
一种用于砂型铸造的砂箱自动合模装置.pdf

如灵****姐姐


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于砂型铸造的砂箱自动合模装置.pdf
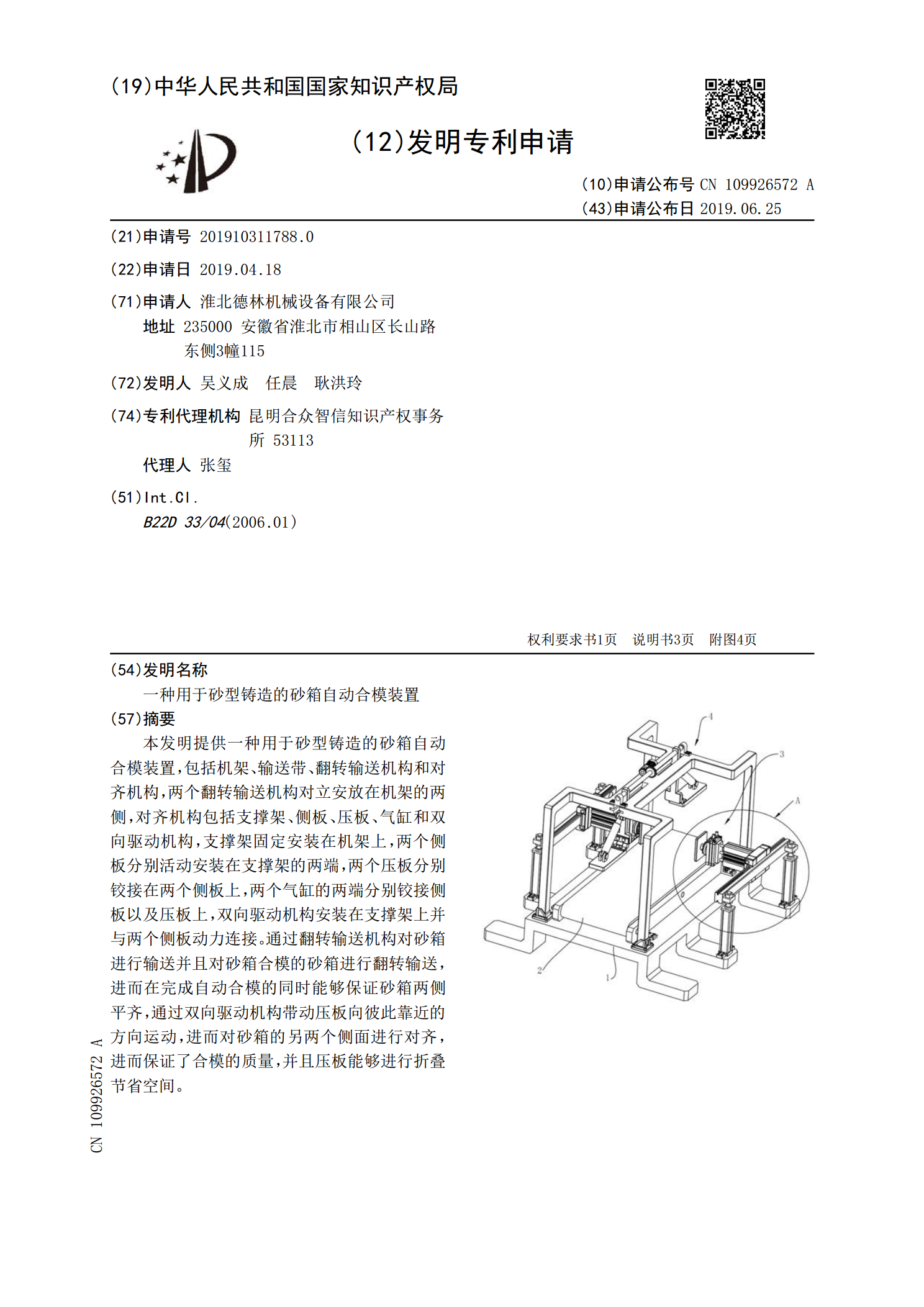
本发明提供一种用于砂型铸造的砂箱自动合模装置,包括机架、输送带、翻转输送机构和对齐机构,两个翻转输送机构对立安放在机架的两侧,对齐机构包括支撑架、侧板、压板、气缸和双向驱动机构,支撑架固定安装在机架上,两个侧板分别活动安装在支撑架的两端,两个压板分别铰接在两个侧板上,两个气缸的两端分别铰接侧板以及压板上,双向驱动机构安装在支撑架上并与两个侧板动力连接。通过翻转输送机构对砂箱进行输送并且对砂箱合模的砂箱进行翻转输送,进而在完成自动合模的同时能够保证砂箱两侧平齐,通过双向驱动机构带动压板向彼此靠近的方向运动,

铸造砂箱合模方法.pdf
本发明公开了一种铸造砂箱合模方法,涉及机械制造技术领域;包括如下步骤:A、制作铸造砂箱合模装置;B、钩子下降到最下方、挡板设为抬升状态;C砂箱上模、下模在传送轮上依次间隔放置并自右向左移动;D、砂箱上模被挡板挡住时,感应器感应到砂箱上模,此时钩子勾住动砂箱上模上升到最顶端;E、砂箱下模被挡板挡住时,感应器感应到砂箱下模,此时钩子带动砂箱上模下降,砂箱上模上的4个导柱进入到砂箱下模的导柱孔中,实现对位合模;F、挡板下降,传送轮带动合模后的砂箱输送到下一个工位;G、挡板及钩子均回到初始状态,准备进行下一个合模

用于消失模铸造的砂箱.pdf
本发明属于模具制作技术领域,具体公开了一种用于消失模铸造的砂箱,包括箱体,所述箱体底部设有多根并列排布的吸风管,所述箱体内还设有用于连通相邻吸风管的连接管,所述吸风管的侧壁上设有吸风孔,吸风管的外壁上设有弹性件,该弹性件的端部安装有避免保护砂掉入吸风孔内的挡块;所述吸风管的内壁设有柔性件,该柔性件的一端固定在吸风管的内壁上,另一端上安装有钢球;所述吸风管的内壁上还设有与其转动连接的转轴,该转轴上设有叶片和用于撞击钢球的凸轮。

一种用于砂型铸造的起模设备.pdf
一种用于砂型铸造的起模设备,属于砂型铸造设备技术领域。本发明解决了现有的人工起模方式易导致砂型边缘被破坏进而影响砂型质量,以及人工起模工作量大、存在安全隐患的问题。平台组件包括安装平台以及固接在安装平台下方的支撑架,所述升降机构包括四台联动H型的丝杆升降机平台以及设置在丝杆升降机平台下部的升降组件,所述丝杆升降机平台固设在安装平台上且其丝杆均竖直穿设在安装平台上,所述升降组件包括水平设置的两个升降横梁、两个支架横梁、两个第一滑道以及四个卡槽,其中两个相邻设置的丝杆升降机中的丝杆同时与一个升降横梁配合,另外

一种砂型铸造自锁型砂箱.pdf
本实用新型公开了一种砂型铸造自锁型砂箱,包括:上砂箱和下砂箱,所述上砂箱的前端面和后端面上均安装有连接块,所述下砂箱的四周等距开设有滑槽,所述滑槽内通过滑块滑动安装有固定框,所述固定框套接安装在所述下砂箱的外围,所述连接块与所述固定框连接固定,所述固定框的前后端面上安装有拆模把手。本实用新型通过合模把手拉起固定框,斜槽能够方便固定框拉起套装在上砂箱的外部,固定框能够保证上下砂箱的对应位置,防止偏移错位,连接块上设置的锁紧头在弹簧的推力下能够与固定框上开设的限位槽卡接固定,进而将上砂箱和下砂箱连接固定,合模