
一种冲孔用便于快速转料冲压模具.pdf

猫巷****提格

1/8

2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲孔用便于快速转料冲压模具.pdf
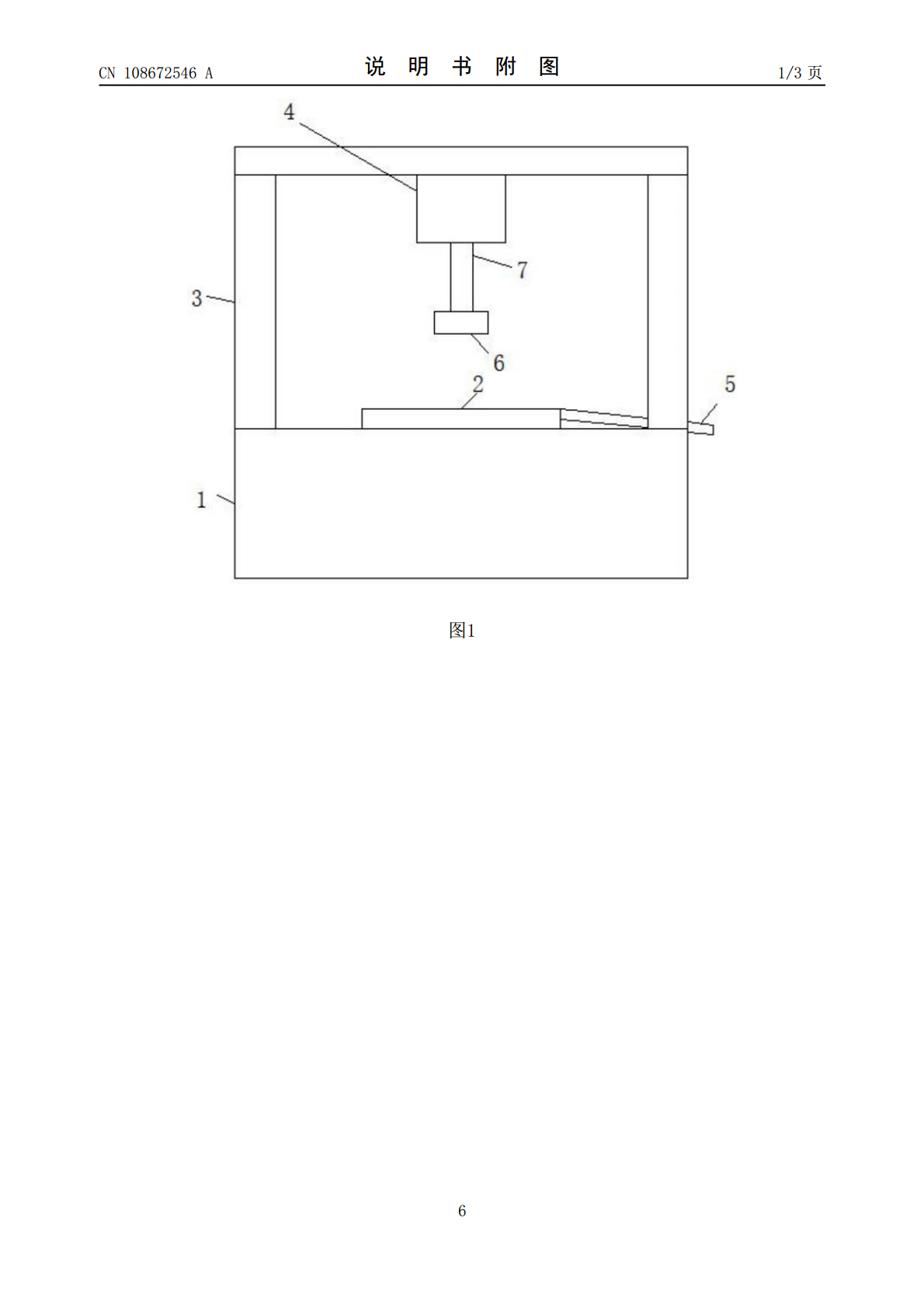
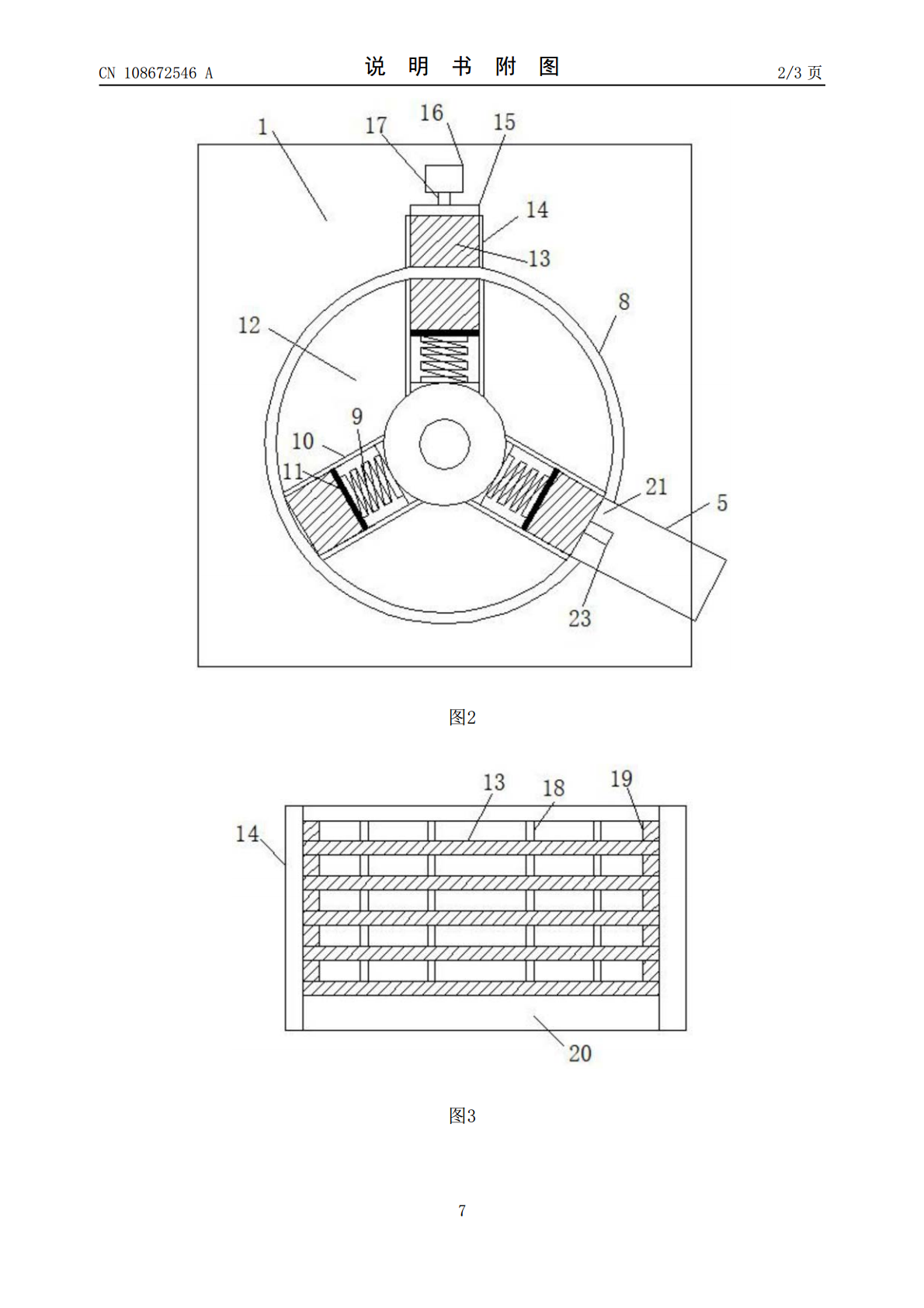
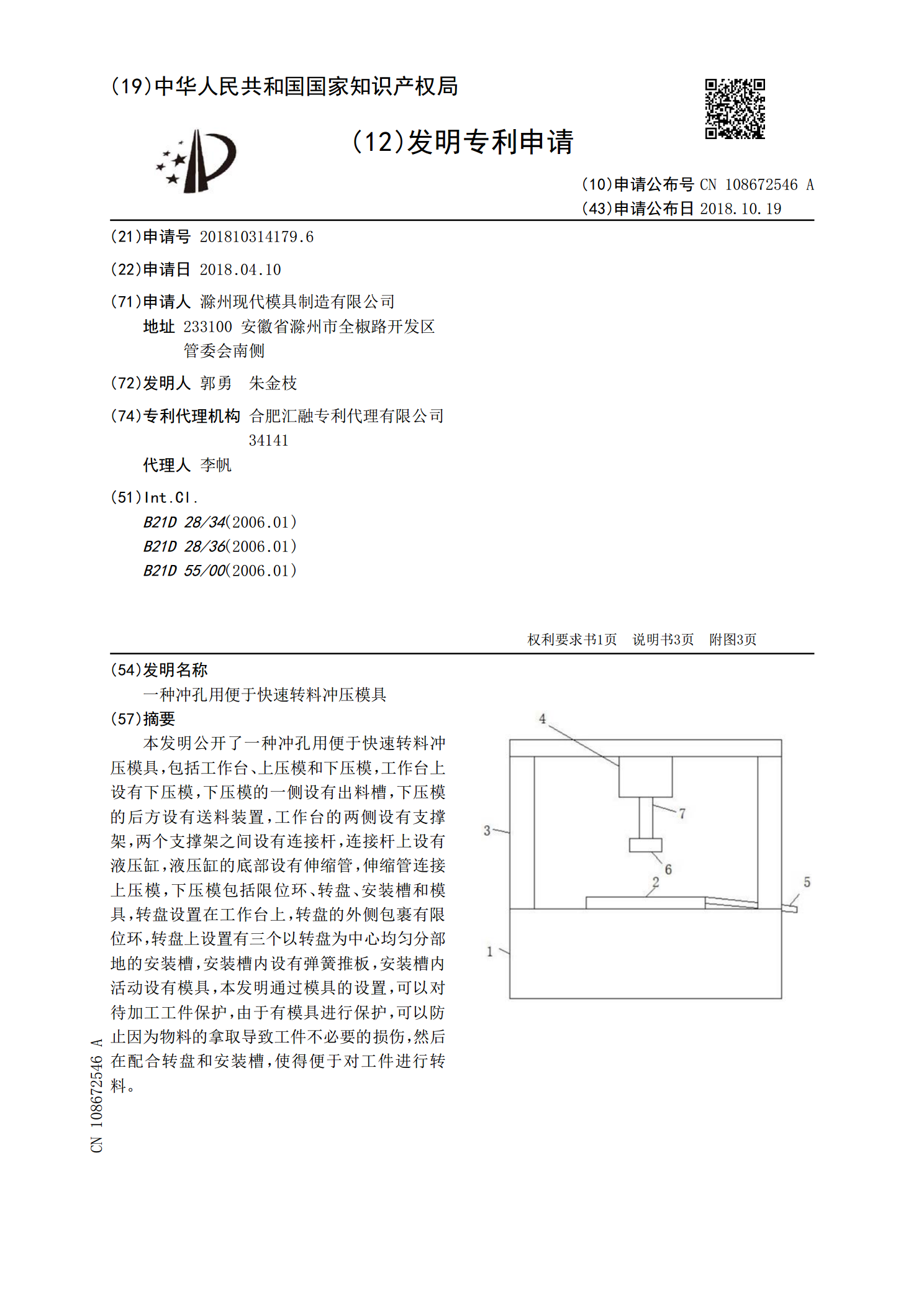
本发明公开了一种冲孔用便于快速转料冲压模具,包括工作台、上压模和下压模,工作台上设有下压模,下压模的一侧设有出料槽,下压模的后方设有送料装置,工作台的两侧设有支撑架,两个支撑架之间设有连接杆,连接杆上设有液压缸,液压缸的底部设有伸缩管,伸缩管连接上压模,下压模包括限位环、转盘、安装槽和模具,转盘设置在工作台上,转盘的外侧包裹有限位环,转盘上设置有三个以转盘为中心均匀分部地的安装槽,安装槽内设有弹簧推板,安装槽内活动设有模具,本发明通过模具的设置,可以对待加工工件保护,由于有模具进行保护,可以防止因为物料的
一种便于脱料的冲压模具.pdf
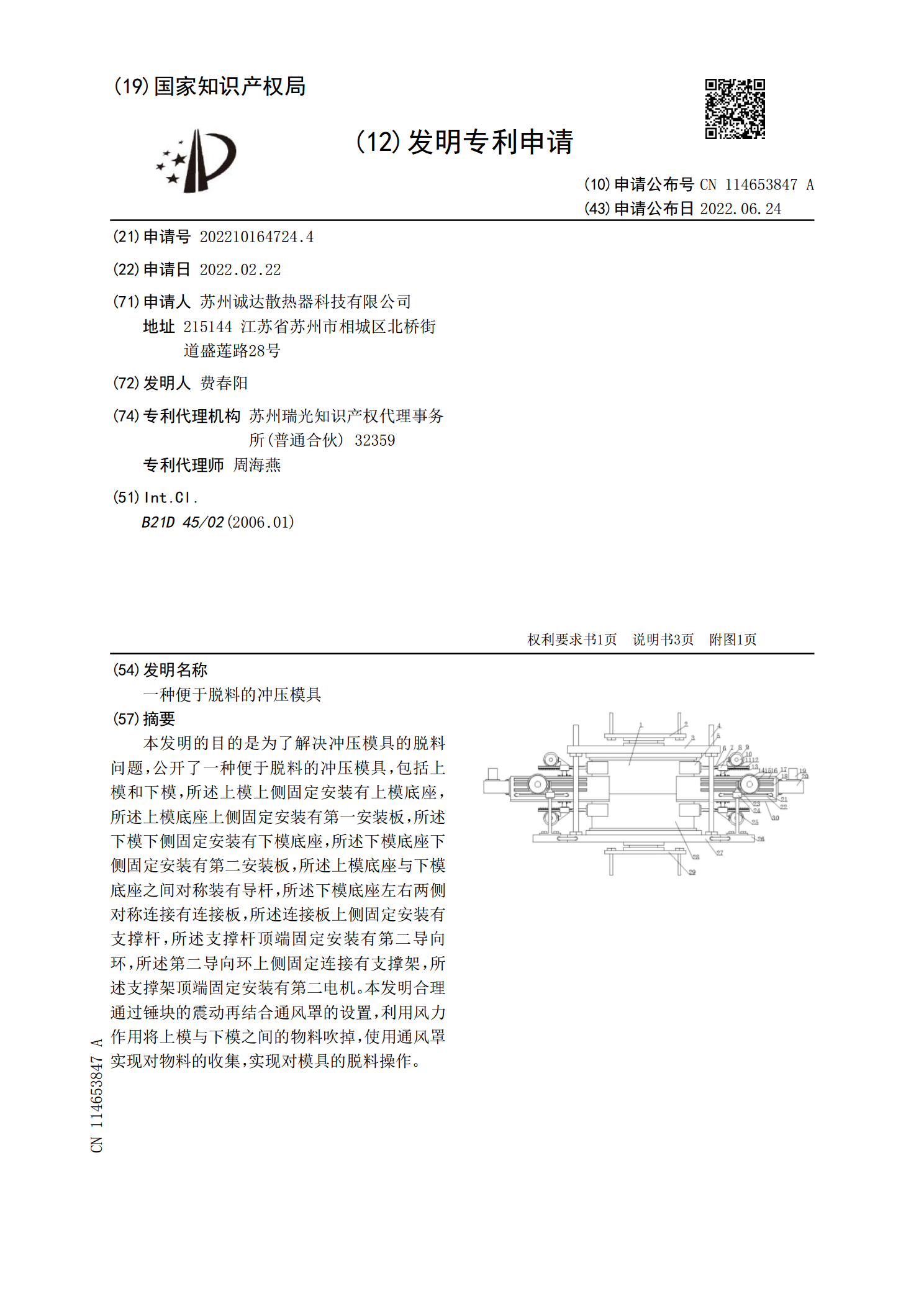
本发明的目的是为了解决冲压模具的脱料问题,公开了一种便于脱料的冲压模具,包括上模和下模,所述上模上侧固定安装有上模底座,所述上模底座上侧固定安装有第一安装板,所述下模下侧固定安装有下模底座,所述下模底座下侧固定安装有第二安装板,所述上模底座与下模底座之间对称装有导杆,所述下模底座左右两侧对称连接有连接板,所述连接板上侧固定安装有支撑杆,所述支撑杆顶端固定安装有第二导向环,所述第二导向环上侧固定连接有支撑架,所述支撑架顶端固定安装有第二电机。本发明合理通过锤块的震动再结合通风罩的设置,利用风力作用将上模与下

冲压落料弯曲冲孔模具.pptx
已知条件(tiáojiàn)及零件图落料模具设计2)落料模具(mújù)刃口尺寸计算:Dd=(Dmax-xΔ)Dp=(Dd-Zmin)查表2-5(14页)确定个尺寸对应的公差值,查表2-14(21页)确定个尺寸对应的X值,查表2-13(21页)确定个尺寸对应的X=0.75δp=0.020δd=0.025个尺寸均有(Zmax-Zmin)不需校核二、弯曲(wānqū)模具设计2)模具结构采用(图-6)所示模具结构3)主要计算(1)自由(zìyóu)弯曲力计算:工件共有四处弯曲,K=1.3,弯曲力∑F自∑F自=

冲压落料弯曲冲孔模具.pptx
已知条件及零件图落料模具设计2)落料模具刃口尺寸计算:Dd=(Dmax-xΔ)Dp=(Dd-Zmin)查表2-5(14页)确定个尺寸对应的公差值查表2-14(21页)确定个尺寸对应的X值查表2-13(21页)确定个尺寸对应的X=0.75δp=0.020δd=0.025X=0.75δp=0.025δd=0
一种便于拆装的冲压用模具.pdf
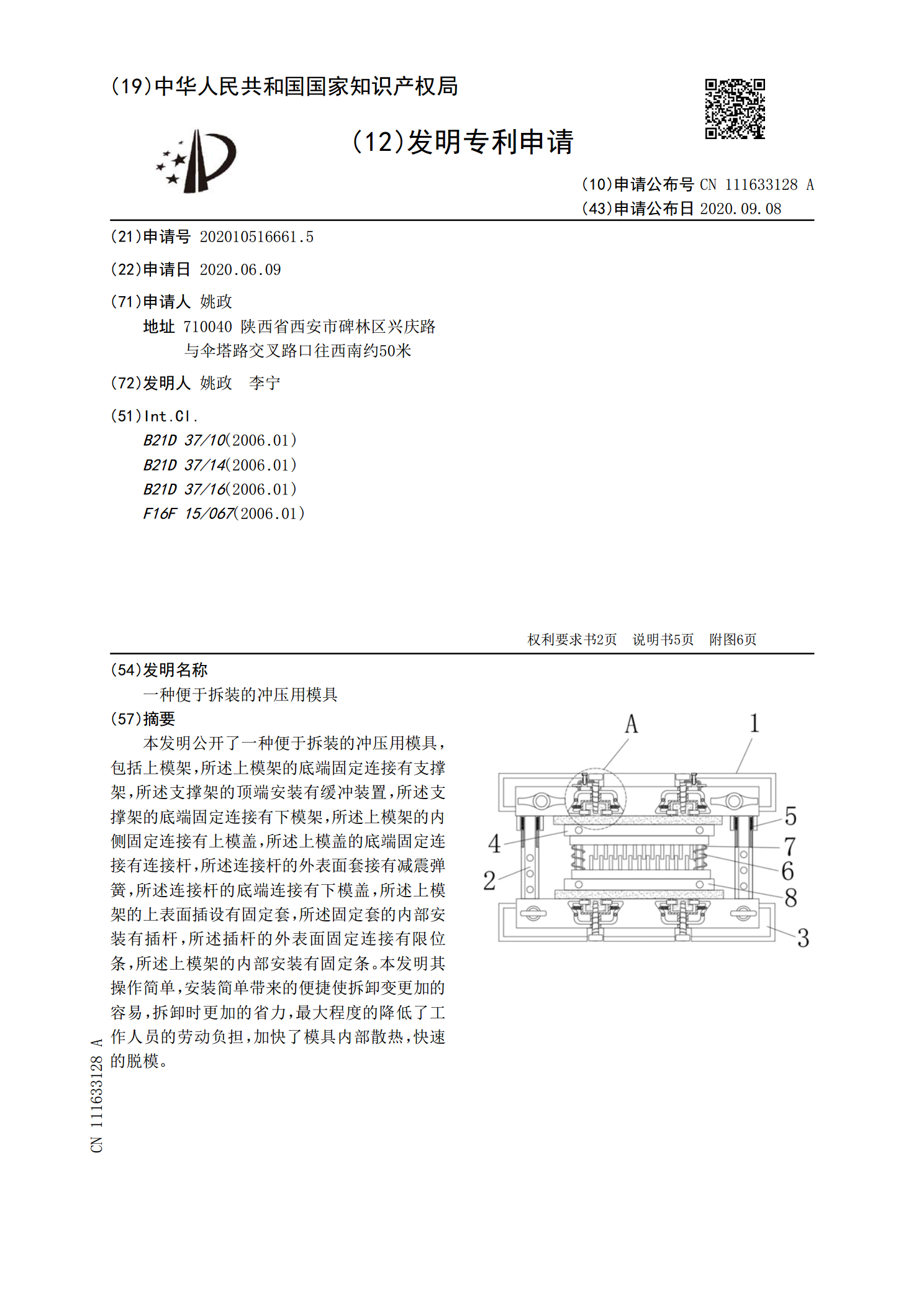
本发明公开了一种便于拆装的冲压用模具,包括上模架,所述上模架的底端固定连接有支撑架,所述支撑架的顶端安装有缓冲装置,所述支撑架的底端固定连接有下模架,所述上模架的内侧固定连接有上模盖,所述上模盖的底端固定连接有连接杆,所述连接杆的外表面套接有减震弹簧,所述连接杆的底端连接有下模盖,所述上模架的上表面插设有固定套,所述固定套的内部安装有插杆,所述插杆的外表面固定连接有限位条,所述上模架的内部安装有固定条。本发明其操作简单,安装简单带来的便捷使拆卸变更加的容易,拆卸时更加的省力,最大程度的降低了工作人员的劳动