
一种粘性液体板材的双辊压平装置及方法.pdf

景福****90

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粘性液体板材的双辊压平装置及方法.pdf
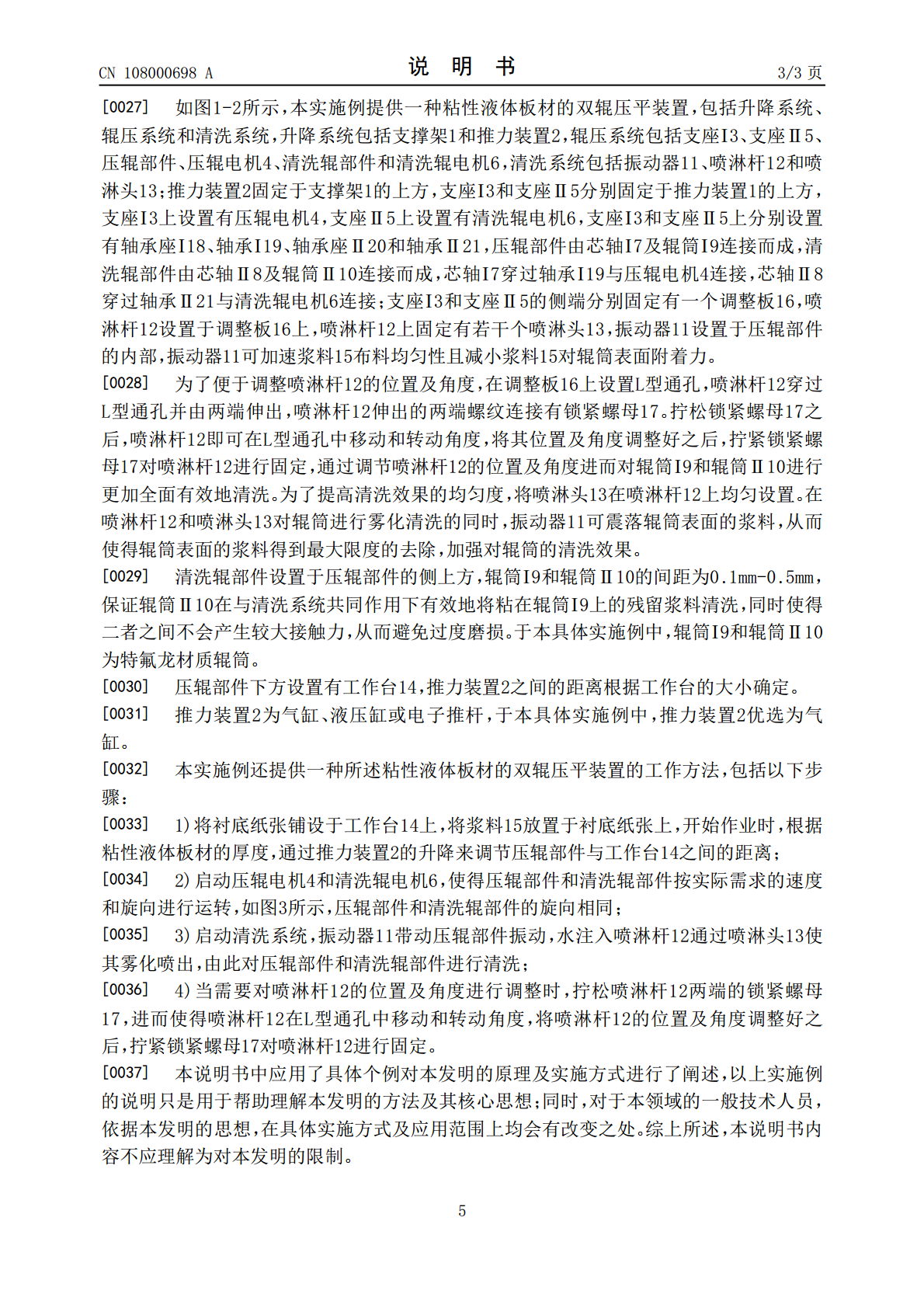
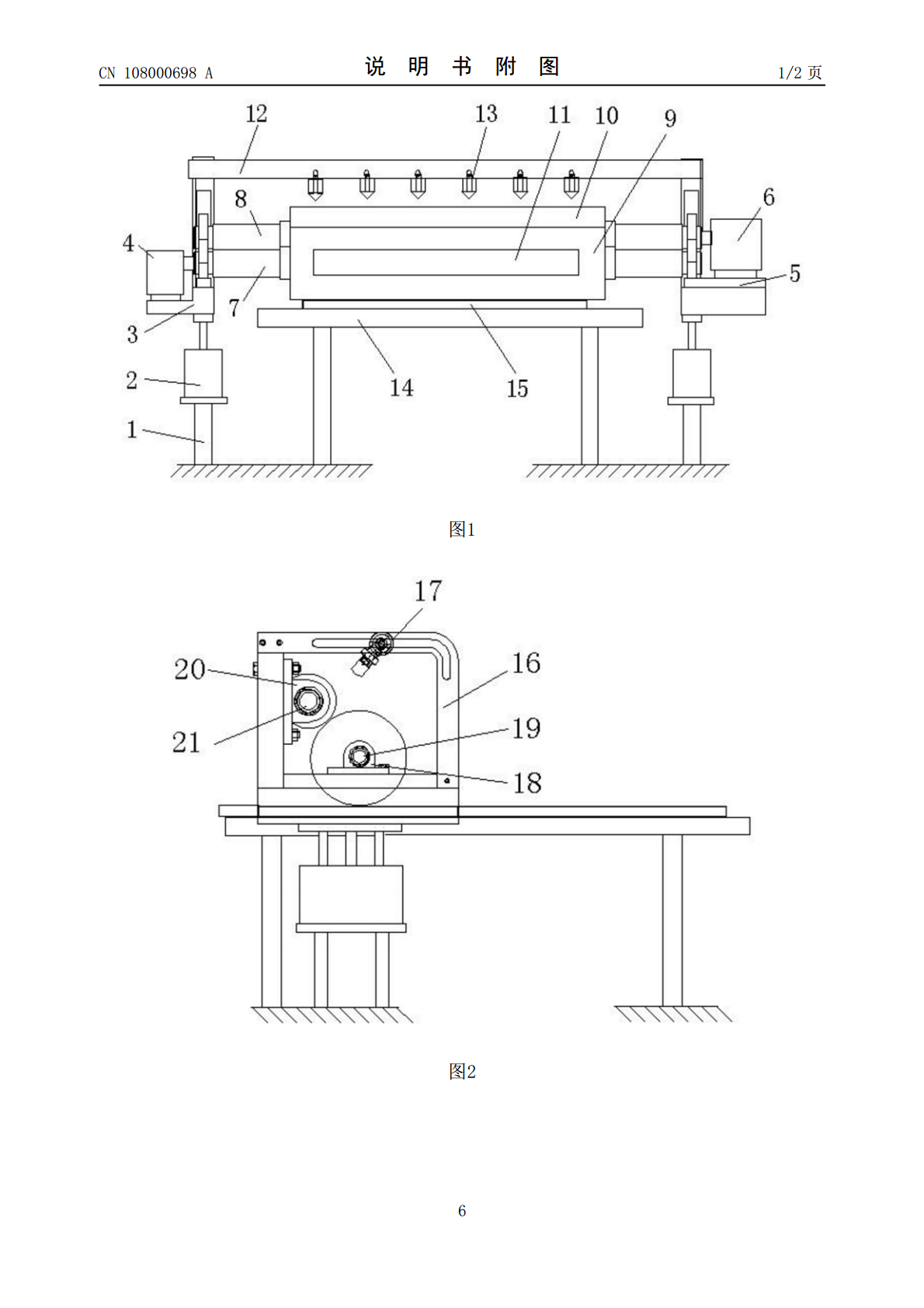
本发明公开一种粘性液体板材的双辊压平装置及方法,涉及粘性液体板材压平及清洗领域,包括升降系统、辊压系统和清洗系统,升降系统包括支撑架和推力装置,辊压系统包括支座Ⅰ、支座Ⅱ、压辊部件、压辊电机、清洗辊部件和清洗辊电机,清洗系统包括振动器、喷淋杆和喷淋头,支座Ⅰ和支座Ⅱ的侧端分别固定有一个调整板,喷淋杆设置于调整板上,喷淋杆上固定有若干个喷淋头,振动器设置于压辊部件的内部。本发明的粘性液体板材的双辊压平装置及方法,对粘性液体浆料进行均匀布料并且对辊筒进行有效清洗,保证辊筒离开浆料后的清洗效果进而保证产品质量,

一种板材压平装置.pdf
本发明公开了一种板材压平装置,包括:机架、挤压轴、驱动轴、传动齿轮、电机、驱动齿轮,机架上从前往后通过轴承均匀水平安装多个挤压轴,机架上从前往后通过轴承均匀水平安装多个驱动轴,驱动轴的数量与挤压轴的数量相同,且每一个挤压轴的正上方均对应一个驱动轴,且每一个挤压轴与正上方的驱动轴之间的距离均小于所要压平的板材的厚度,每一个驱动轴的右端均固设一个传动齿轮,且相邻的两个传动齿轮之间啮合,机架的底部固设一个电机,电机的输出轴上固设一个驱动齿轮,驱动齿轮与最前端的传动齿轮啮合。本发明具有使用方便、省工省时等优点。

一种辊式压平裁剪装置.pdf
本发明属于香烟生产检测技术领域,涉及一种辊式压平裁剪装置,包括放置台,放置台底部一体成型有底座,放置台中部设有模台,模台底端安装有固定柱,放置台与模台之间设有第一刀槽,底座上安装有横板,固定柱安装于横板上,放置台上铰接安装有压板和顶升架,压板上一体成型有第一铰接架,顶升架位于模台下部一端的上方设有刀台,压板上设有铰接座,铰接座上铰接有压杆,压杆与压板之间安装有连接弹簧,放置台上安装有滑动压平机构,用于目前在包装纸在剪裁时由于刀具的压力使包装纸样品的边缘留下上翘的压痕,导致样本烟纸的抗弯能力增大影响检测结果
一种具有支撑结构的双辊压平机.pdf
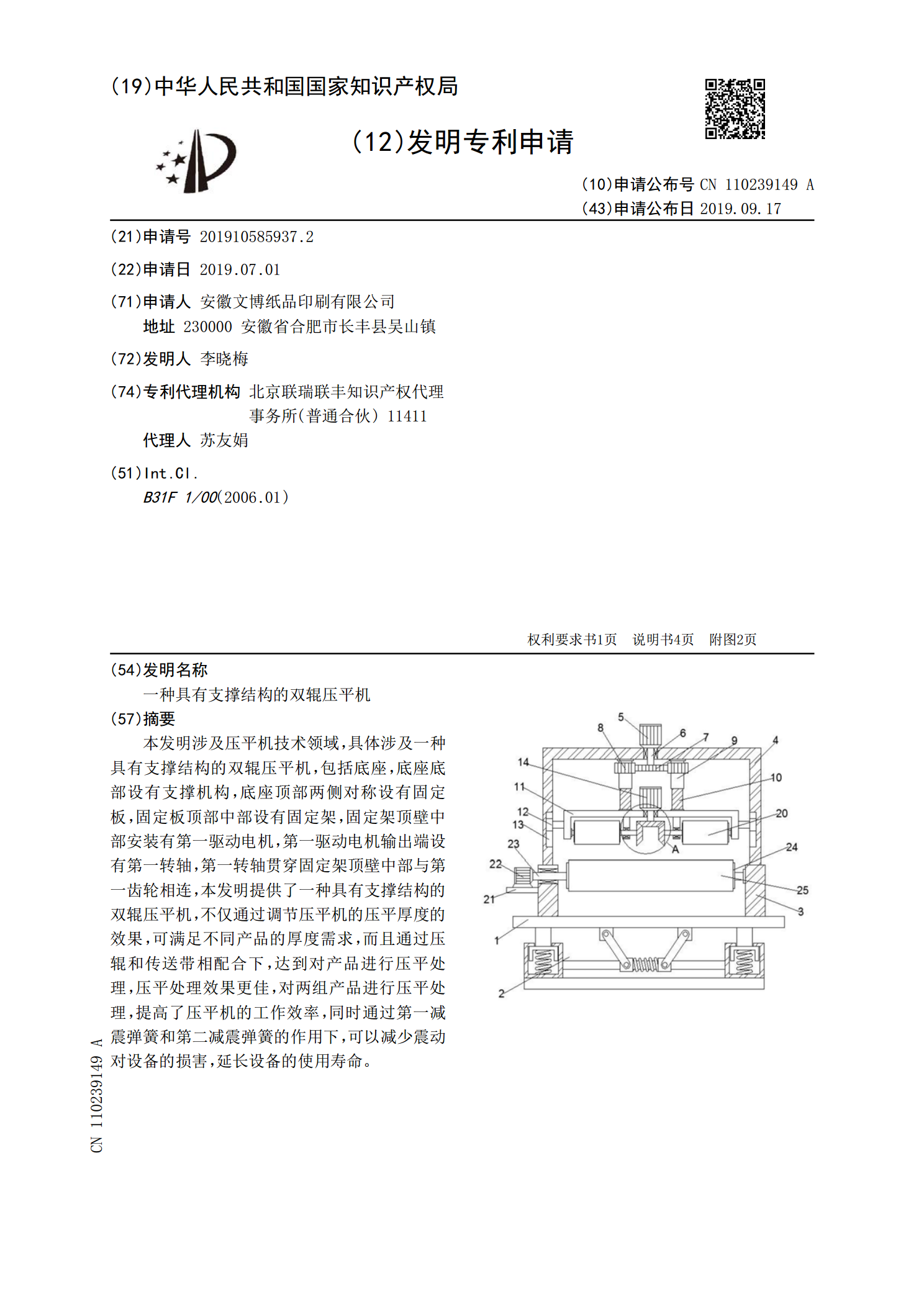
本发明涉及压平机技术领域,具体涉及一种具有支撑结构的双辊压平机,包括底座,底座底部设有支撑机构,底座顶部两侧对称设有固定板,固定板顶部中部设有固定架,固定架顶壁中部安装有第一驱动电机,第一驱动电机输出端设有第一转轴,第一转轴贯穿固定架顶壁中部与第一齿轮相连,本发明提供了一种具有支撑结构的双辊压平机,不仅通过调节压平机的压平厚度的效果,可满足不同产品的厚度需求,而且通过压辊和传送带相配合下,达到对产品进行压平处理,压平处理效果更佳,对两组产品进行压平处理,提高了压平机的工作效率,同时通过第一减震弹簧和第二减
一种板材切割压平压印一体装置.pdf
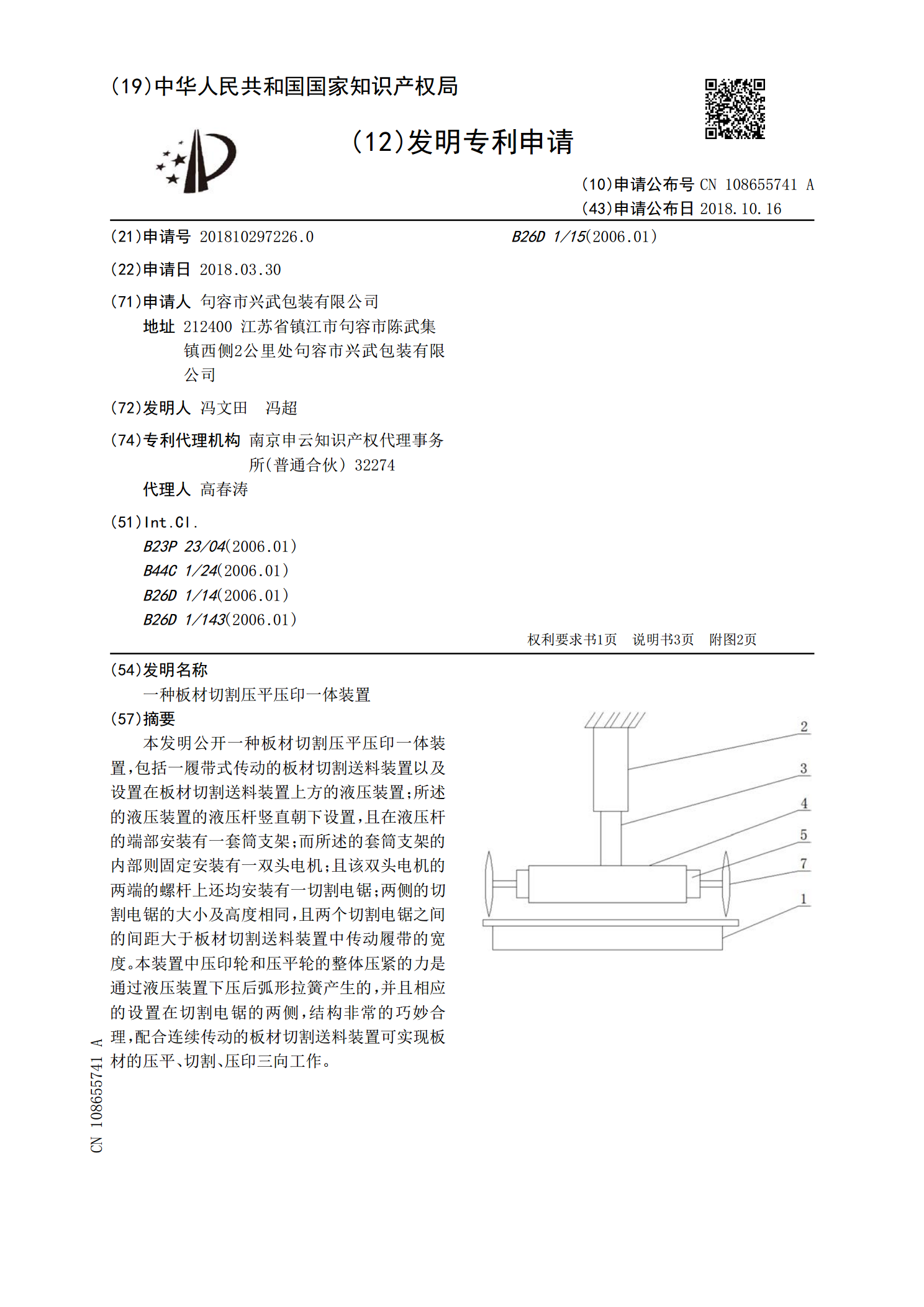
本发明公开一种板材切割压平压印一体装置,包括一履带式传动的板材切割送料装置以及设置在板材切割送料装置上方的液压装置;所述的液压装置的液压杆竖直朝下设置,且在液压杆的端部安装有一套筒支架;而所述的套筒支架的内部则固定安装有一双头电机;且该双头电机的两端的螺杆上还均安装有一切割电锯;两侧的切割电锯的大小及高度相同,且两个切割电锯之间的间距大于板材切割送料装置中传动履带的宽度。本装置中压印轮和压平轮的整体压紧的力是通过液压装置下压后弧形拉簧产生的,并且相应的设置在切割电锯的两侧,结构非常的巧妙合理,配合连续传动