
一种封头找平跟踪切割装置.pdf

邻家****ng

1/9
2/9

3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种封头找平跟踪切割装置.pdf
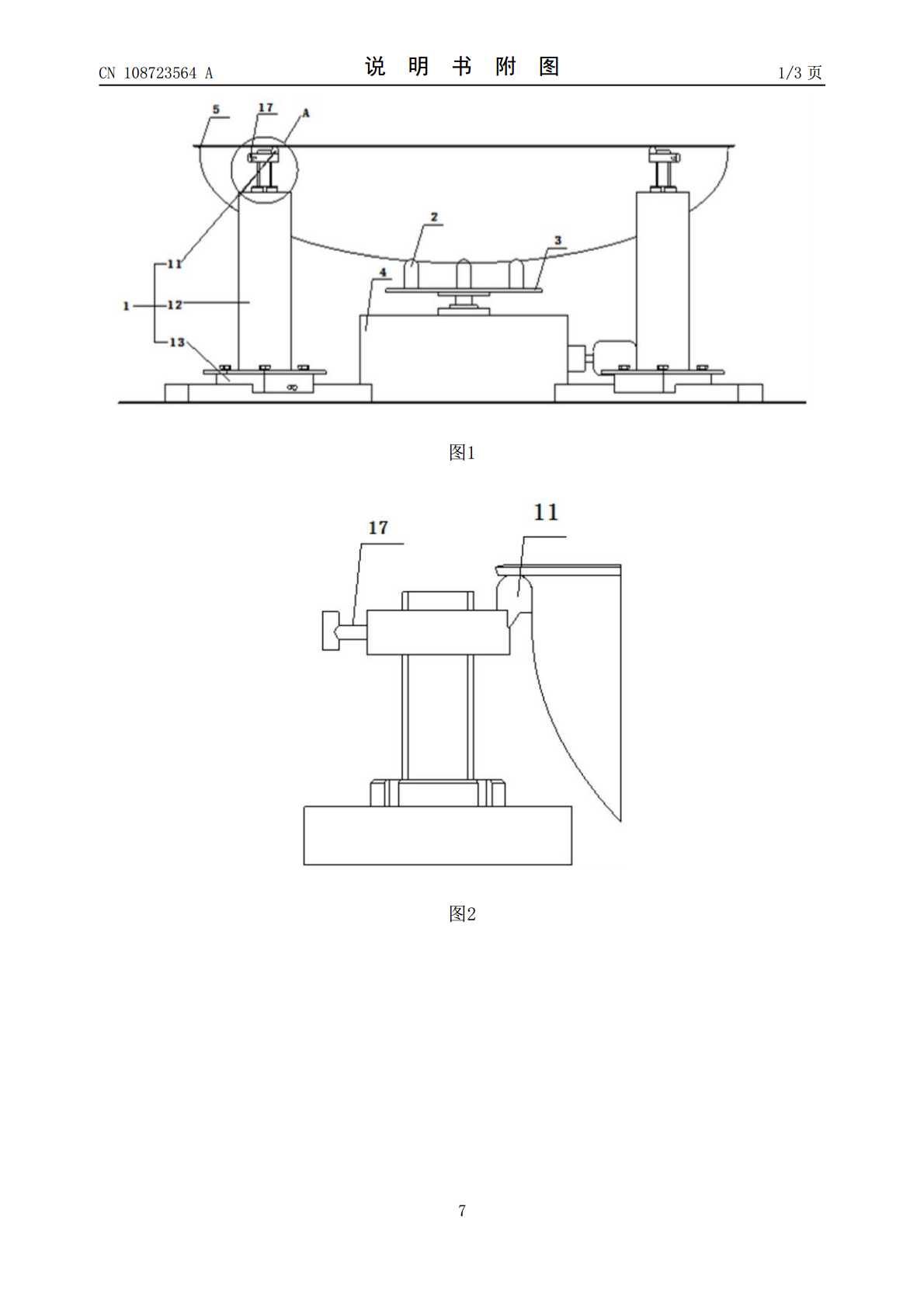
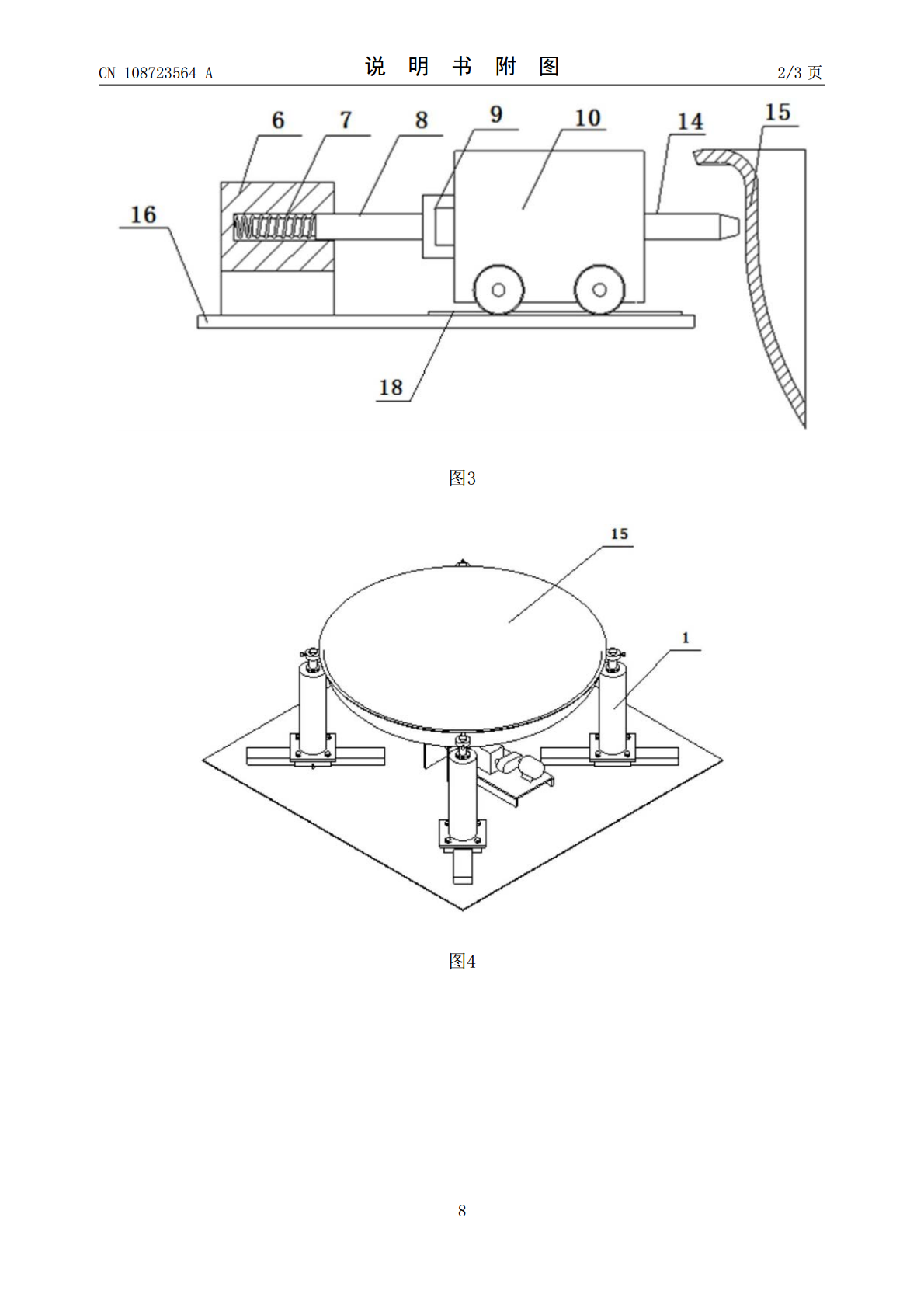
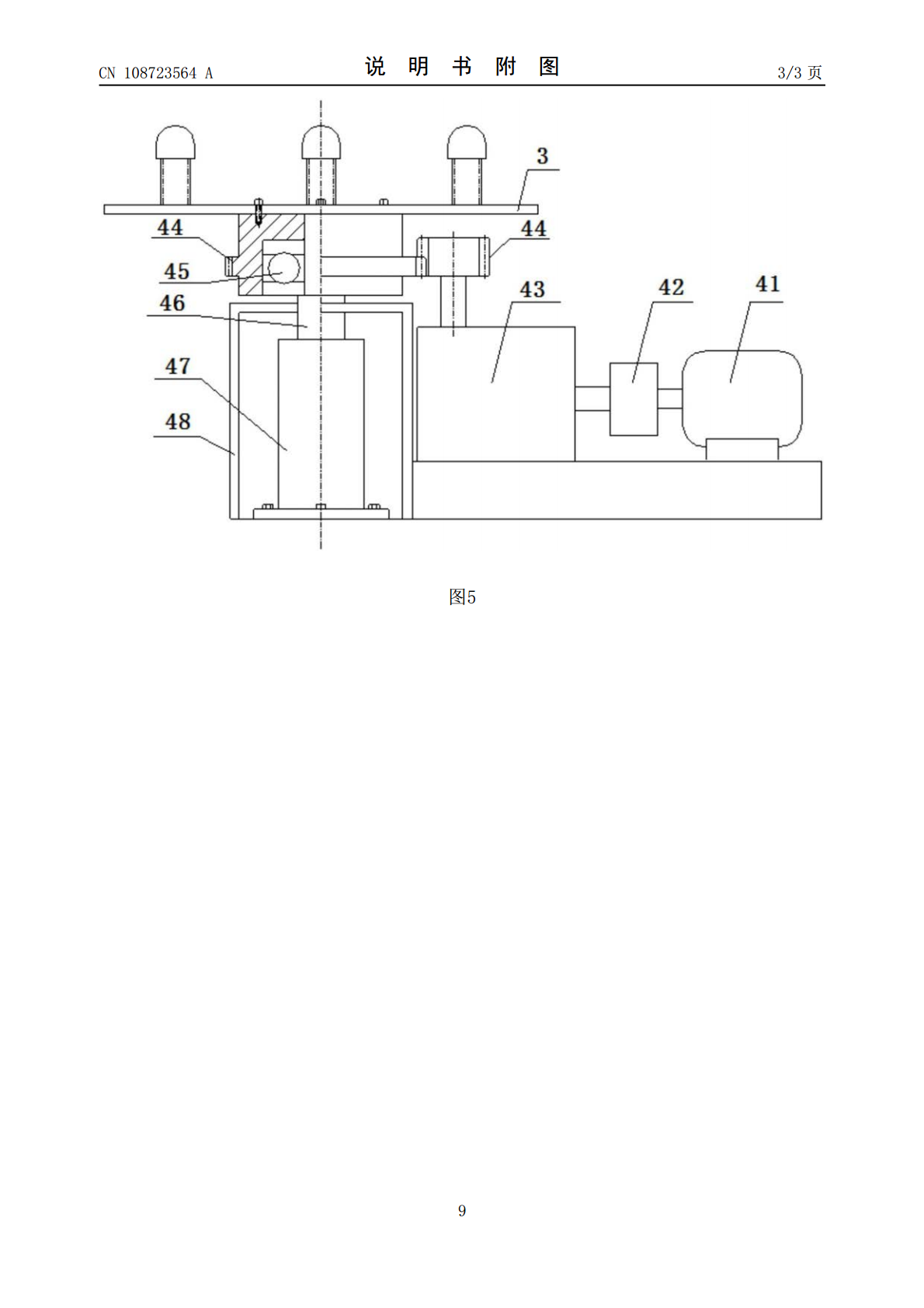
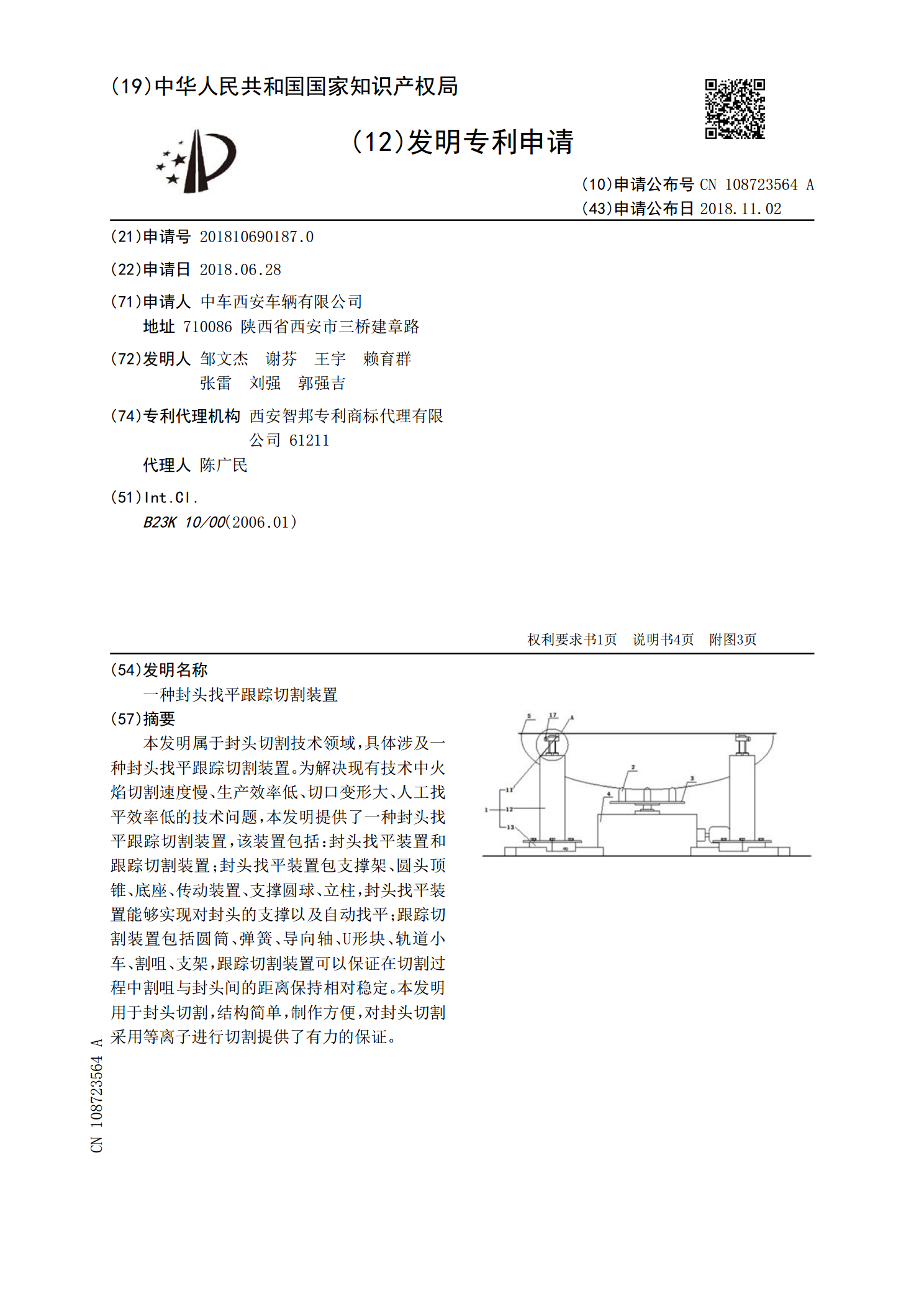
本发明属于封头切割技术领域,具体涉及一种封头找平跟踪切割装置。为解决现有技术中火焰切割速度慢、生产效率低、切口变形大、人工找平效率低的技术问题,本发明提供了一种封头找平跟踪切割装置,该装置包括:封头找平装置和跟踪切割装置;封头找平装置包支撑架、圆头顶锥、底座、传动装置、支撑圆球、立柱,封头找平装置能够实现对封头的支撑以及自动找平;跟踪切割装置包括圆筒、弹簧、导向轴、U形块、轨道小车、割咀、支架,跟踪切割装置可以保证在切割过程中割咀与封头间的距离保持相对稳定。本发明用于封头切割,结构简单,制作方便,对封头切

一种塑胶桶封头切割装置.pdf
本发明公开了一种塑胶桶封头切割装置,包括架体,其特征在于,所述架体左右两端均设有前后对立的气缸,所述气缸通过固定板固定在架体前后的外侧,所述气缸伸缩端连接有移动滑块,所述移动滑块外侧连接有电源,所述架体与移动滑块接触面设有导向槽,所述移动滑块内侧伸入导向槽内并且连接有电热头,所述电热头在架体上的布局为左右两端对称,前后两侧对应,对应布置的加热头之间设有电热金属丝,所述架体内设有支撑架。本发明的有益效果:切割效率高、速度快劳动强度低、安全性高的优点。

一种塑胶桶封头切割固定装置.pdf
本发明公开了一种塑胶桶封头切割固定装置,包括固定底盘,其特征在于,所述固定底盘上中心设有预留孔,所述固定底盘上设有三条预留槽,所述预留槽一端与预留孔联通,所述预留槽之间的夹角处设有导向槽,所述导向槽内设有弹簧,所述导向槽近端处设有滑块,所述滑块内侧设有夹板,所述固定底盘的左上侧和右下侧设有固定螺孔,所述预留槽之间的夹角为120°,所述导向槽间的夹角为120°,所述夹板具有一定弧度。本发明的有益效果:固定牢靠,能一次夹紧多个封头,一次完成多个切割,工作效率高,可适用于不同直径的封头夹紧固定。
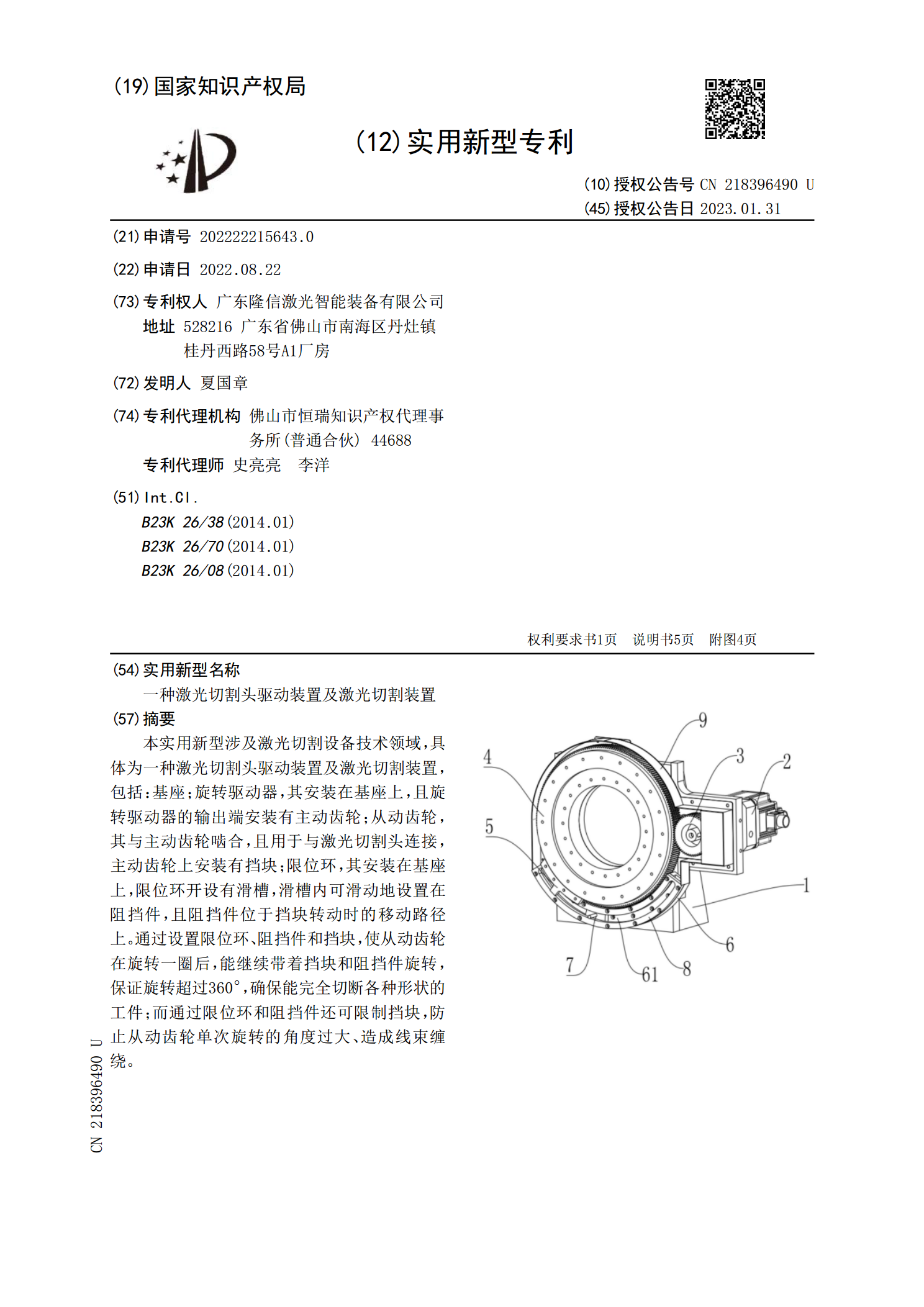
一种激光切割头驱动装置及激光切割装置.pdf
本实用新型涉及激光切割设备技术领域,具体为一种激光切割头驱动装置及激光切割装置,包括:基座;旋转驱动器,其安装在基座上,且旋转驱动器的输出端安装有主动齿轮;从动齿轮,其与主动齿轮啮合,且用于与激光切割头连接,主动齿轮上安装有挡块;限位环,其安装在基座上,限位环开设有滑槽,滑槽内可滑动地设置在阻挡件,且阻挡件位于挡块转动时的移动路径上。通过设置限位环、阻挡件和挡块,使从动齿轮在旋转一圈后,能继续带着挡块和阻挡件旋转,保证旋转超过360°,确保能完全切断各种形状的工件;而通过限位环和阻挡件还可限制挡块,防止从
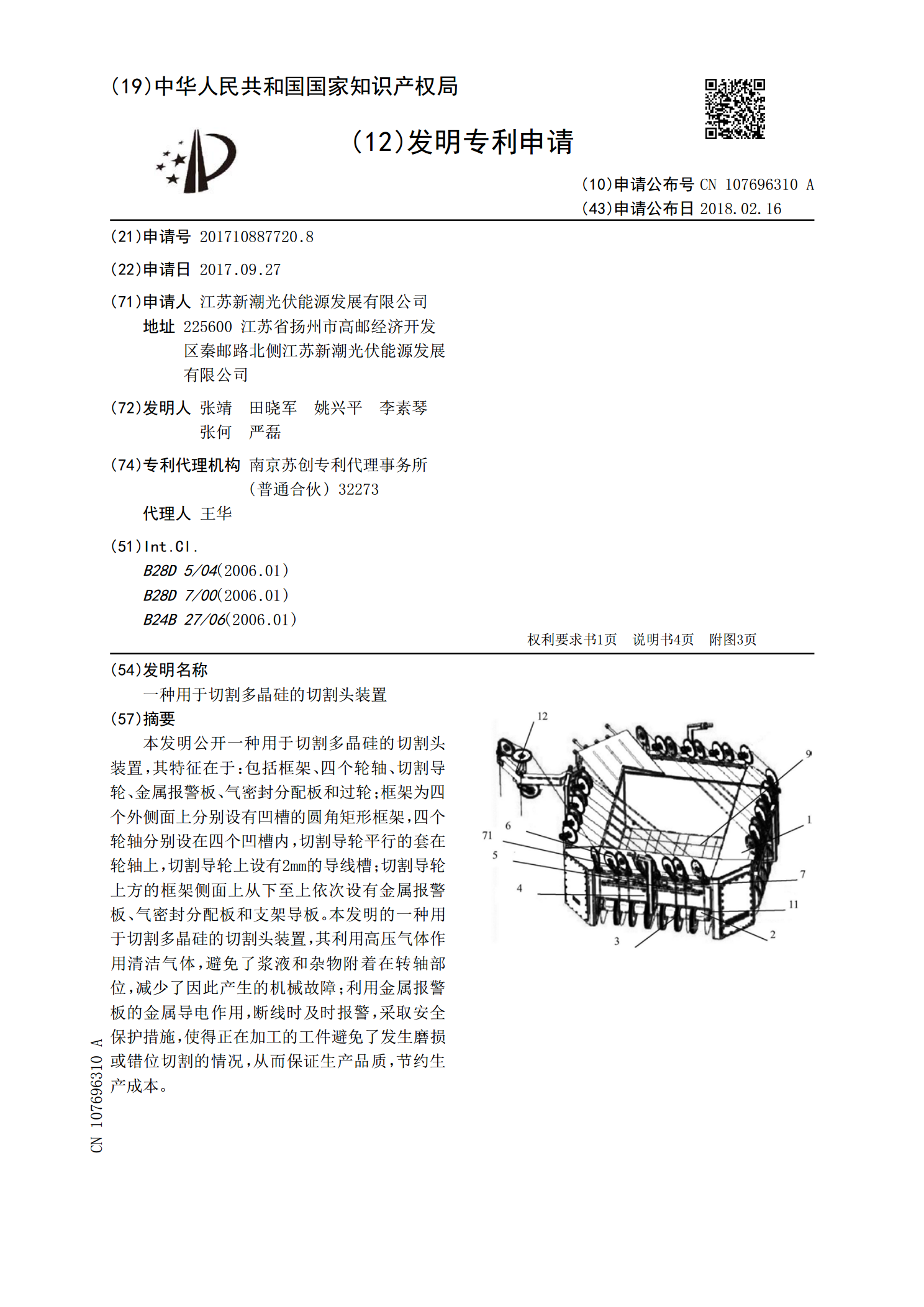
一种用于切割多晶硅的切割头装置.pdf
本发明公开一种用于切割多晶硅的切割头装置,其特征在于:包括框架、四个轮轴、切割导轮、金属报警板、气密封分配板和过轮;框架为四个外侧面上分别设有凹槽的圆角矩形框架,四个轮轴分别设在四个凹槽内,切割导轮平行的套在轮轴上,切割导轮上设有2mm的导线槽;切割导轮上方的框架侧面上从下至上依次设有金属报警板、气密封分配板和支架导板。本发明的一种用于切割多晶硅的切割头装置,其利用高压气体作用清洁气体,避免了浆液和杂物附着在转轴部位,减少了因此产生的机械故障;利用金属报警板的金属导电作用,断线时及时报警,采取安全保护措施