
电机外壳的铸造工艺.pdf

霞英****娘子


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电机外壳的铸造工艺.pdf
本发明公开了一种电机外壳的铸造工艺,包括工序:S1、外壳泡沫模型的制作;S2、浸涂和烘烤;S3、填砂造型;S4、浇注;S5、喷丸清理;其中,在工序S2中,外壳泡沫模型烘烤结束后,将支撑架放入外壳泡沫模型中,支撑架在外壳泡沫模型的内部对外壳泡沫模型提供径向支撑。本发明电机外壳的铸造工艺,铸造出的电机外壳不容易变形而出现失圆缺陷,提高了产品合格率。
一种电机外壳的铸造工艺.pdf
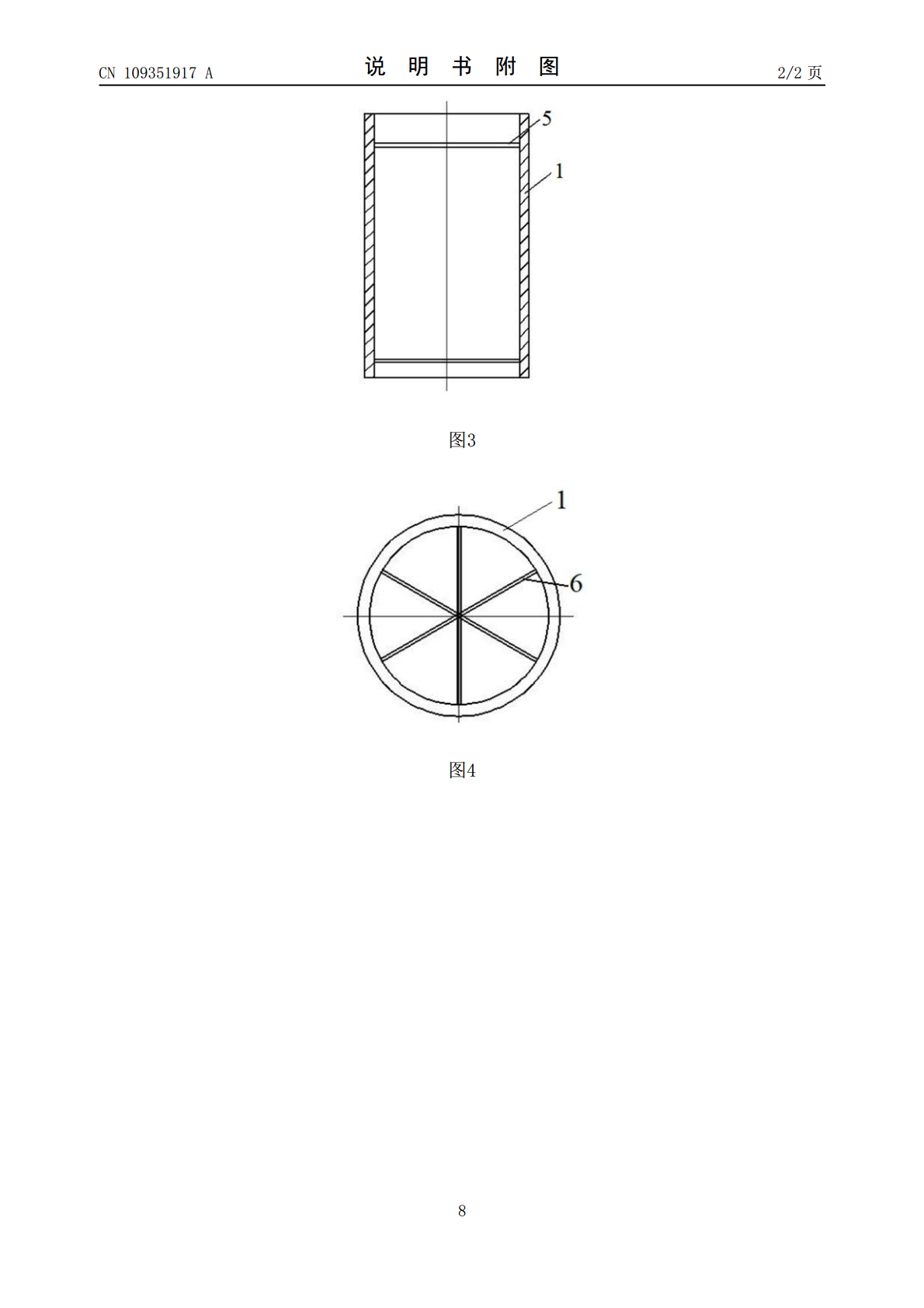
本发明公开了一种电机外壳的铸造工艺,包括以下步骤:步骤一,材料选取:选取铸铁70%‑80%、废铁4%‑6%、石墨2%‑4%和砂石14%‑20%;步骤二,制备:将铸铁、废铁和石墨按照8:1:1的比例混合后送入熔铸炉体内部,进而通过熔铸炉体将混合后的材料熔炼成电机外壳所需要的铁水;步骤三,模具制备;步骤四,浇筑和取模。在温度高于1300℃的状况下,铸铁、废铁和石墨均能处于熔化状态,方便各个材料能够完全混合在一起,减小对材料使用的能源浪费,内置砂芯与铸造外框的配套使用,方便能够对电机外壳进行统一的复制铸造,从而
电机外壳的铸造模具.pdf
本发明公开了电机外壳的铸造模具,包括底模、侧模、顶模和芯模,所述侧模呈圆筒形,侧模内部设有圆柱形的成型腔,侧模上设有若干条形孔,条形孔沿侧模的轴向延伸,条形孔处设有分隔块,分隔块穿过条形孔并延伸至成型腔,分隔块与侧模可拆卸连接,侧模的上部固设有支撑架,支撑架上设有若干沿侧模径向移动的滑块,滑块上转动连接有转动块,转动块的一侧设有塞块,转动块的另一侧设有除刺件,塞块插入条形孔中并与分隔块相抵,除刺件包括第一摩擦片和第二摩擦片,第一摩擦片和第二摩擦片分别与转动块铰接,第一摩擦片与第二摩擦片之间设有热膨胀块;解

电机外壳成形工艺及模具.docx
电机外壳成形工艺及模具电机外壳成形工艺及模具摘要:电机外壳是电机的重要组成部分,它不仅具有保护电机内部结构的功能,还起到隔绝电机与外界环境的作用。本文通过对电机外壳成形工艺及模具的研究,分析了各种成形工艺的特点,并探讨了模具在电机外壳成形中的作用。研究结果表明,成形工艺和模具设计对电机外壳的质量和生产效率有着重要影响。第一部分:引言电机外壳是电机的重要保护部件,其主要功能是保护内部敏感零件免受机械冲击、物理损伤和外界环境的影响。随着电机技术的不断发展,对电机外壳的要求也越来越高。因此,研究电机外壳成形工艺

灯罩外壳低压铸造模具及工艺.docx
灯罩外壳低压铸造模具及工艺灯罩外壳低压铸造模具及工艺摘要:灯罩外壳在室内照明中起到了关键性的作用,低压铸造是制造灯罩外壳的一种常用工艺。本文主要探讨了灯罩外壳低压铸造模具及工艺的相关内容,介绍了低压铸造的基本原理和工艺流程,并深入分析了模具设计的要点和关键技术。通过研究和实践,低压铸造模具及工艺可以有效提高灯罩外壳的制造质量和生产效率。关键词:灯罩外壳;低压铸造;模具设计;工艺流程;制造质量第1节:引言灯罩外壳作为室内照明的重要组成部分,直接影响着照明效果和观感。低压铸造是制造灯罩外壳的一种常用工艺,它具