
一种螺杆加工工装及螺杆加工方法.pdf

文阁****23

1/9
2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺杆加工工装及螺杆加工方法.pdf
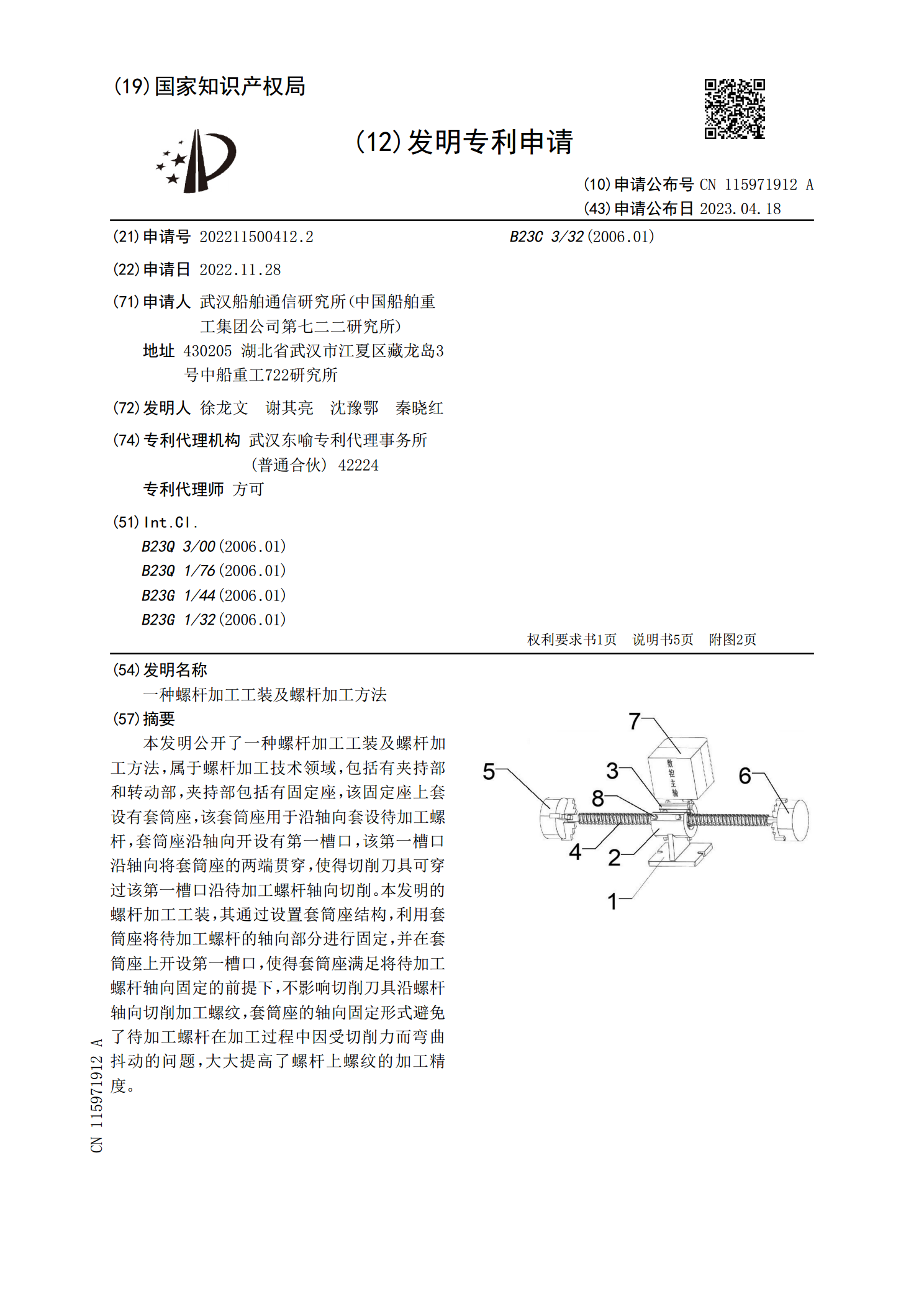
本发明公开了一种螺杆加工工装及螺杆加工方法,属于螺杆加工技术领域,包括有夹持部和转动部,夹持部包括有固定座,该固定座上套设有套筒座,该套筒座用于沿轴向套设待加工螺杆,套筒座沿轴向开设有第一槽口,该第一槽口沿轴向将套筒座的两端贯穿,使得切削刀具可穿过该第一槽口沿待加工螺杆轴向切削。本发明的螺杆加工工装,其通过设置套筒座结构,利用套筒座将待加工螺杆的轴向部分进行固定,并在套筒座上开设第一槽口,使得套筒座满足将待加工螺杆轴向固定的前提下,不影响切削刀具沿螺杆轴向切削加工螺纹,套筒座的轴向固定形式避免了待加工螺杆
螺杆转子加工装置.pdf
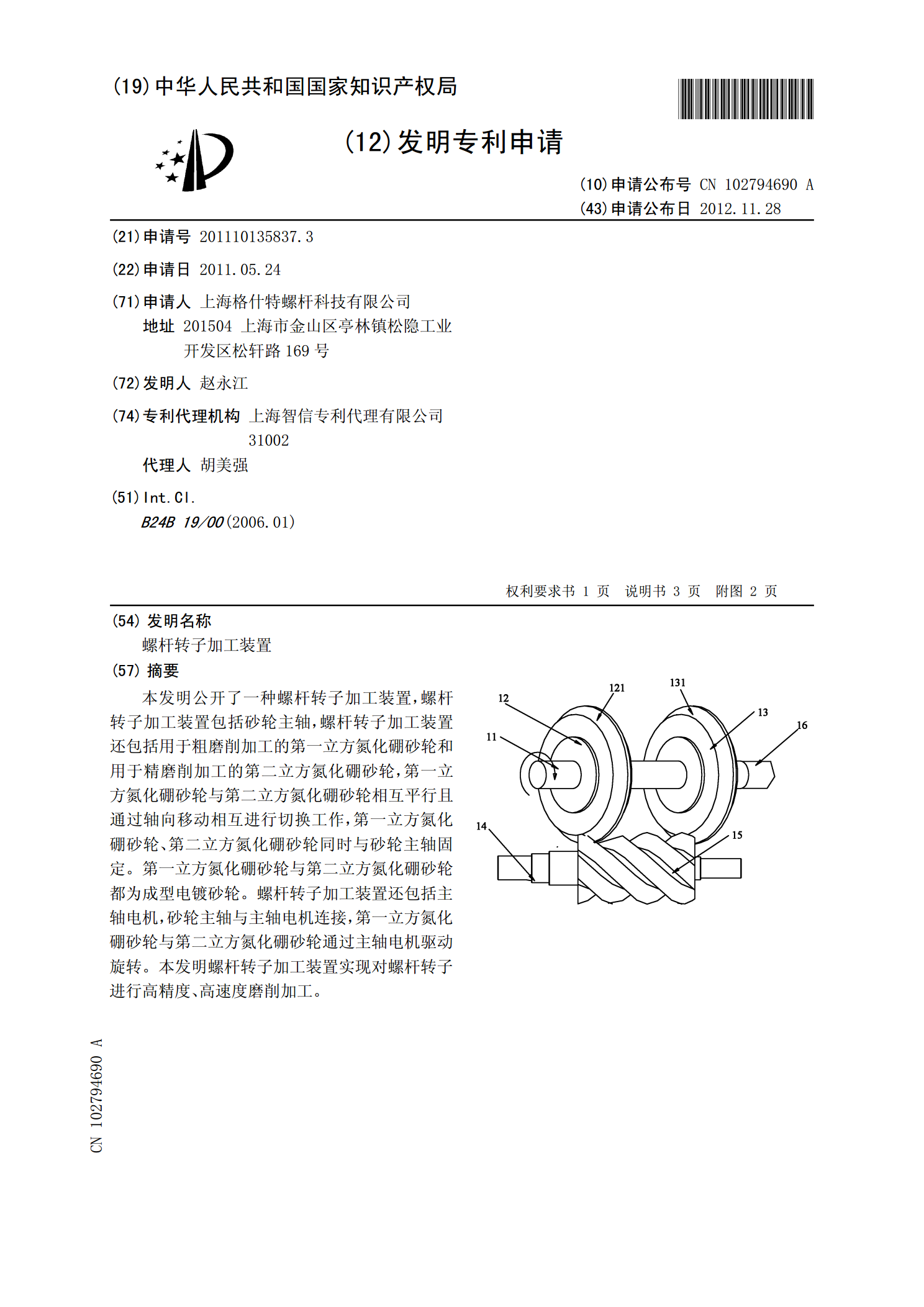
本发明公开了一种螺杆转子加工装置,螺杆转子加工装置包括砂轮主轴,螺杆转子加工装置还包括用于粗磨削加工的第一立方氮化硼砂轮和用于精磨削加工的第二立方氮化硼砂轮,第一立方氮化硼砂轮与第二立方氮化硼砂轮相互平行且通过轴向移动相互进行切换工作,第一立方氮化硼砂轮、第二立方氮化硼砂轮同时与砂轮主轴固定。第一立方氮化硼砂轮与第二立方氮化硼砂轮都为成型电镀砂轮。螺杆转子加工装置还包括主轴电机,砂轮主轴与主轴电机连接,第一立方氮化硼砂轮与第二立方氮化硼砂轮通过主轴电机驱动旋转。本发明螺杆转子加工装置实现对螺杆转子进行高精

合金螺杆加工装置.pdf
合金螺杆加工装置,包括第三撑杆、第三轮架、导线轮、第一收线轮、第一轮架、第一支杆、第一撑架、导线槽、支架、第一吊耳、第二吊耳、环形筒、第二轮架、第二支杆、第二收线轮、第二撑架、第二拉绳、吊环、吊钩、第三拉绳、第一拉绳、弹簧、外杆、内杆、隔板、海绵垫、石棉布层和毛刷,所述第一撑架右侧设置第一支杆,第一支杆右侧设置第一轮架,第一轮架上下两侧各设置第一收线轮,第一拉绳左端缠绕在第一收线轮上,第一拉绳右端固定在第一吊耳上,环形筒左侧设置第一吊耳,环形筒左侧设有导线槽;本发明的优点是:能自动擦拭螺杆外表面。
一种高精度的螺杆加工装置.pdf
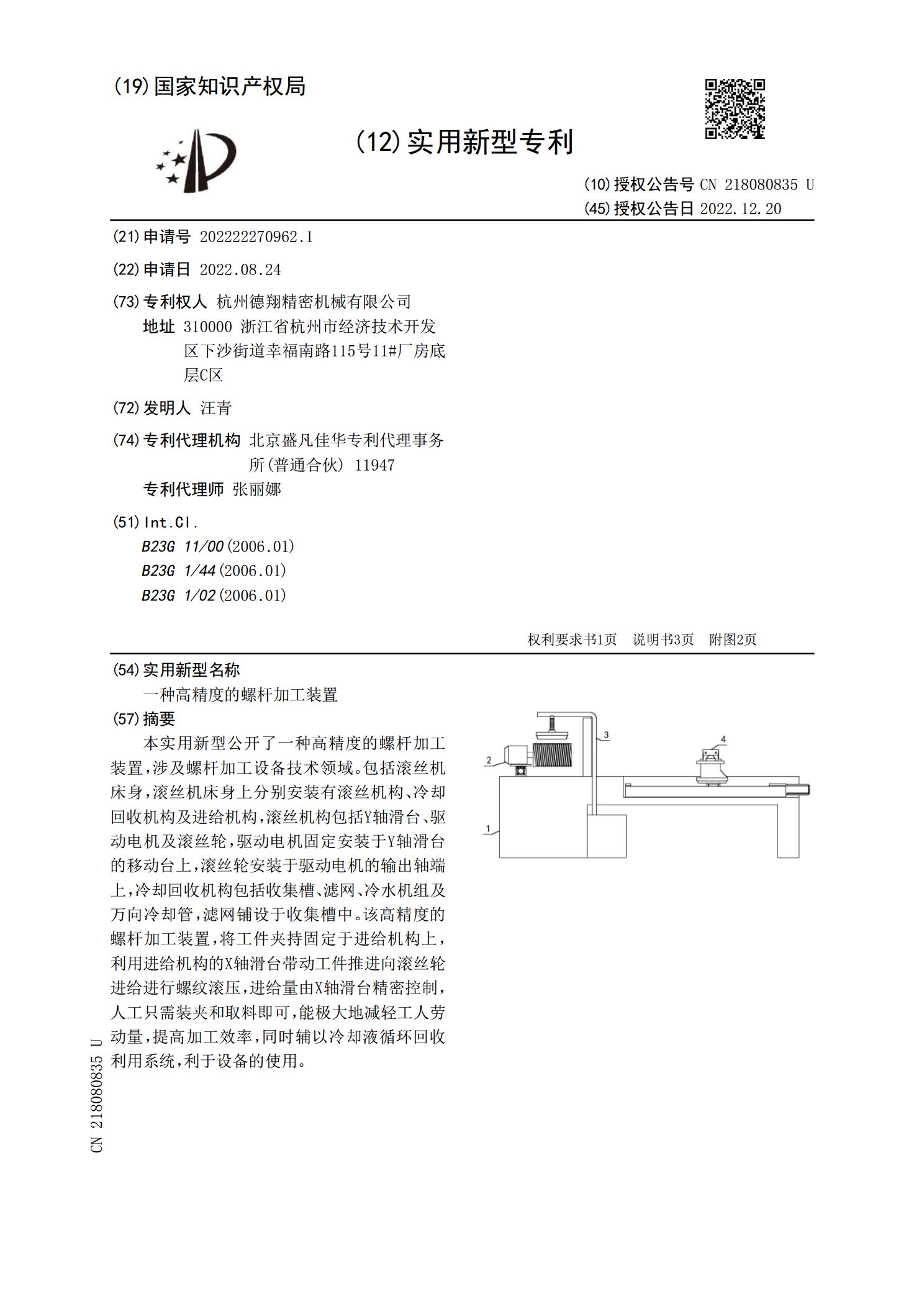
本实用新型公开了一种高精度的螺杆加工装置,涉及螺杆加工设备技术领域。包括滚丝机床身,滚丝机床身上分别安装有滚丝机构、冷却回收机构及进给机构,滚丝机构包括Y轴滑台、驱动电机及滚丝轮,驱动电机固定安装于Y轴滑台的移动台上,滚丝轮安装于驱动电机的输出轴端上,冷却回收机构包括收集槽、滤网、冷水机组及万向冷却管,滤网铺设于收集槽中。该高精度的螺杆加工装置,将工件夹持固定于进给机构上,利用进给机构的X轴滑台带动工件推进向滚丝轮进给进行螺纹滚压,进给量由X轴滑台精密控制,人工只需装夹和取料即可,能极大地减轻工人劳动量,
锥形螺杆加工方法.pdf
本发明锥形螺杆加工方法涉及机械加工领域,具体涉及锥形螺杆加工方法,包括以下步骤:车外圆及两端面;车锥外圆;粗铣螺旋槽;热处理;车、焊螺杆头;试压,螺杆中间孔装有循环导热油,孔内装一定量导热油,螺杆大端孔配加密封塞,通以1MPa压缩空气,保压15min内不出现渗漏即可;磨外圆;抛光,在抛光机床上将各段螺旋槽的有效抛光;氮化,螺杆在氮化炉内必须采用竖直悬挂的方式,可借用螺杆大端的中间孔配专用吊钩实现吊挂;校直,采用热校直的方法进行校直。本发明可保证工件的加工质量和尺寸精度,提高生产效率,降低生产成本和加工难度