
一种大型工件压套装置、压套系统.pdf

猫巷****盟主

1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型工件压套装置、压套系统.pdf
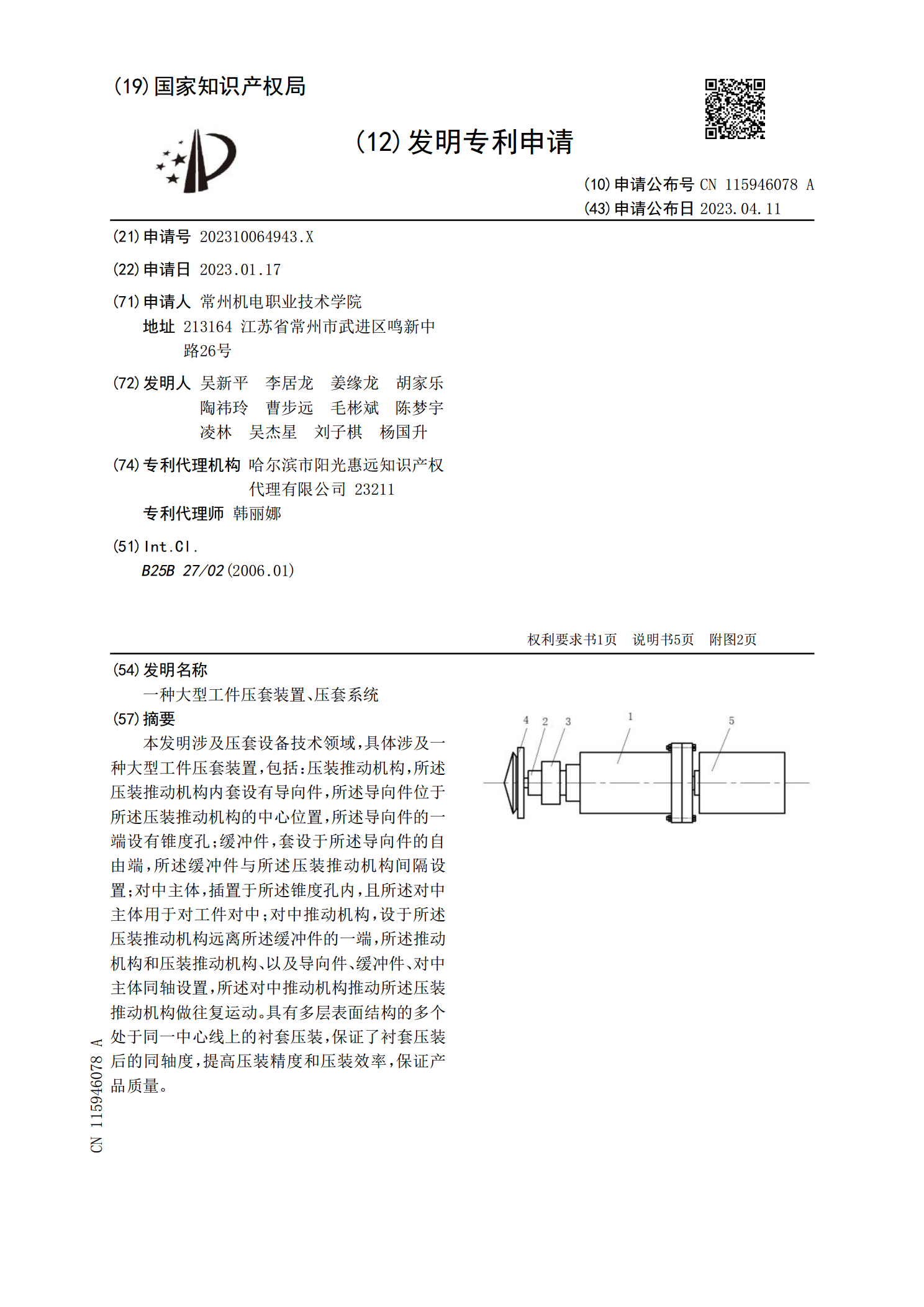
本发明涉及压套设备技术领域,具体涉及一种大型工件压套装置,包括:压装推动机构,所述压装推动机构内套设有导向件,所述导向件位于所述压装推动机构的中心位置,所述导向件的一端设有锥度孔;缓冲件,套设于所述导向件的自由端,所述缓冲件与所述压装推动机构间隔设置;对中主体,插置于所述锥度孔内,且所述对中主体用于对工件对中;对中推动机构,设于所述压装推动机构远离所述缓冲件的一端,所述推动机构和压装推动机构、以及导向件、缓冲件、对中主体同轴设置,所述对中推动机构推动所述压装推动机构做往复运动。具有多层表面结构的多个处于同

工件压套机构.pdf
本发明公开了一种工件压套机构,第一转盘上开有轴向的第一定位孔,第一转盘一侧的上方为竖直设置的第一工件料仓,第一工件料仓的出口可与定位孔相对,第一转盘另一侧的上方设有压头,压头可与定位孔相对,第一转盘通过竖直的第一转轴带动,第一转轴上还固定有第一齿轮,与第一齿轮啮合的设有第二齿轮,第二齿轮固定在第二转轴上,第二转轴的上端固定有第二转盘,第二转盘的下方设有水平的第一承板,第一承板套设在第二转轴上,第二转盘上开有轴向的第二定位孔,第二转盘的上方设有第二工件料仓,第二工件料仓的出口可与第二定位孔相对,第一转盘和第
工件压中装置及工件压中送料装置.pdf
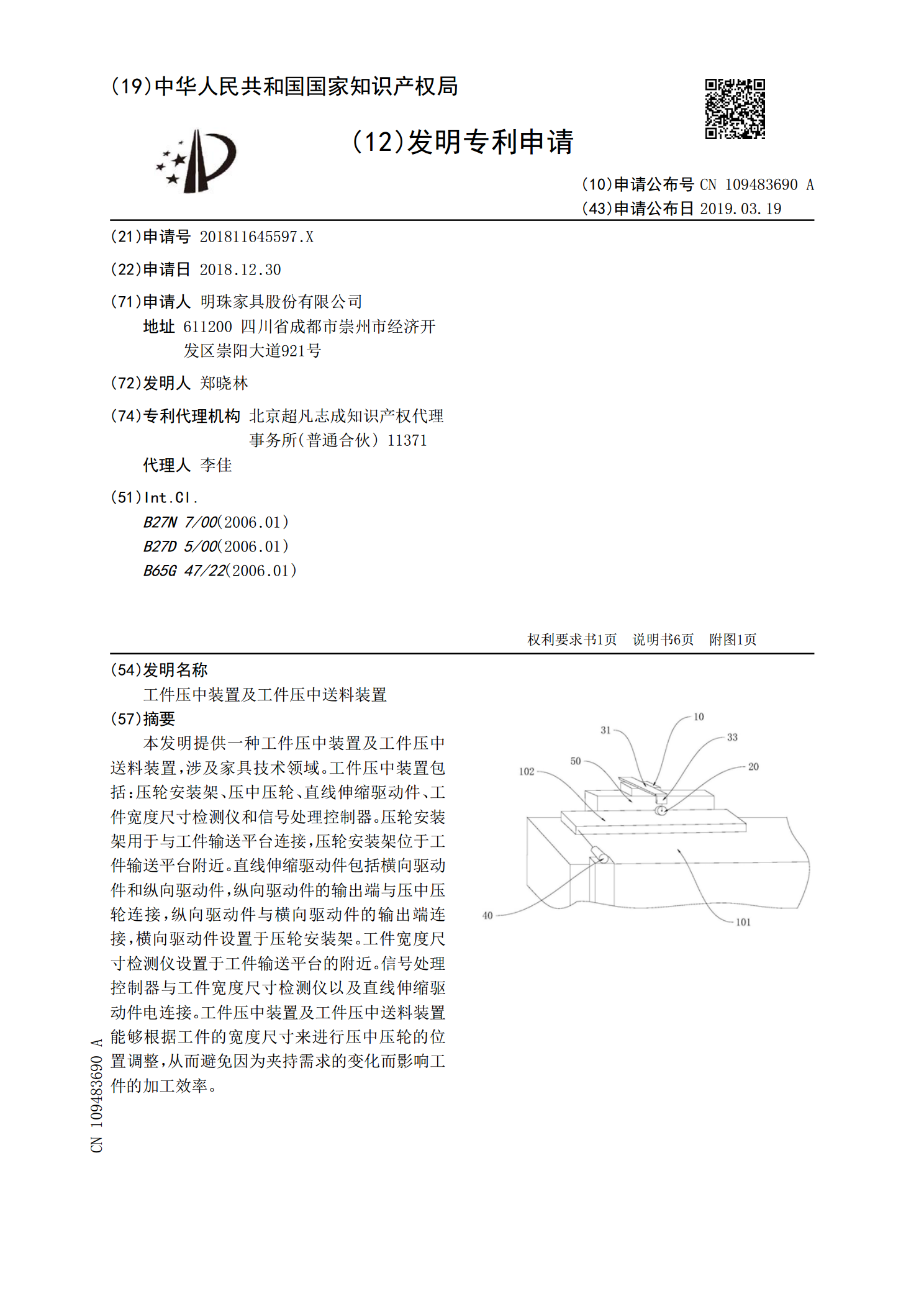
本发明提供一种工件压中装置及工件压中送料装置,涉及家具技术领域。工件压中装置包括:压轮安装架、压中压轮、直线伸缩驱动件、工件宽度尺寸检测仪和信号处理控制器。压轮安装架用于与工件输送平台连接,压轮安装架位于工件输送平台附近。直线伸缩驱动件包括横向驱动件和纵向驱动件,纵向驱动件的输出端与压中压轮连接,纵向驱动件与横向驱动件的输出端连接,横向驱动件设置于压轮安装架。工件宽度尺寸检测仪设置于工件输送平台的附近。信号处理控制器与工件宽度尺寸检测仪以及直线伸缩驱动件电连接。工件压中装置及工件压中送料装置能够根据工件的
一种工件移送压装装置.pdf
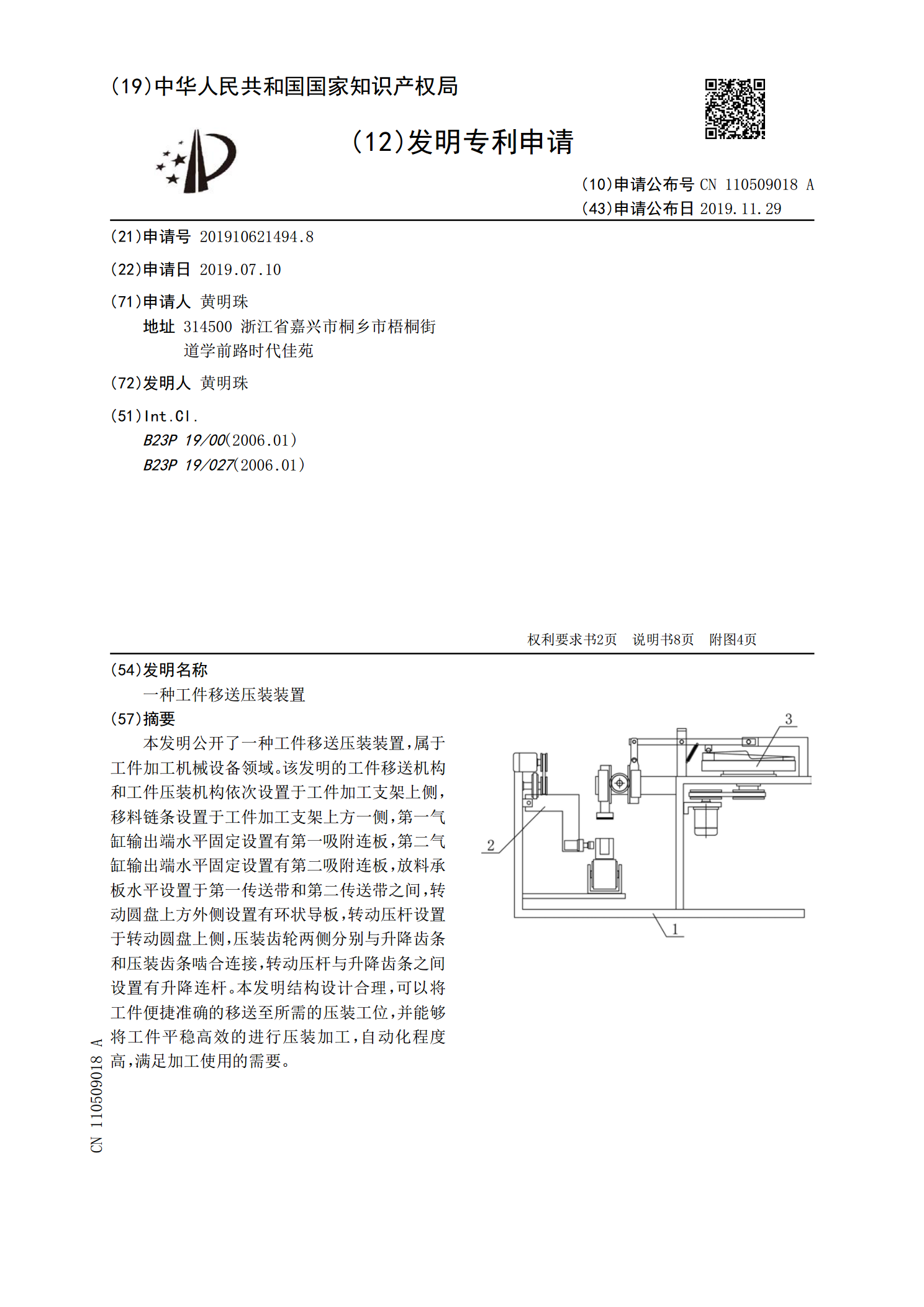
本发明公开了一种工件移送压装装置,属于工件加工机械设备领域。该发明的工件移送机构和工件压装机构依次设置于工件加工支架上侧,移料链条设置于工件加工支架上方一侧,第一气缸输出端水平固定设置有第一吸附连板,第二气缸输出端水平固定设置有第二吸附连板,放料承板水平设置于第一传送带和第二传送带之间,转动圆盘上方外侧设置有环状导板,转动压杆设置于转动圆盘上侧,压装齿轮两侧分别与升降齿条和压装齿条啮合连接,转动压杆与升降齿条之间设置有升降连杆。本发明结构设计合理,可以将工件便捷准确的移送至所需的压装工位,并能够将工件平稳
一种工件压接成型装置.pdf
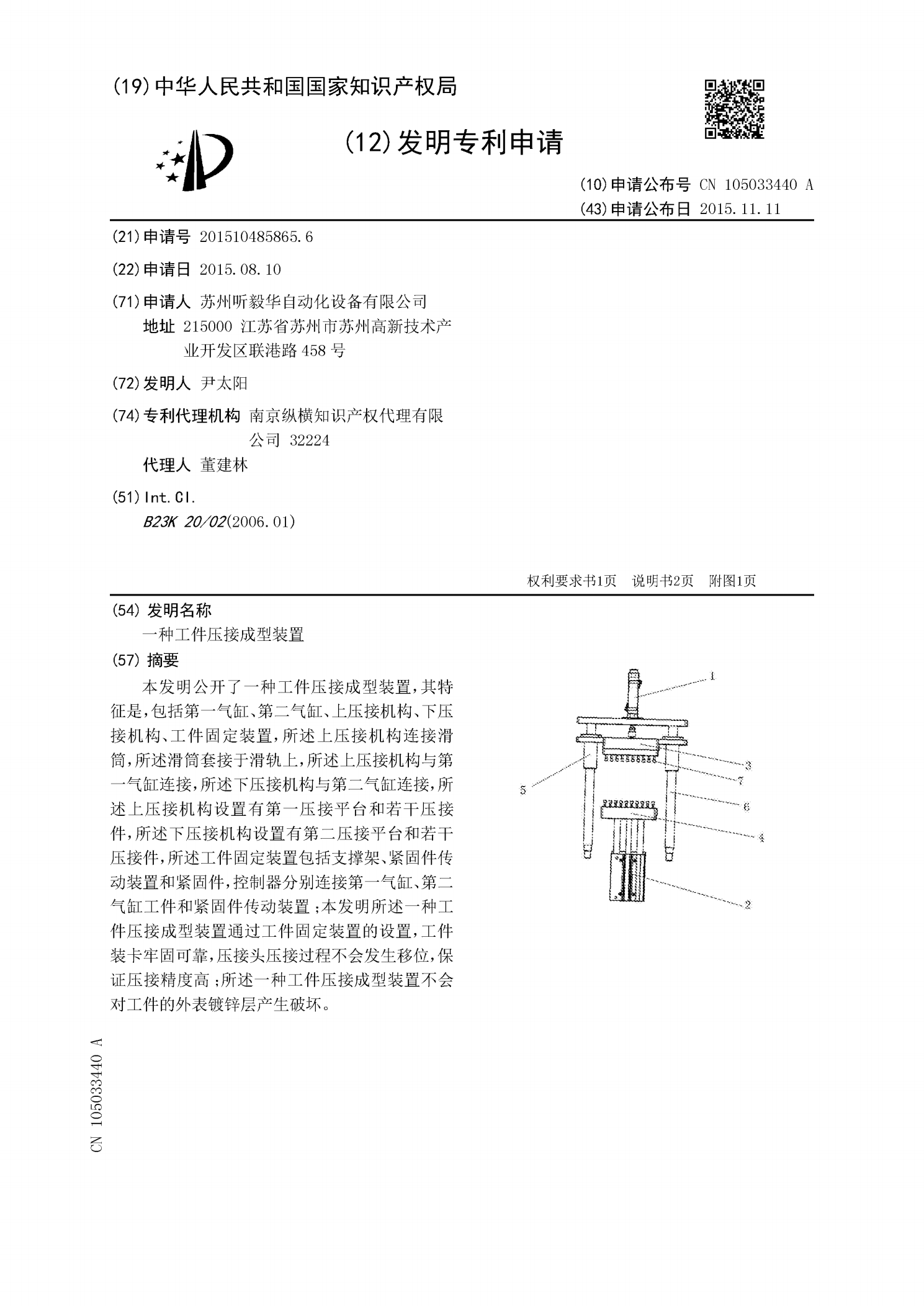
本发明公开了一种工件压接成型装置,其特征是,包括第一气缸、第二气缸、上压接机构、下压接机构、工件固定装置,所述上压接机构连接滑筒,所述滑筒套接于滑轨上,所述上压接机构与第一气缸连接,所述下压接机构与第二气缸连接,所述上压接机构设置有第一压接平台和若干压接件,所述下压接机构设置有第二压接平台和若干压接件,所述工件固定装置包括支撑架、紧固件传动装置和紧固件,控制器分别连接第一气缸、第二气缸工件和紧固件传动装置;本发明所述一种工件压接成型装置通过工件固定装置的设置,工件装卡牢固可靠,压接头压接过程不会发生移位,