
一种高效金属锻造用冲压装置.pdf

是秋****写意


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高效金属锻造用冲压装置.pdf
本发明公开了一种高效金属锻造用冲压装置,包括支撑组件、顶料组件和上压组件;支撑组件包括左右布置的导轨和架设在导轨上方的支撑架;下压模左右滑动设置在导轨上;顶料组件包括顶料气缸、固定板和的第一弹簧,固定板设置在下压模模腔内的通孔下方,顶料气缸安装在固定板上,朝上设置的伸缩端弹性连接支撑板,支撑板位于通孔内;上压组件包括下压驱动;下压驱动固定安装在支撑架上端、朝下设置的伸缩端与下模具连接。本高效金属锻造用冲压装置,结构简单,减少锻造冲压的冲击,并且方便其冲压后顶料,更加方便,效率更高。

一种金属锻造冲压用下模具.pdf
本发明公开了一种金属锻造冲压用下模具,包括模具主体、顶起组件和限位组件;模具主体上的模具凹型下端设有通孔,所述顶起组件设置在通孔处,包括驱动装置、支撑架和支撑板,支撑架安装在通孔的下端处,驱动装置设置在支撑架上,上下的输出端弹性连接支撑板,支撑板位于通孔内,一对限位组件并左右设置在模具主体两端,每组限位组件包括支撑块、调节杆和限位板,所述支撑块设置在模具主体上,调节杆螺纹连接在支撑块上,并且一端转动安装限位板,一对限位板位于模具主体的上方,位于模具凹型的两侧,并相对向内设置;本金属锻造冲压用下模具,结构简
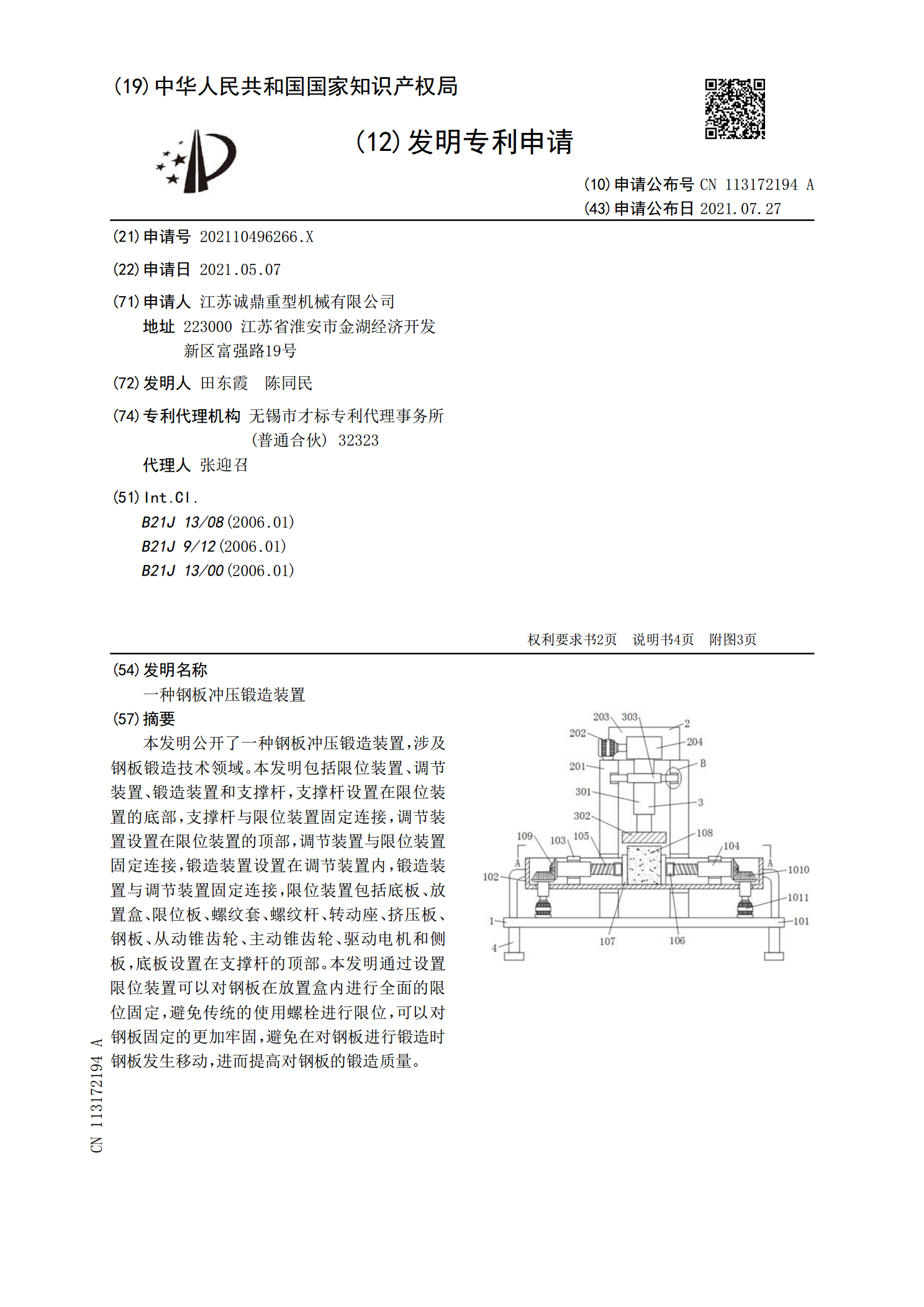
一种钢板冲压锻造装置.pdf
本发明公开了一种钢板冲压锻造装置,涉及钢板锻造技术领域。本发明包括限位装置、调节装置、锻造装置和支撑杆,支撑杆设置在限位装置的底部,支撑杆与限位装置固定连接,调节装置设置在限位装置的顶部,调节装置与限位装置固定连接,锻造装置设置在调节装置内,锻造装置与调节装置固定连接,限位装置包括底板、放置盒、限位板、螺纹套、螺纹杆、转动座、挤压板、钢板、从动锥齿轮、主动锥齿轮、驱动电机和侧板,底板设置在支撑杆的顶部。本发明通过设置限位装置可以对钢板在放置盒内进行全面的限位固定,避免传统的使用螺栓进行限位,可以对钢板固定
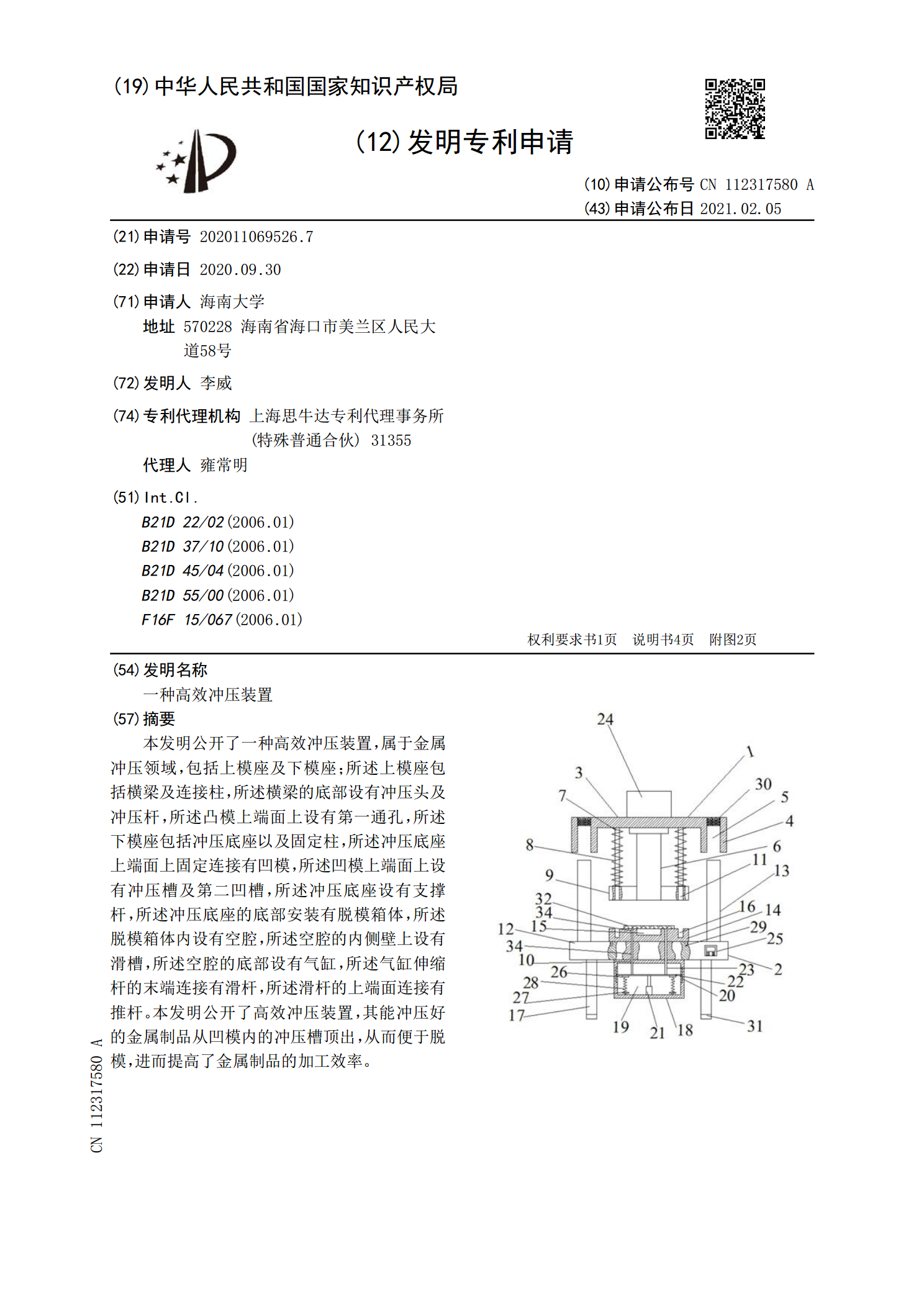
一种高效冲压装置.pdf
本发明公开了一种高效冲压装置,属于金属冲压领域,包括上模座及下模座;所述上模座包括横梁及连接柱,所述横梁的底部设有冲压头及冲压杆,所述凸模上端面上设有第一通孔,所述下模座包括冲压底座以及固定柱,所述冲压底座上端面上固定连接有凹模,所述凹模上端面上设有冲压槽及第二凹槽,所述冲压底座设有支撑杆,所述冲压底座的底部安装有脱模箱体,所述脱模箱体内设有空腔,所述空腔的内侧壁上设有滑槽,所述空腔的底部设有气缸,所述气缸伸缩杆的末端连接有滑杆,所述滑杆的上端面连接有推杆。本发明公开了高效冲压装置,其能冲压好的金属制品从
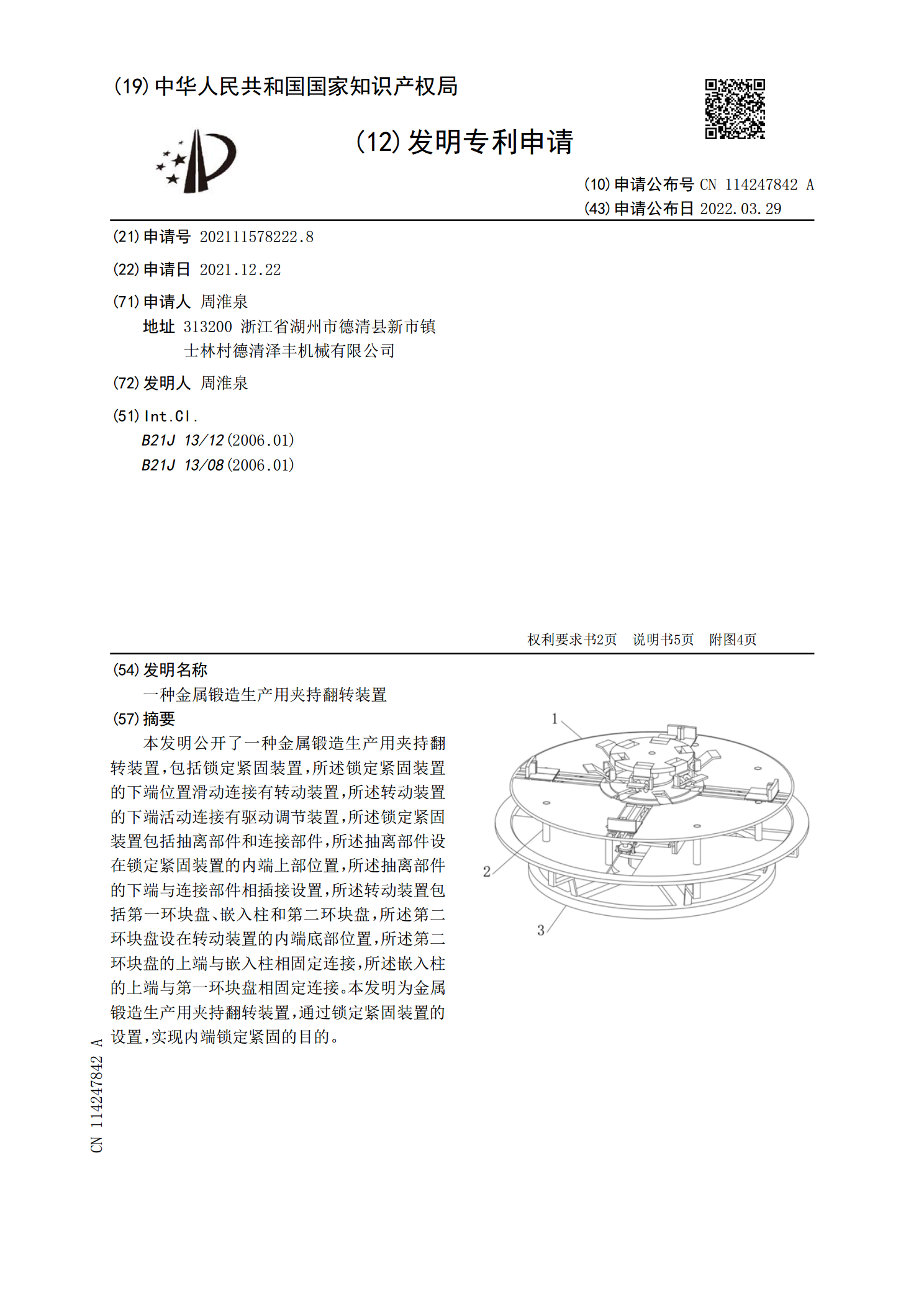
一种金属锻造生产用夹持翻转装置.pdf
本发明公开了一种金属锻造生产用夹持翻转装置,包括锁定紧固装置,所述锁定紧固装置的下端位置滑动连接有转动装置,所述转动装置的下端活动连接有驱动调节装置,所述锁定紧固装置包括抽离部件和连接部件,所述抽离部件设在锁定紧固装置的内端上部位置,所述抽离部件的下端与连接部件相插接设置,所述转动装置包括第一环块盘、嵌入柱和第二环块盘,所述第二环块盘设在转动装置的内端底部位置,所述第二环块盘的上端与嵌入柱相固定连接,所述嵌入柱的上端与第一环块盘相固定连接。本发明为金属锻造生产用夹持翻转装置,通过锁定紧固装置的设置,实现内