
多面锻造型锻造装置.pdf

春岚****23

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多面锻造型锻造装置.pdf
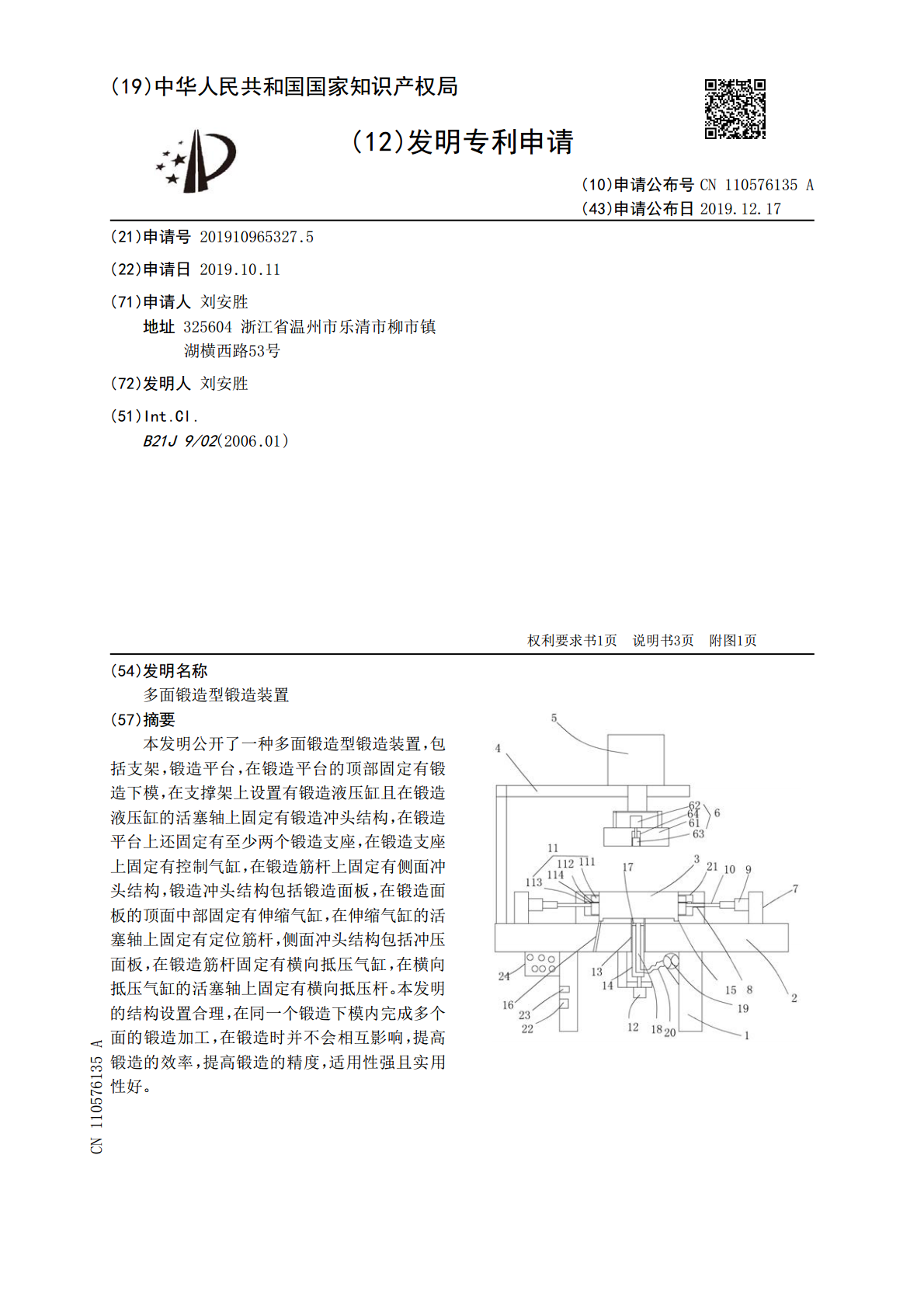
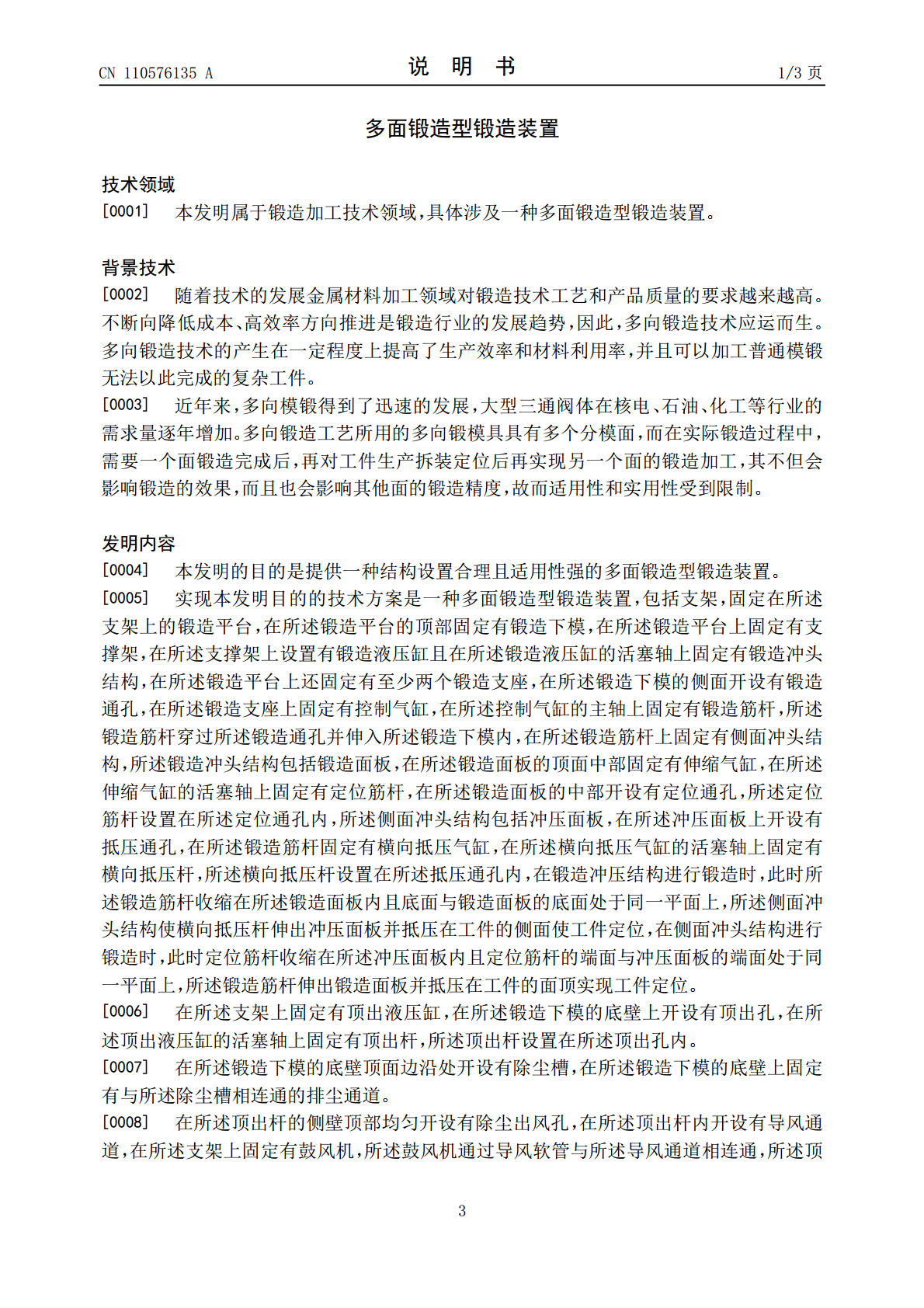
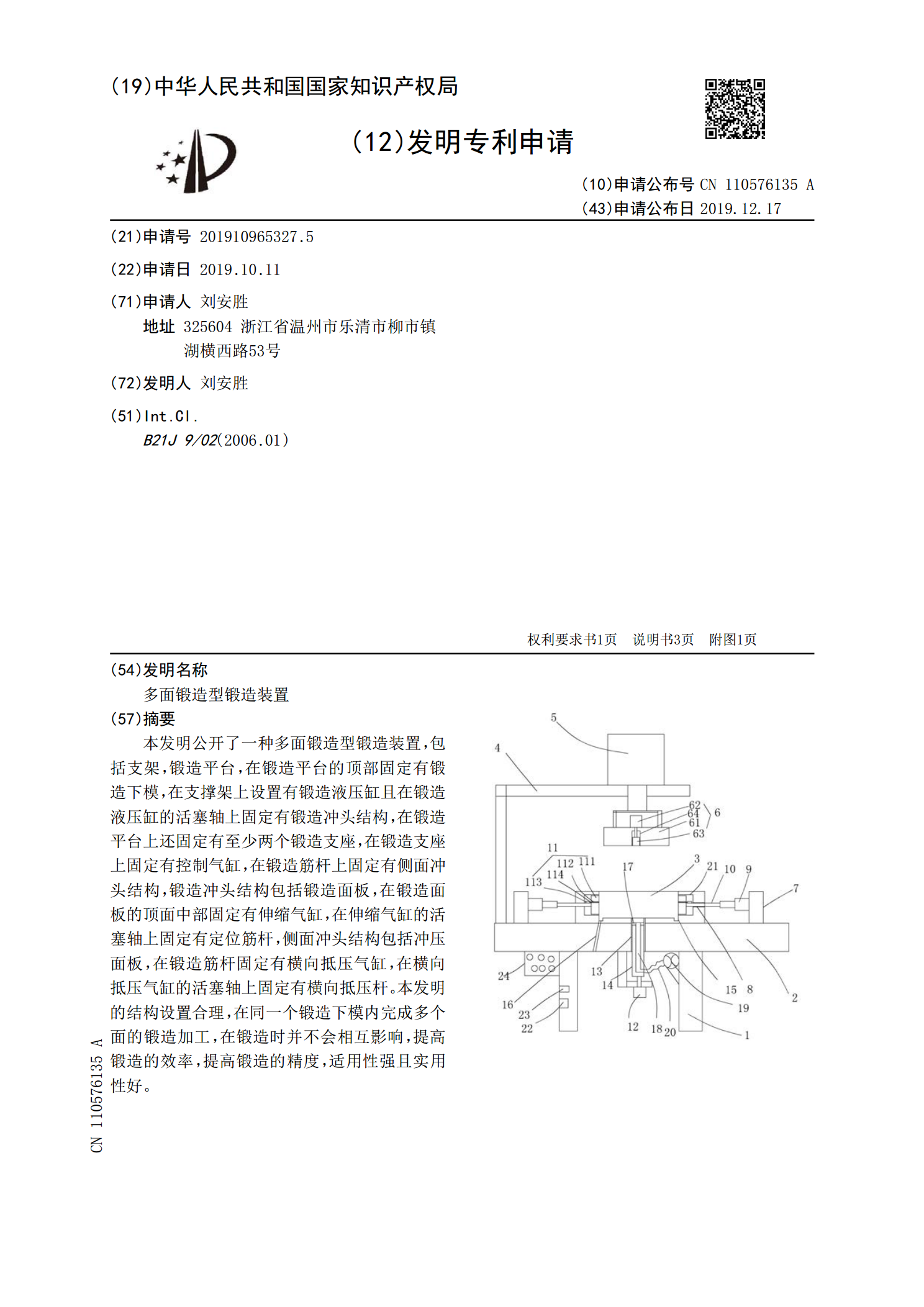
本发明公开了一种多面锻造型锻造装置,包括支架,锻造平台,在锻造平台的顶部固定有锻造下模,在支撑架上设置有锻造液压缸且在锻造液压缸的活塞轴上固定有锻造冲头结构,在锻造平台上还固定有至少两个锻造支座,在锻造支座上固定有控制气缸,在锻造筋杆上固定有侧面冲头结构,锻造冲头结构包括锻造面板,在锻造面板的顶面中部固定有伸缩气缸,在伸缩气缸的活塞轴上固定有定位筋杆,侧面冲头结构包括冲压面板,在锻造筋杆固定有横向抵压气缸,在横向抵压气缸的活塞轴上固定有横向抵压杆。本发明的结构设置合理,在同一个锻造下模内完成多个面的锻造加
一种夹持效果好的可翻转式多面锻造型锻造装置.pdf
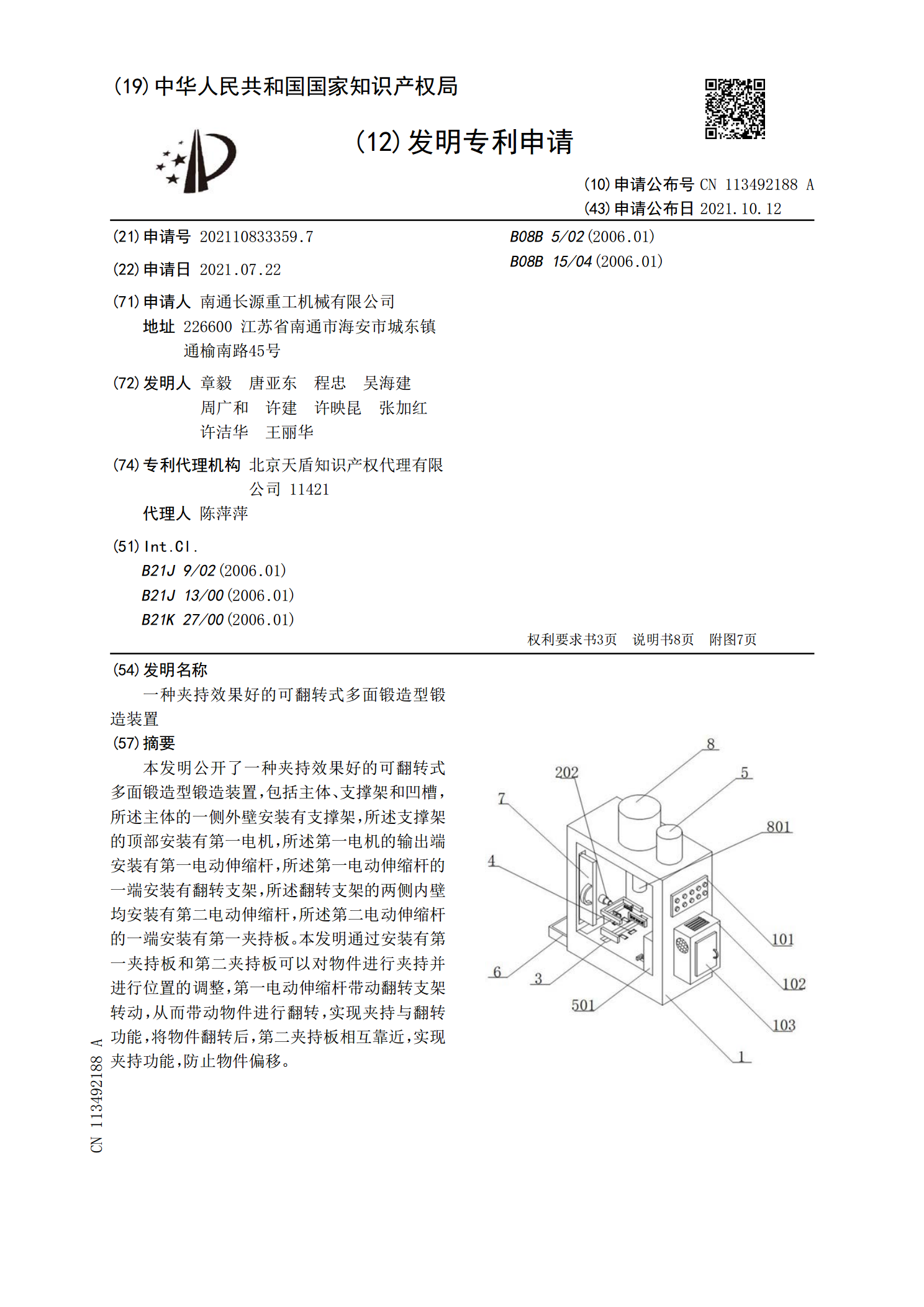
本发明公开了一种夹持效果好的可翻转式多面锻造型锻造装置,包括主体、支撑架和凹槽,所述主体的一侧外壁安装有支撑架,所述支撑架的顶部安装有第一电机,所述第一电机的输出端安装有第一电动伸缩杆,所述第一电动伸缩杆的一端安装有翻转支架,所述翻转支架的两侧内壁均安装有第二电动伸缩杆,所述第二电动伸缩杆的一端安装有第一夹持板。本发明通过安装有第一夹持板和第二夹持板可以对物件进行夹持并进行位置的调整,第一电动伸缩杆带动翻转支架转动,从而带动物件进行翻转,实现夹持与翻转功能,将物件翻转后,第二夹持板相互靠近,实现夹持功能,

锻造首锻和锻造尾锻的适时性过程控制研究.pptx
汇报人:CONTENTS锻造首锻和锻造尾锻的过程控制适时性过程控制的重要性锻造首锻和锻造尾锻的过程过程控制的关键因素过程控制的目标和意义锻造首锻和锻造尾锻的适时性研究适时性研究的背景和意义适时性研究的现状和发展趋势适时性研究的难点和挑战适时性研究的未来展望锻造首锻和锻造尾锻的过程控制技术过程控制技术的种类和应用过程控制技术的优缺点比较过程控制技术的改进和创新过程控制技术的发展趋势锻造首锻和锻造尾锻的适时性过程控制实践适时性过程控制的实践案例实践中的问题和解决方案实践效果和评估方法实践经验的总结和推广锻造首
一种锻圆用钢的冶炼装置及其锻造方法.pdf
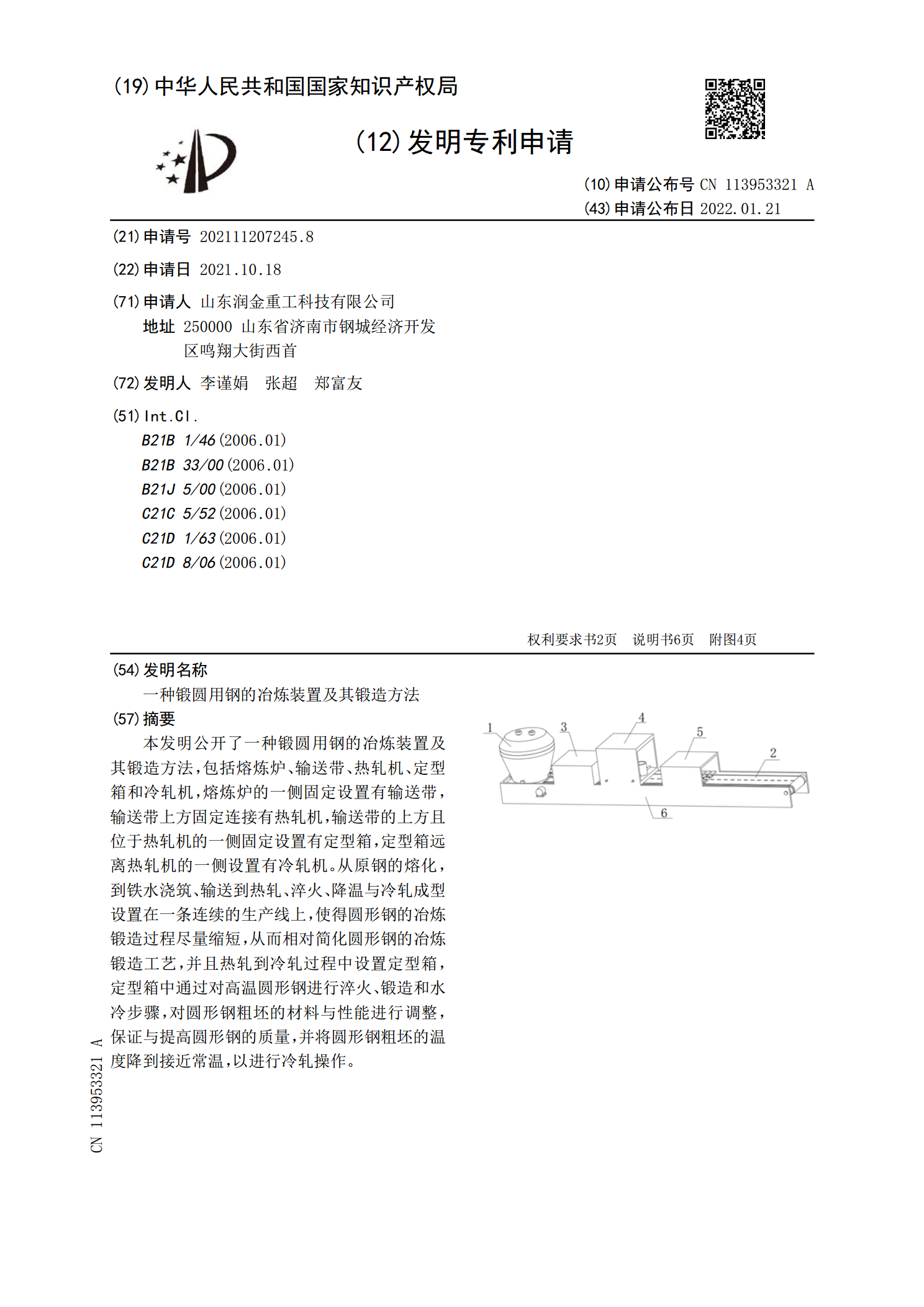
本发明公开了一种锻圆用钢的冶炼装置及其锻造方法,包括熔炼炉、输送带、热轧机、定型箱和冷轧机,熔炼炉的一侧固定设置有输送带,输送带上方固定连接有热轧机,输送带的上方且位于热轧机的一侧固定设置有定型箱,定型箱远离热轧机的一侧设置有冷轧机。从原钢的熔化,到铁水浇筑、输送到热轧、淬火、降温与冷轧成型设置在一条连续的生产线上,使得圆形钢的冶炼锻造过程尽量缩短,从而相对简化圆形钢的冶炼锻造工艺,并且热轧到冷轧过程中设置定型箱,定型箱中通过对高温圆形钢进行淬火、锻造和水冷步骤,对圆形钢粗坯的材料与性能进行调整,保证与提

纸板多面体造型.ppt
纸板多面体造型一、手工的一般概念二、手工的分类使用的工具、材料手工课准备的工具、材料三、十二面体的制作过程1、先画一个圆,以AB为半径画弧求C点(A为半径的1/2)2、连结BC,BC是圆周长的1/5,把圆等分五边。3、根据定的点,画出五边形。4、把标出的部分折叠,同样的方法做12个。5、以一个为中心,周围粘贴五片;6、把五片小单元连接起来,做成半球,再把两个半球合拢。四、作业