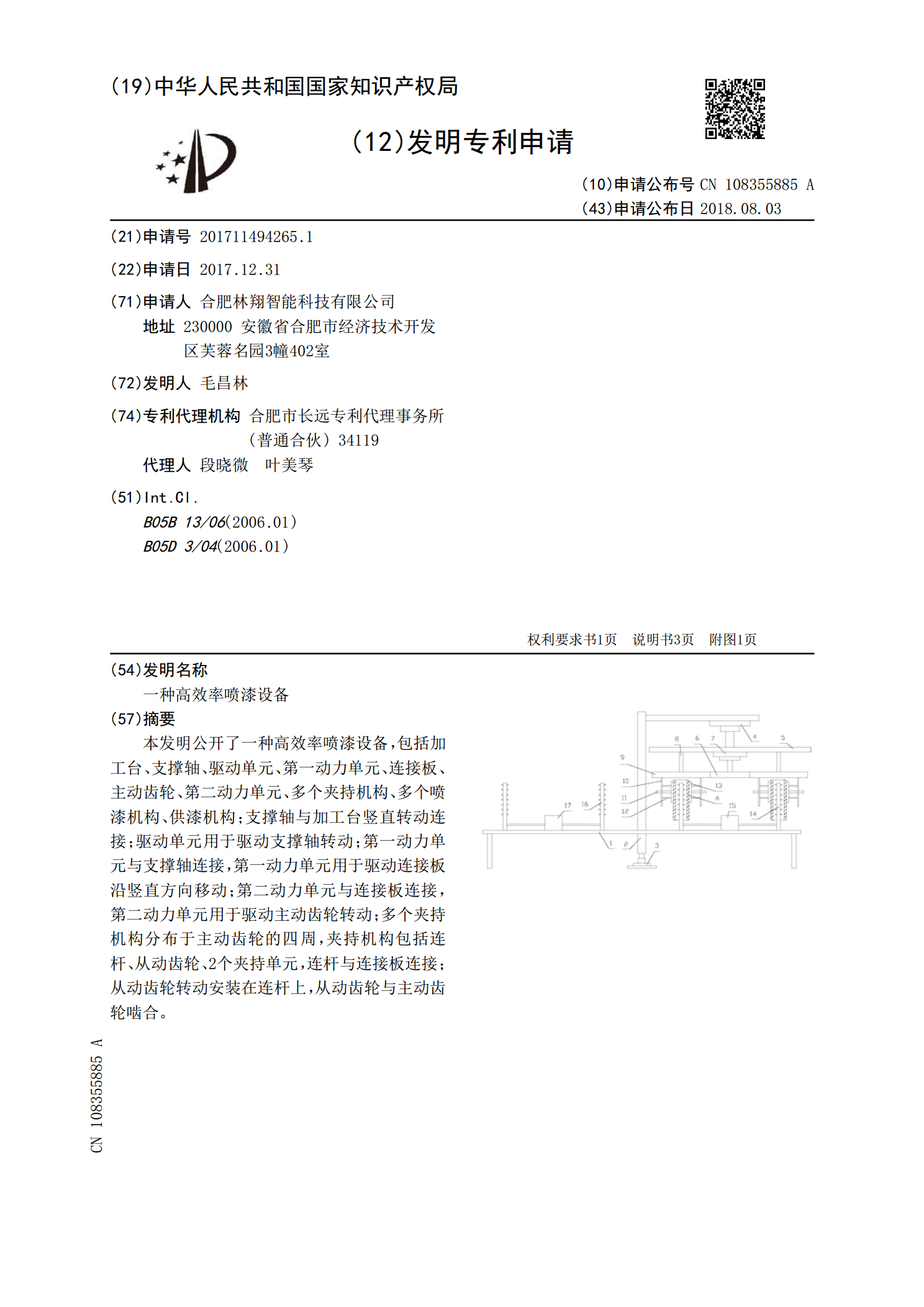
本发明公开了一种高效率喷漆设备,包括加工台、支撑轴、驱动单元、第一动力单元、连接板、主动齿轮、第二动力单元、多个夹持机构、多个喷漆机构、供漆机构;支撑轴与加工台竖直转动连接;驱动单元用于驱动支撑轴转动;第一动力单元与支撑轴连接,第一动力单元用于驱动连接板沿竖直方向移动;第二动力单元与连接板连接,第二动力单元用于驱动主动齿轮转动;多个夹持机构分布于主动齿轮的四周,夹持机构包括连杆、从动齿轮、2个夹持单元,连杆与连接板连接;从动齿轮转动安装在连杆上,从动齿轮与主动齿轮啮合。
一种全方位自动喷漆设备.pdf
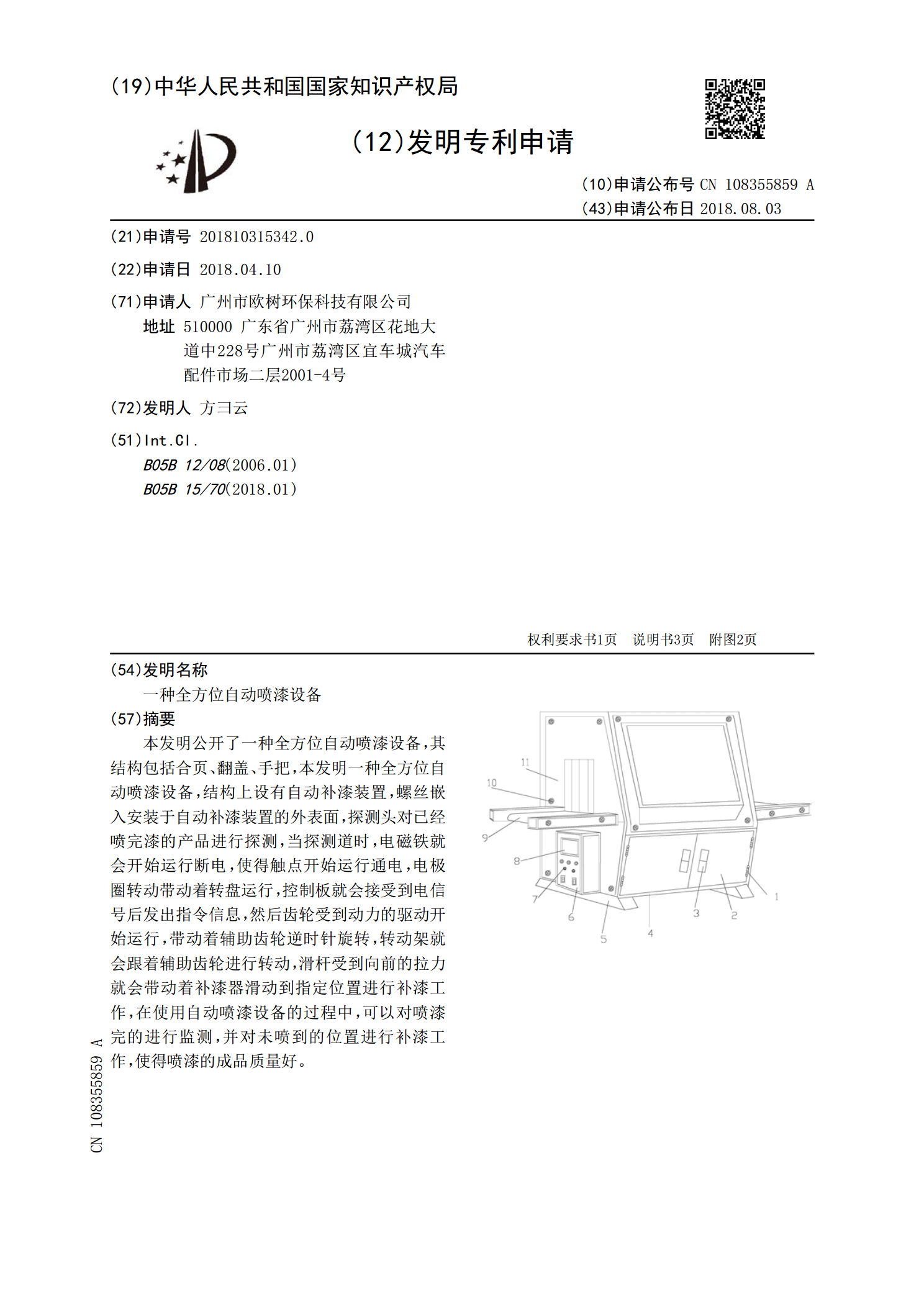
本发明公开了一种全方位自动喷漆设备,其结构包括合页、翻盖、手把,本发明一种全方位自动喷漆设备,结构上设有自动补漆装置,螺丝嵌入安装于自动补漆装置的外表面,探测头对已经喷完漆的产品进行探测,当探测道时,电磁铁就会开始运行断电,使得触点开始运行通电,电极圈转动带动着转盘运行,控制板就会接受到电信号后发出指令信息,然后齿轮受到动力的驱动开始运行,带动着辅助齿轮逆时针旋转,转动架就会跟着辅助齿轮进行转动,滑杆受到向前的拉力就会带动着补漆器滑动到指定位置进行补漆工作,在使用自动喷漆设备的过程中,可以对喷漆完的进行监