
一种外圆辊装置.pdf

一吃****成益

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种外圆辊装置.pdf
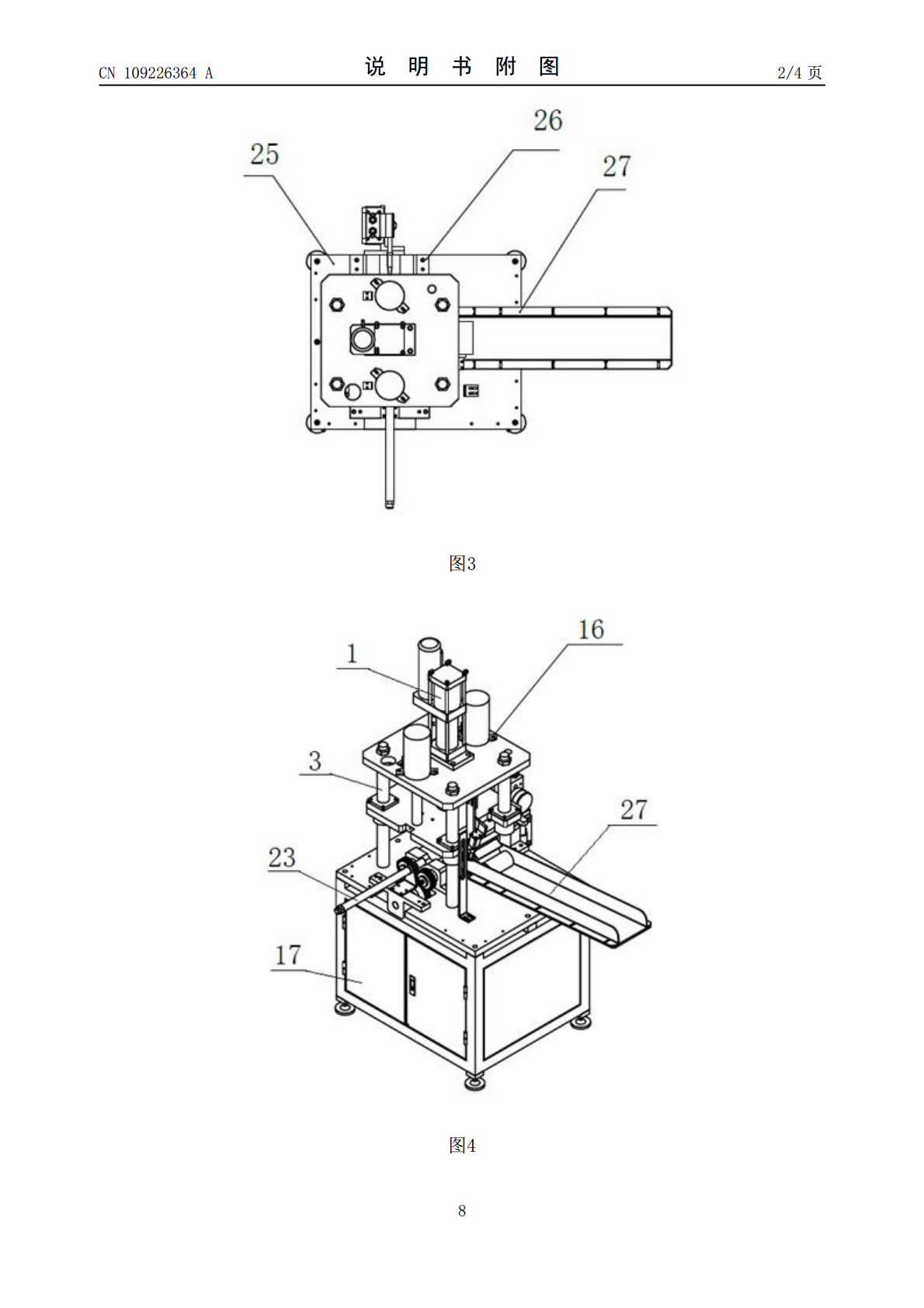
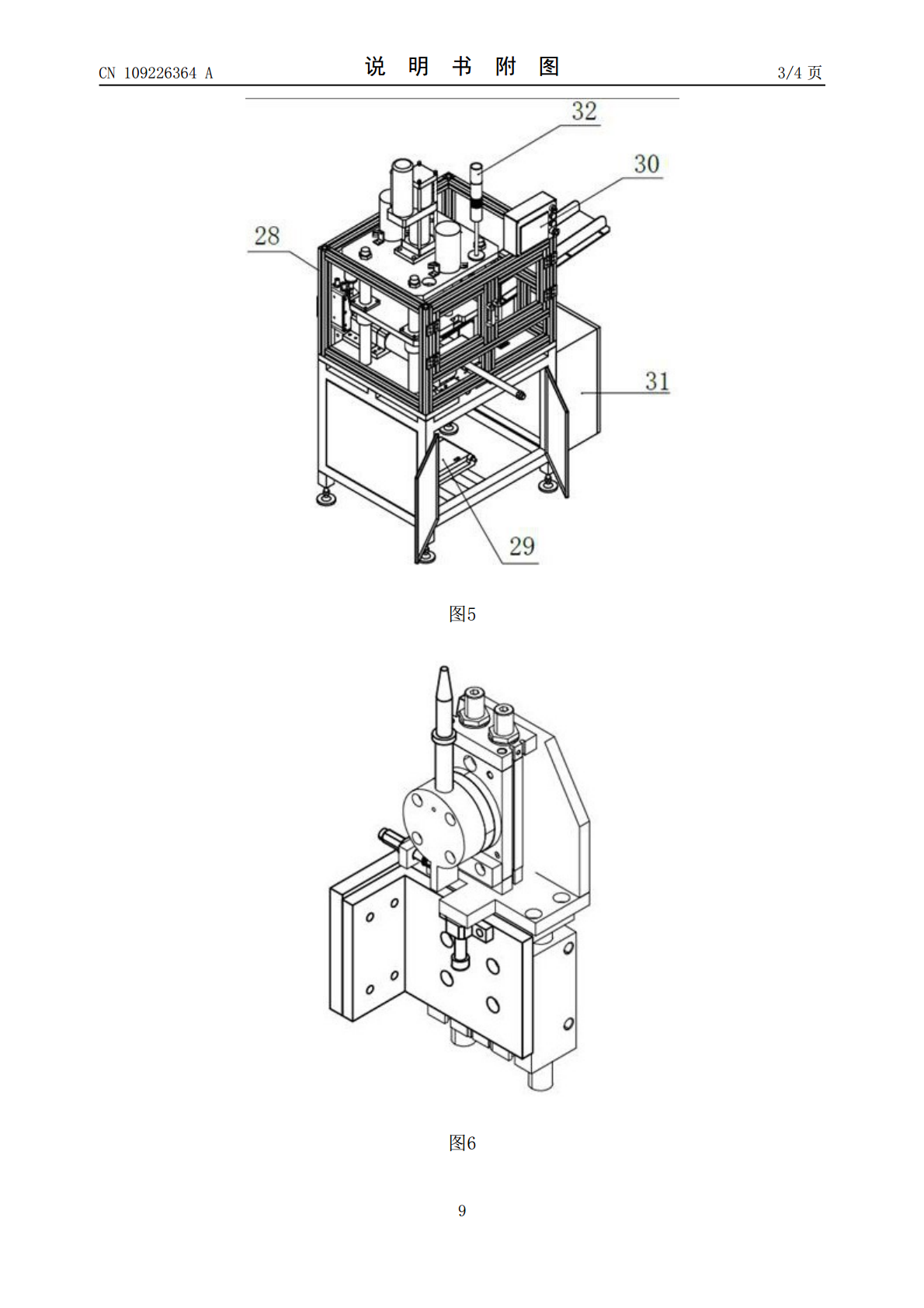
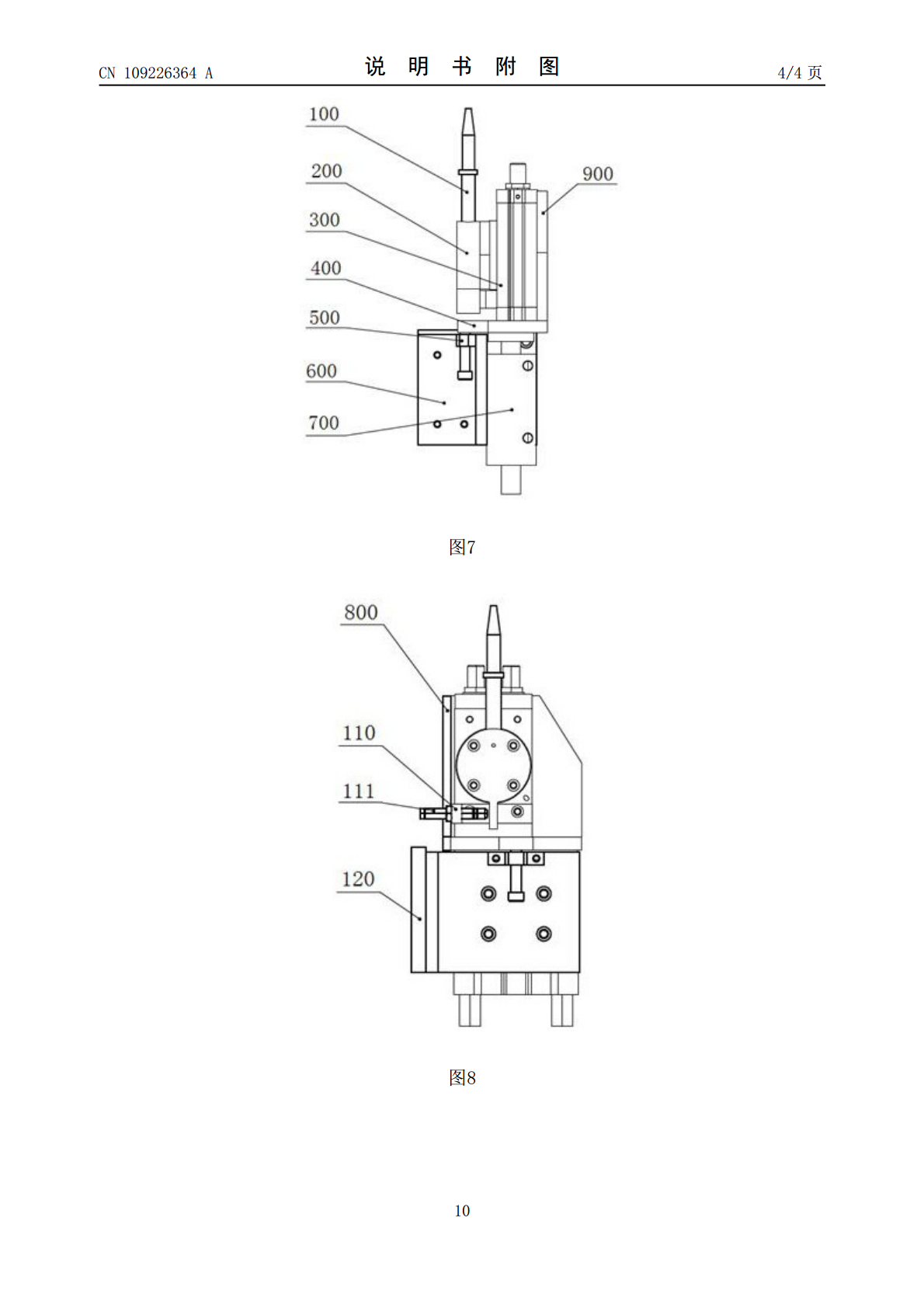
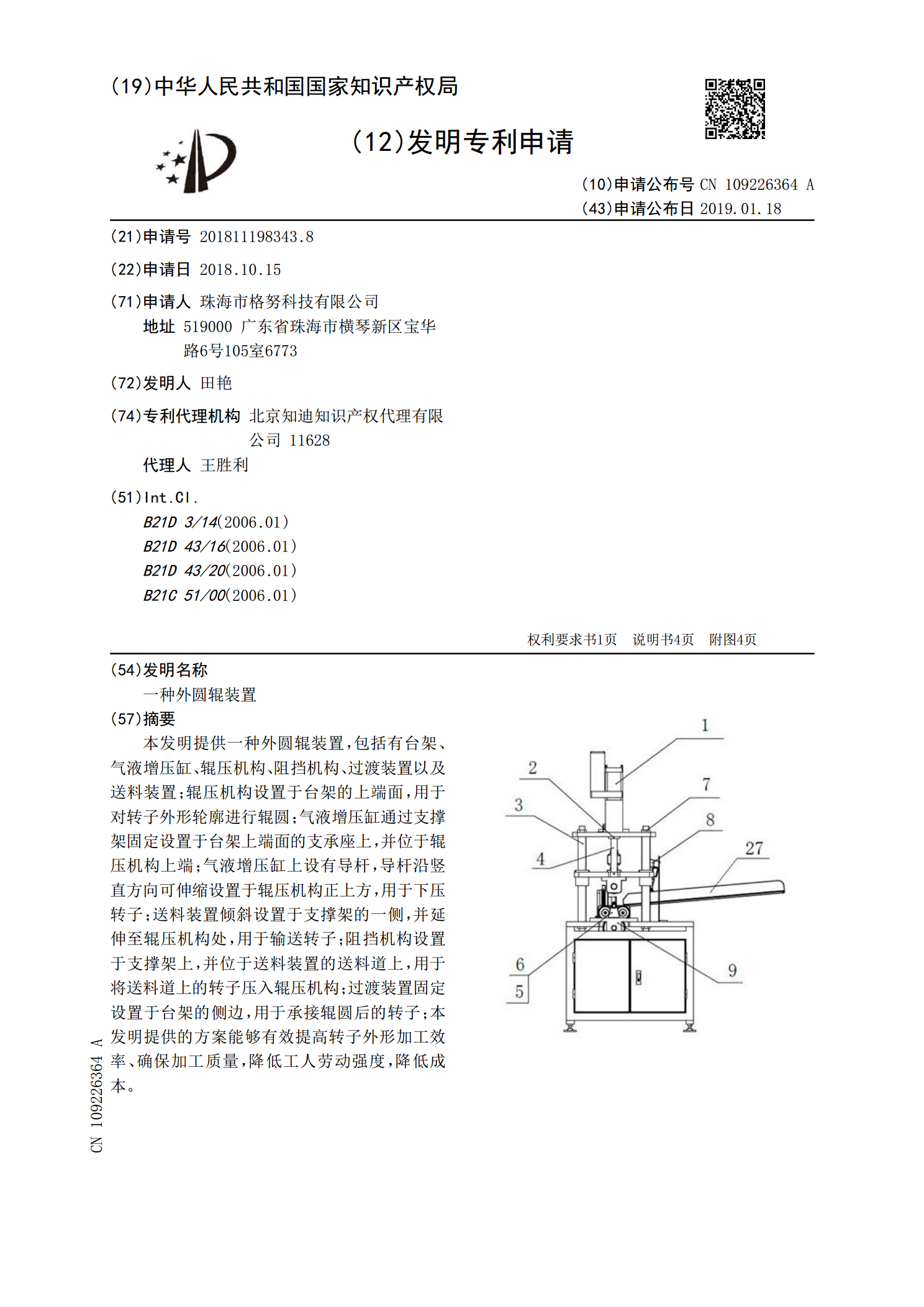
本发明提供一种外圆辊装置,包括有台架、气液增压缸、辊压机构、阻挡机构、过渡装置以及送料装置;辊压机构设置于台架的上端面,用于对转子外形轮廓进行辊圆;气液增压缸通过支撑架固定设置于台架上端面的支承座上,并位于辊压机构上端;气液增压缸上设有导杆,导杆沿竖直方向可伸缩设置于辊压机构正上方,用于下压转子;送料装置倾斜设置于支撑架的一侧,并延伸至辊压机构处,用于输送转子;阻挡机构设置于支撑架上,并位于送料装置的送料道上,用于将送料道上的转子压入辊压机构;过渡装置固定设置于台架的侧边,用于承接辊圆后的转子;本发明提供
一种辊棒外圆端部自动精磨装置.pdf
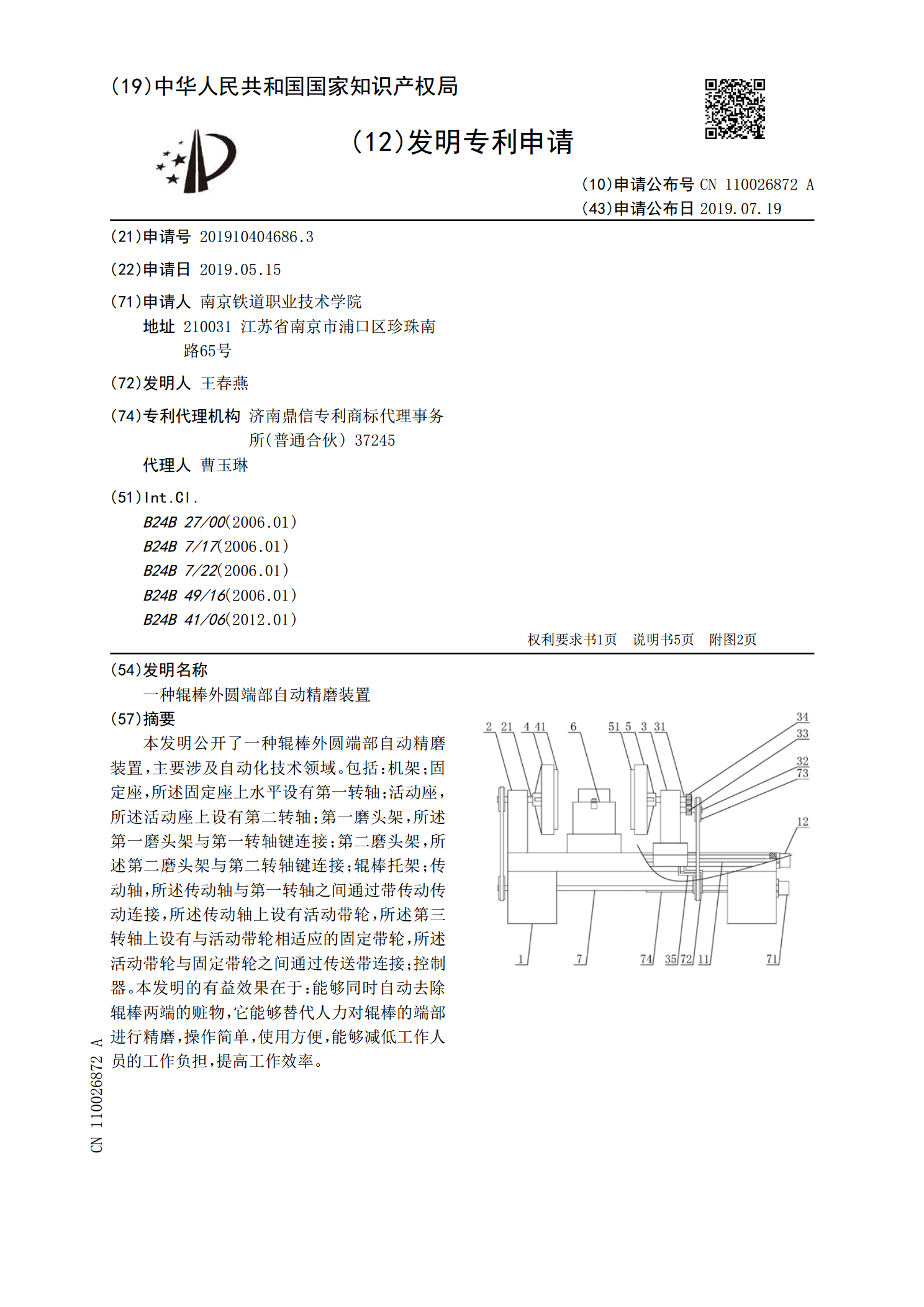
本发明公开了一种辊棒外圆端部自动精磨装置,主要涉及自动化技术领域。包括:机架;固定座,所述固定座上水平设有第一转轴;活动座,所述活动座上设有第二转轴;第一磨头架,所述第一磨头架与第一转轴键连接;第二磨头架,所述第二磨头架与第二转轴键连接;辊棒托架;传动轴,所述传动轴与第一转轴之间通过带传动传动连接,所述传动轴上设有活动带轮,所述第三转轴上设有与活动带轮相适应的固定带轮,所述活动带轮与固定带轮之间通过传送带连接;控制器。本发明的有益效果在于:能够同时自动去除辊棒两端的赃物,它能够替代人力对辊棒的端部进行精磨

一种凹印版辊外圆的加工方法.pdf
本发明公开了一种凹印版辊外圆的加工方法,包括如下步骤:精车:对版辊表面进行车削;粗磨:采用600#的砂带对版辊表面进行打磨;半精磨:采用800#的砂带按照上述打磨方式对版辊表面进行打磨;精磨:采用3000#的砂带按照上述打磨方式对版辊表面进行打磨,对上述工序中出现的细纹进行修正磨削;对版辊表面进行打蜡处理,再采用羊毛轮,通过电机带动羊毛轮对版辊表面进行抛光处理;镀铜:釆用硫酸盐镀铜法;印版图像电子雕刻制作:包括定电雕工艺、拼版、装印版、试雕刻和雕刻工序;镀铬:采用电镀法,对版辊表面镀铬处理。本发明涉及的这

一种铝衬套胶辊外圆修磨与倒角联合加工装置.pdf
本发明涉及一种铝衬套胶辊外圆修磨与倒角联合加工装置,由大拖板、主轴箱、主轴、工件、砂轮、砂轮拖板、砂轮电机、伺服电机、丝杠、丝杠螺母、大拖板丝杠螺母、大拖板丝杠组成,其特征是各砂轮分别安装在各砂轮电机上,各砂轮电机分别安装在各砂轮拖板上,各砂轮拖板上分别装有丝杠螺母,丝杠螺母与丝杠配合安装,丝杠与伺服电机相连接;大拖板上安装有主轴箱,主轴箱上装有主轴,工件放在主轴上加工,大拖板上装有大拖板丝杠螺母,大拖板丝杠螺母与大拖板丝杠配合安装,大拖板丝杠与伺服电机相连;伺服电机为整个装置提供动力。本发明的优点是:简

一种外圆抛光装置.pdf
本实用新型提供了一种外圆抛光装置,其包括一对安装板,两安装板竖向设置且两者上端之间固定连接有横向设置的容入箱体,容入箱体为上大下小的斗形结构,两安装板下端之间还固定设置有一对安装座,两安装座之间转动安装有驱动筒且驱动筒轴心线与两安装板垂直,驱动筒位于容入箱体下方且部分容入容入箱体下端内,容入箱体内位于驱动筒两侧的内壁上还分别固定连接有第一抛光带和第二抛光带;其中,驱动筒与容入箱体下端之间留有间隙。本实用新型解决了现有技术中抛光主要依靠工件和砂轮(或抛光轮)之间有限的接触实现,导致总体效率较低的问题。