
一种自动纠偏机构及方法.pdf

玉怡****文档

1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动纠偏机构及方法.pdf
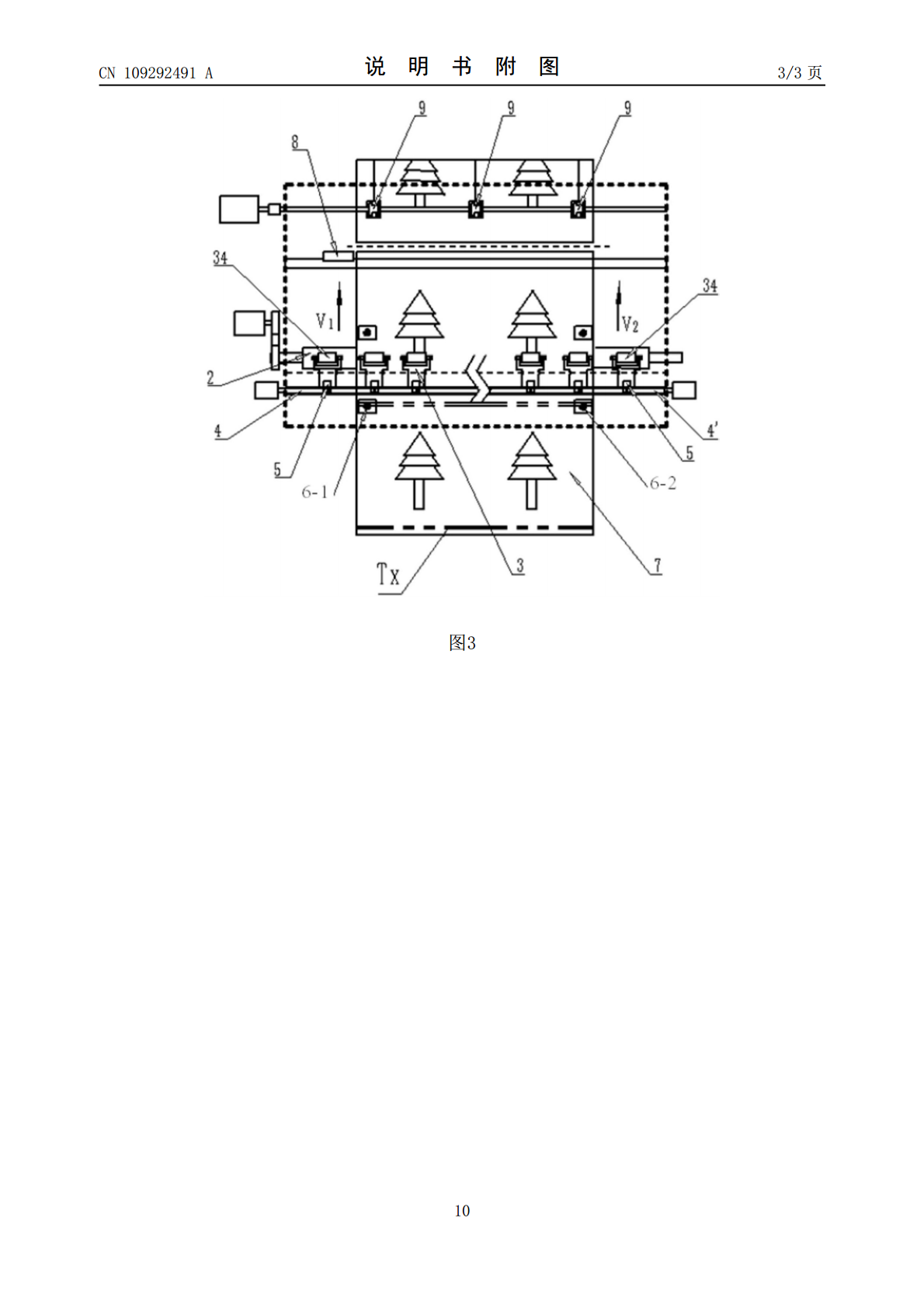
本发明涉及一种自动纠偏机构,包括支撑架,其特征在于,还包括:设于支撑架上的主动辊;设于支撑架上的N个左压辊机构及N个右压辊机构,N≥1;穿设有N个左压块的左压块轴及穿设有N个右压块的右压块轴;设于待裁切介质上的标志物;用于识别标志线的左检测组件及右检测组件。本发明的另一个技术方案是提供了一种基于上述的自动纠偏机构的自动纠偏方法。本发明利用辊组结构的改进,不增加多余结构,节省空间;可以实现小型设备尤其是传输距离短设备的纠偏。
一种裁切机的自动纠偏机构.pdf
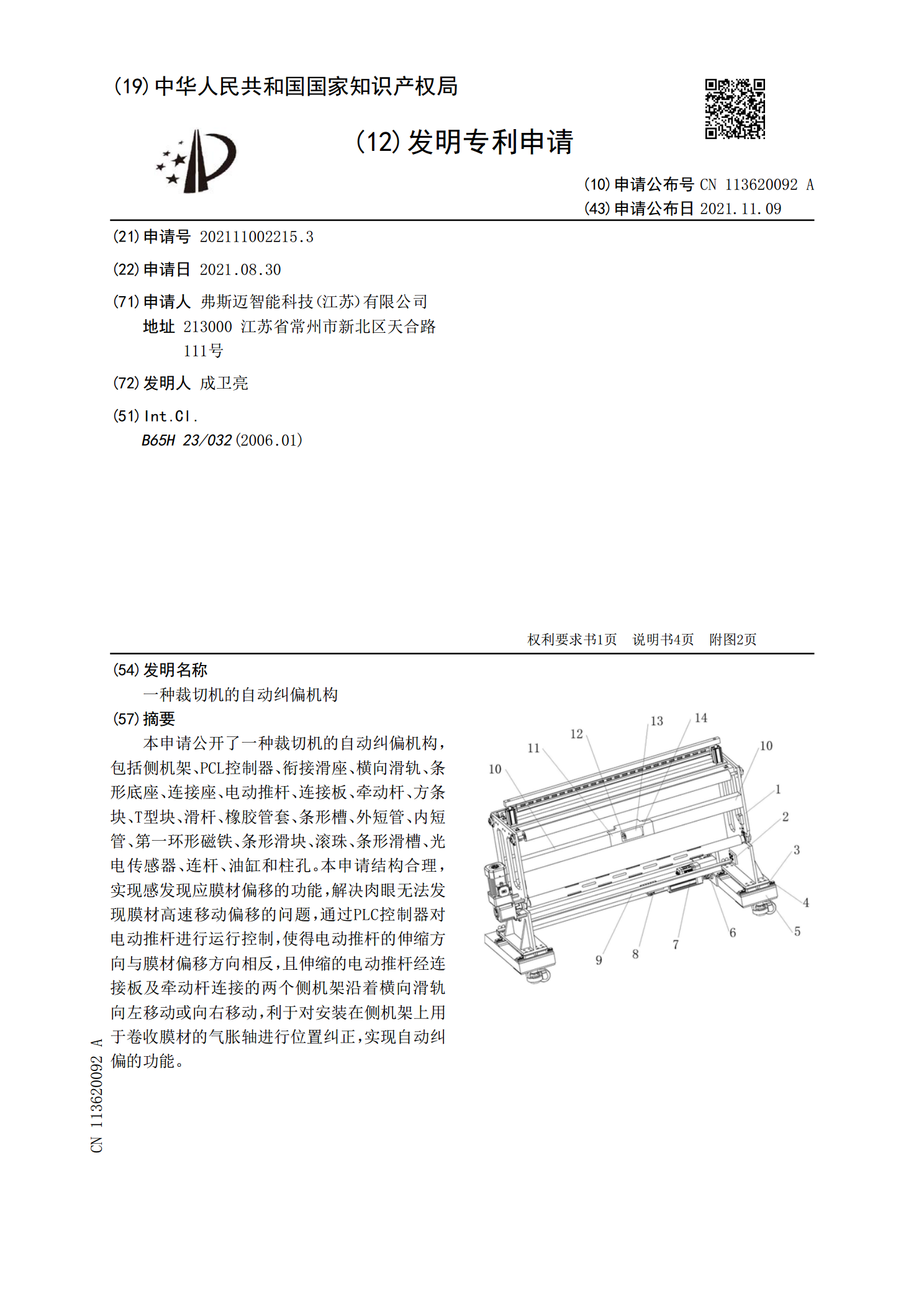
本申请公开了一种裁切机的自动纠偏机构,包括侧机架、PCL控制器、衔接滑座、横向滑轨、条形底座、连接座、电动推杆、连接板、牵动杆、方条块、T型块、滑杆、橡胶管套、条形槽、外短管、内短管、第一环形磁铁、条形滑块、滚珠、条形滑槽、光电传感器、连杆、油缸和柱孔。本申请结构合理,实现感发现应膜材偏移的功能,解决肉眼无法发现膜材高速移动偏移的问题,通过PLC控制器对电动推杆进行运行控制,使得电动推杆的伸缩方向与膜材偏移方向相反,且伸缩的电动推杆经连接板及牵动杆连接的两个侧机架沿着横向滑轨向左移动或向右移动,利于对安装
恒张力自动纠偏机构.pdf
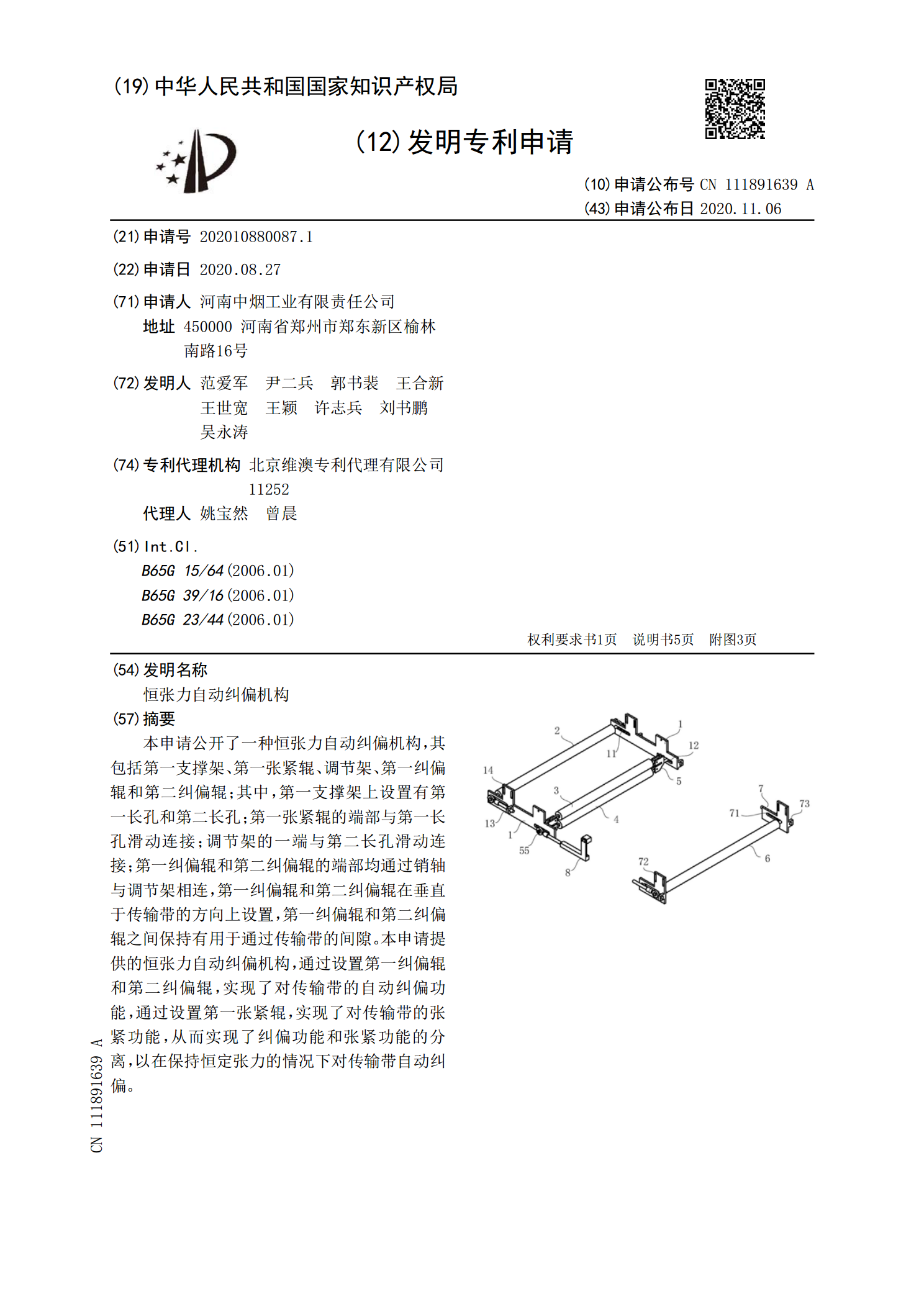
本申请公开了一种恒张力自动纠偏机构,其包括第一支撑架、第一张紧辊、调节架、第一纠偏辊和第二纠偏辊;其中,第一支撑架上设置有第一长孔和第二长孔;第一张紧辊的端部与第一长孔滑动连接;调节架的一端与第二长孔滑动连接;第一纠偏辊和第二纠偏辊的端部均通过销轴与调节架相连,第一纠偏辊和第二纠偏辊在垂直于传输带的方向上设置,第一纠偏辊和第二纠偏辊之间保持有用于通过传输带的间隙。本申请提供的恒张力自动纠偏机构,通过设置第一纠偏辊和第二纠偏辊,实现了对传输带的自动纠偏功能,通过设置第一张紧辊,实现了对传输带的张紧功能,从而
纠偏机构及自动喂食装置.pdf
本发明涉及一种纠偏机构和自动喂食装置。纠偏机构包括检测轮、偏压件、检测轮轴、方向轮轴和方向轮,检测轮设于检测轮轴上,检测轮轴与方向轮轴传动连接,方向轮设于方向轮轴上,方向轮的轴线方向平行于检测轮的轴线方向,偏压件可对检测轮施加使检测轮朝第一方向偏移的回复力,进而使方向轮在垂直于第一方向的平面内偏摆。自动喂食装置包括行走机构、下料组件、喂食组件和上述纠偏机构。当自动喂食装置偏离正常行走路线朝池塘内发生偏移时,检测轮悬空,偏压件积聚的能量使检测轮朝下偏移一定距离,从而使方向轮在水平面内左右偏移一定角度,从而带

一种抛光机砂带自动纠偏机构.pdf
本发明提出了一种抛光机砂带自动纠偏机构,采用光电传感器实时检测砂带抛光状况,当发现砂带跑偏,光电传感器将跑偏微位移量传递给控制器,控制器发出脉冲信号传递给直流伺服电机,直流伺服电机带动偏心轮转动,偏心轮带动连杆摆动,进而带动摆动轴转动,使蜗轮蜗杆机构工作,实现蜗杆及其上纠偏辊轮的直线运动,从而实现砂带的纠偏。该机构结构简单易于实现,实现了薄壁叶片抛光过程中的自动化纠偏,消除了由于砂带跑偏带来的表面质量问题,使叶片的表面质量稳定,同时,提高了叶片的抛光效果。