
一种转印膜胶黏层涂布装置.pdf

映雁****魔王


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转印膜胶黏层涂布装置.pdf
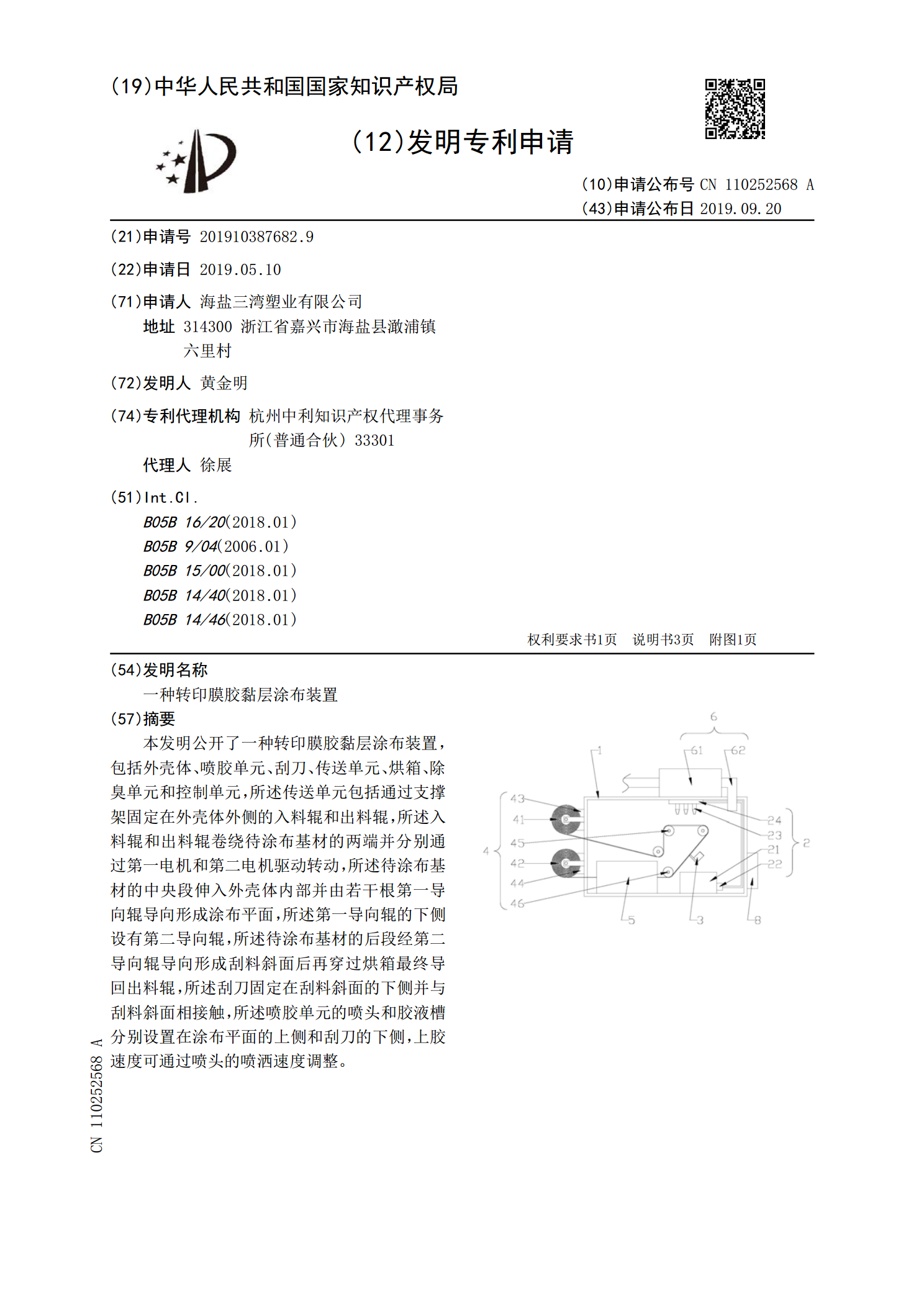
本发明公开了一种转印膜胶黏层涂布装置,包括外壳体、喷胶单元、刮刀、传送单元、烘箱、除臭单元和控制单元,所述传送单元包括通过支撑架固定在外壳体外侧的入料辊和出料辊,所述入料辊和出料辊卷绕待涂布基材的两端并分别通过第一电机和第二电机驱动转动,所述待涂布基材的中央段伸入外壳体内部并由若干根第一导向辊导向形成涂布平面,所述第一导向辊的下侧设有第二导向辊,所述待涂布基材的后段经第二导向辊导向形成刮料斜面后再穿过烘箱最终导回出料辊,所述刮刀固定在刮料斜面的下侧并与刮料斜面相接触,所述喷胶单元的喷头和胶液槽分别设置在涂

一种角度可调的转印膜胶黏层涂布装置.pdf
本发明公开了一种角度可调的转印膜胶黏层涂布装置,包括外壳体、喷胶单元、刮刀、传送单元、烘箱、调节杆和控制单元,待涂布基材的中央段伸入外壳体内部并由若干根第一导向辊导向形成涂布平面,待涂布基材的后段经第二导向辊导向形成刮料斜面,所述刮刀固定在刮料斜面的下侧并与刮料斜面相接触,所述喷胶单元的喷头和胶液槽分别设置在涂布平面的上侧和刮刀的下侧,所述调节杆包括调节头、螺管和丝杆,所述调节头内铰接有支撑杆,所述支撑块的上下两侧螺纹连接有伸入开口槽内的螺栓,所述支撑杆的一端固定在导液板远离刮板的端部而另一端的上下两面被
一种转印膜涂布刮刀装置.pdf
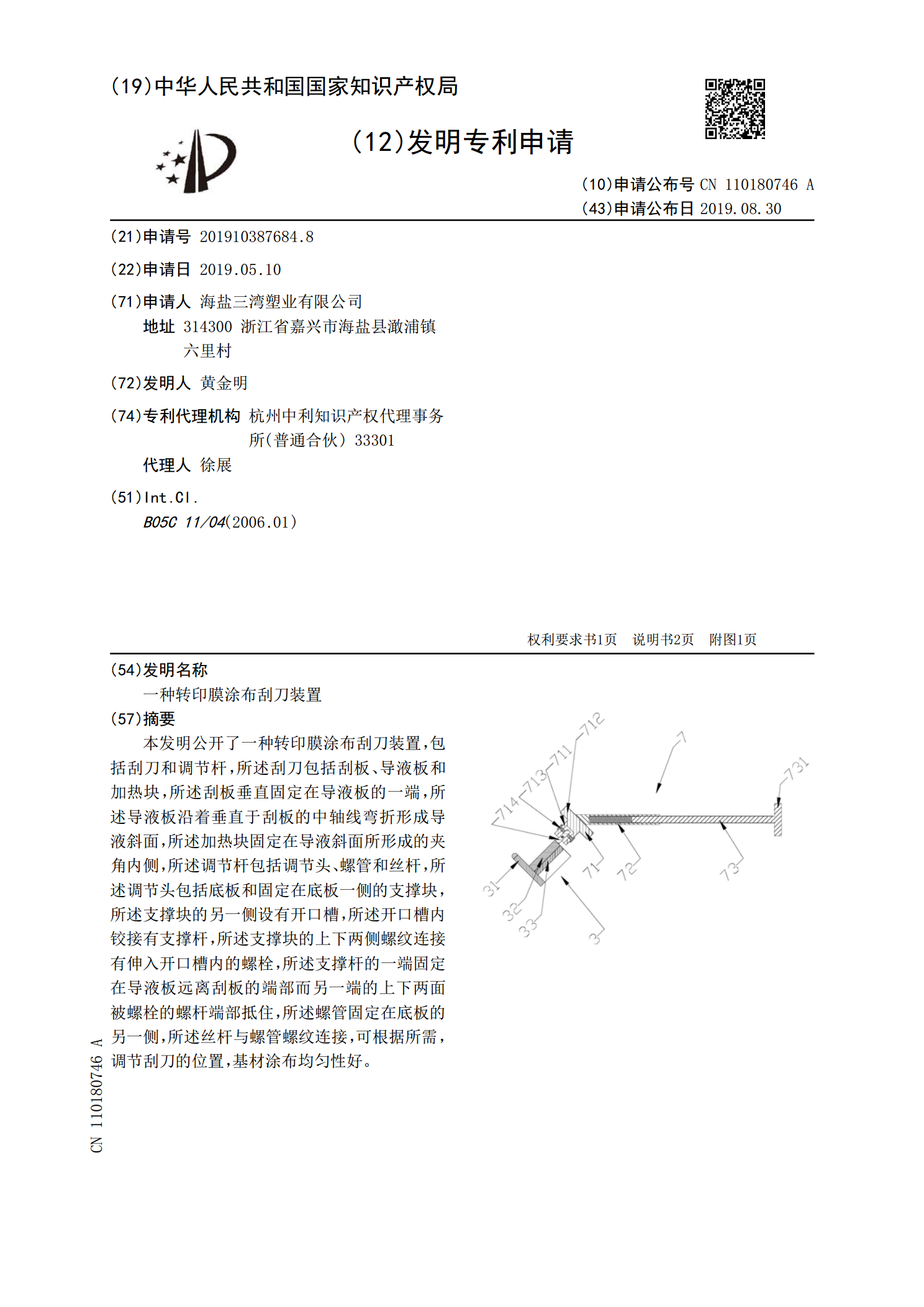
本发明公开了一种转印膜涂布刮刀装置,包括刮刀和调节杆,所述刮刀包括刮板、导液板和加热块,所述刮板垂直固定在导液板的一端,所述导液板沿着垂直于刮板的中轴线弯折形成导液斜面,所述加热块固定在导液斜面所形成的夹角内侧,所述调节杆包括调节头、螺管和丝杆,所述调节头包括底板和固定在底板一侧的支撑块,所述支撑块的另一侧设有开口槽,所述开口槽内铰接有支撑杆,所述支撑块的上下两侧螺纹连接有伸入开口槽内的螺栓,所述支撑杆的一端固定在导液板远离刮板的端部而另一端的上下两面被螺栓的螺杆端部抵住,所述螺管固定在底板的另一侧,所述

用于转印涂布膜的装置.pdf
提供一种具有可更换的盒的用于转印涂布膜的装置,该装置在其保持器组件中具有转印单元并且不易于引发故障或问题。保持器组件包括第一构件和第二构件,第二构件能够占据:第二构件靠近第一构件的闭合位置;和打开位置,在打开位置处,第二构件通过平行于第一构件的纵向方向运动而远离第一构件。当第二构件处于闭合位置时,第二构件与第一构件组合形成壳体。滑动件附接到第二构件,滑动件能够占据更靠近第一构件的一位置和更远离第一构件的另一位置。再充填盒能够附接到滑动件。在第二构件处于闭合位置时滑动件远离第一构件,在第二构件处于打开位置时
转印涂布装置.pdf
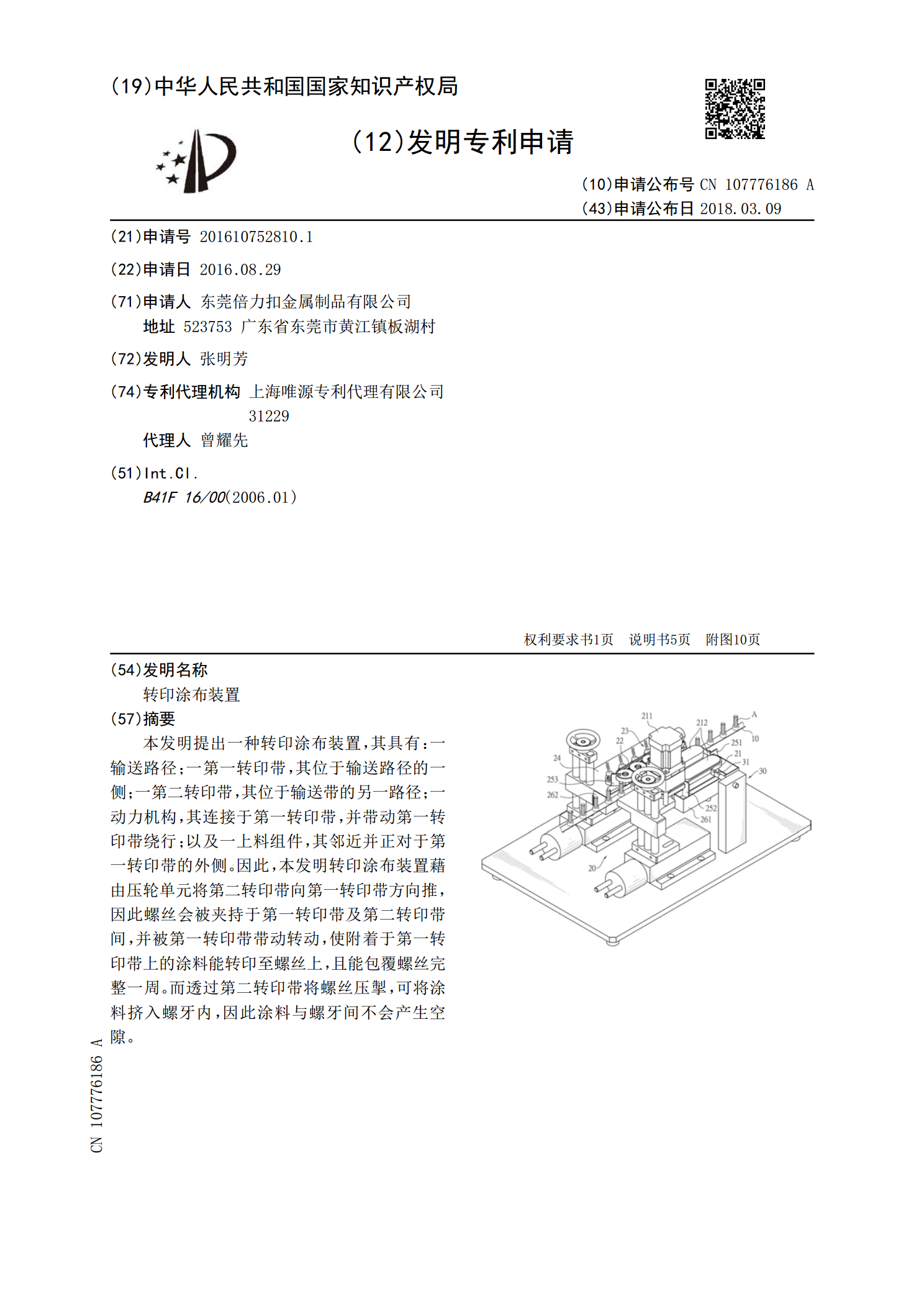
本发明提出一种转印涂布装置,其具有:一输送路径;一第一转印带,其位于输送路径的一侧;一第二转印带,其位于输送带的另一路径;一动力机构,其连接于第一转印带,并带动第一转印带绕行;以及一上料组件,其邻近并正对于第一转印带的外侧。因此,本发明转印涂布装置藉由压轮单元将第二转印带向第一转印带方向推,因此螺丝会被夹持于第一转印带及第二转印带间,并被第一转印带带动转动,使附着于第一转印带上的涂料能转印至螺丝上,且能包覆螺丝完整一周。而透过第二转印带将螺丝压掣,可将涂料挤入螺牙内,因此涂料与螺牙间不会产生空隙。