
一种立式定位的机械加工用打孔装置.pdf

雨巷****碧易

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种立式定位的机械加工用打孔装置.pdf
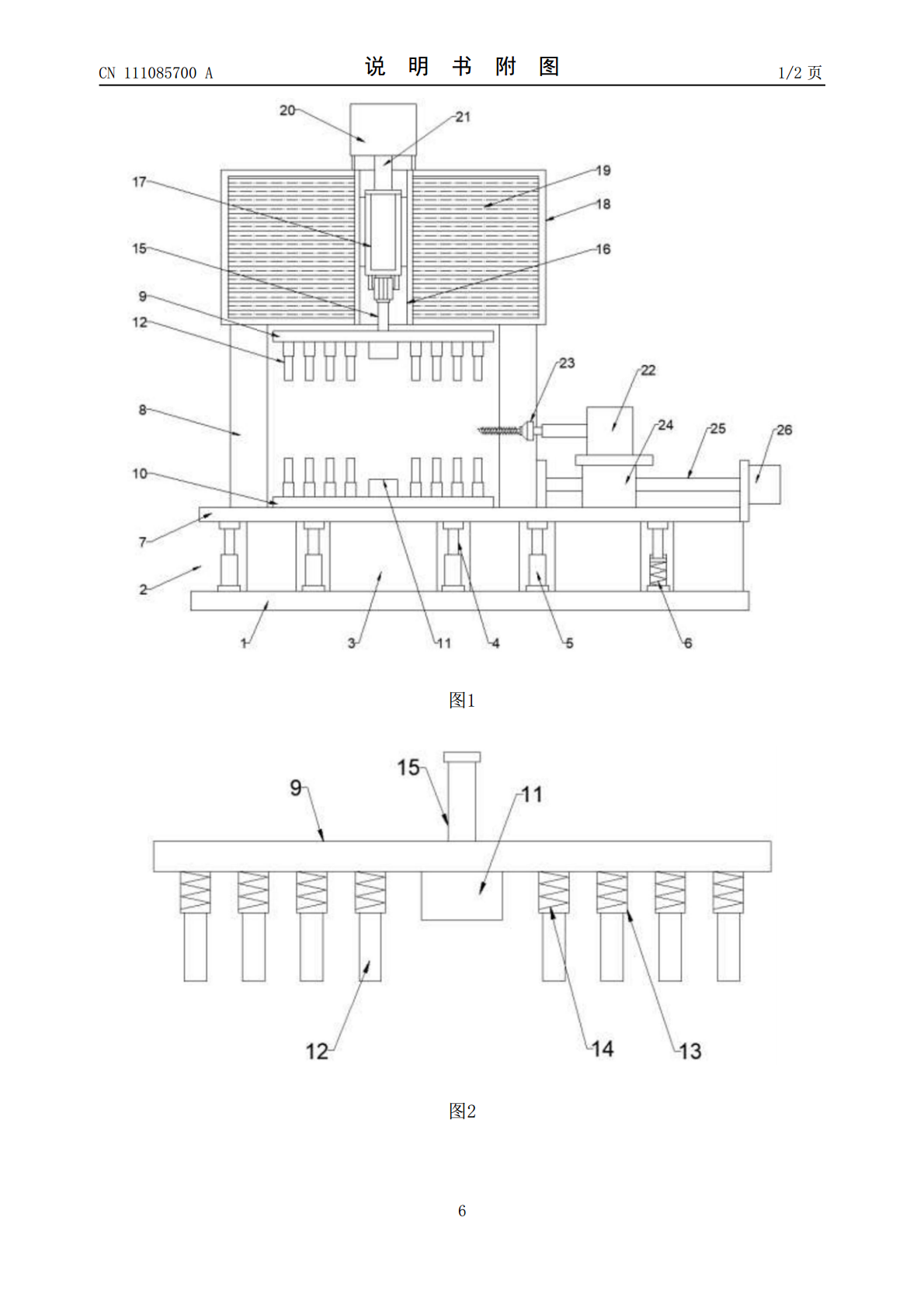
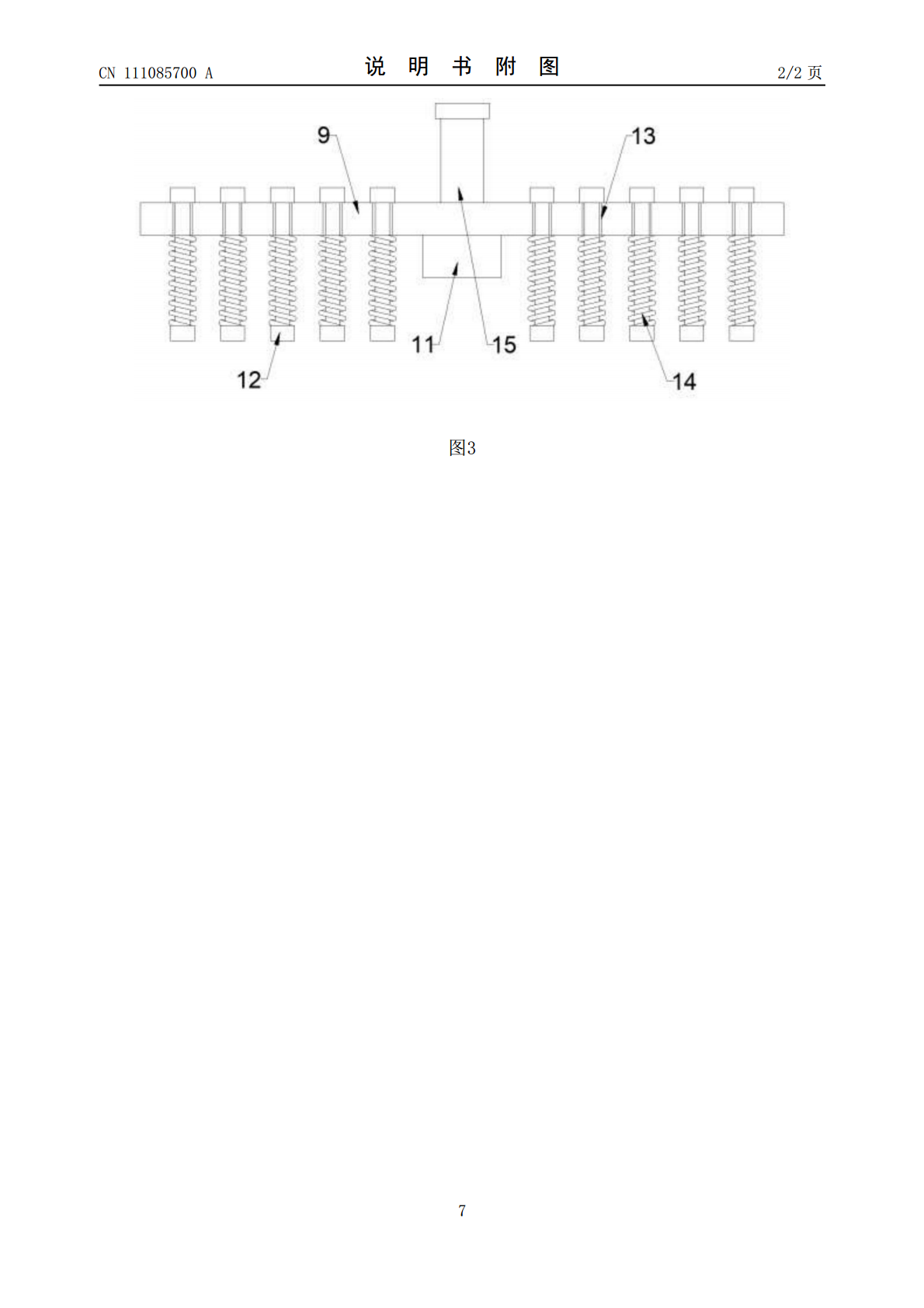
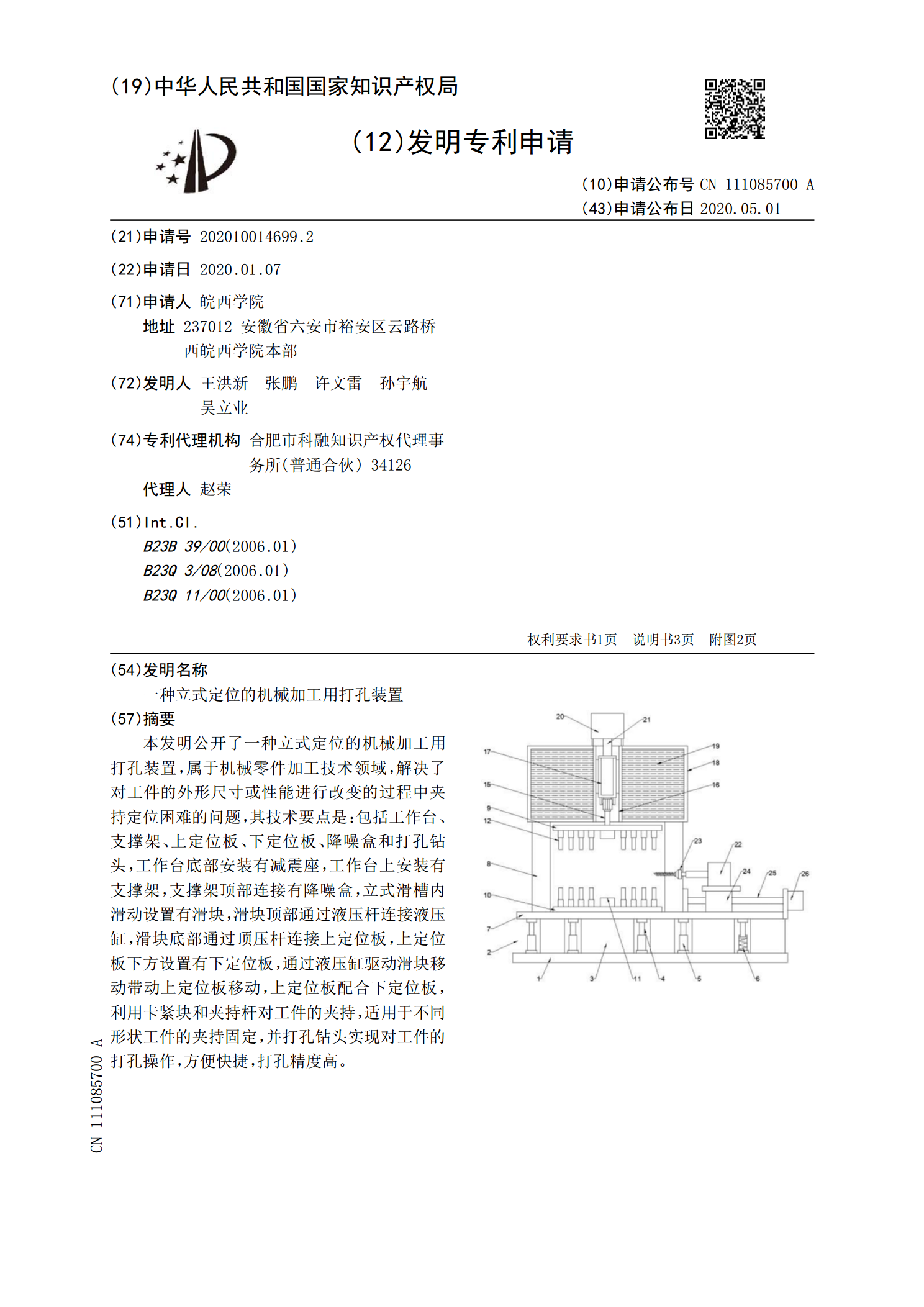
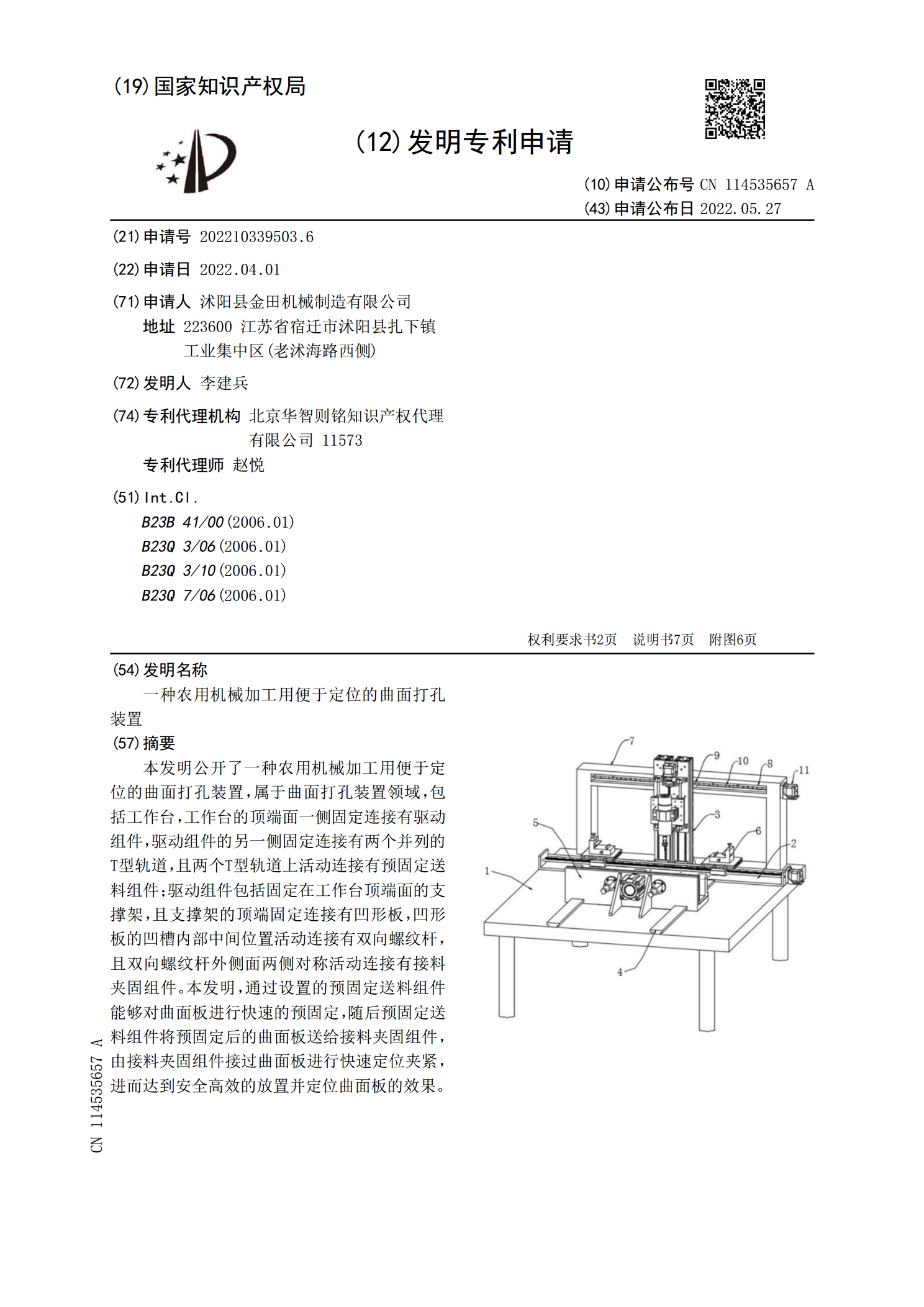
本发明公开了一种立式定位的机械加工用打孔装置,属于机械零件加工技术领域,解决了对工件的外形尺寸或性能进行改变的过程中夹持定位困难的问题,其技术要点是:包括工作台、支撑架、上定位板、下定位板、降噪盒和打孔钻头,工作台底部安装有减震座,工作台上安装有支撑架,支撑架顶部连接有降噪盒,立式滑槽内滑动设置有滑块,滑块顶部通过液压杆连接液压缸,滑块底部通过顶压杆连接上定位板,上定位板下方设置有下定位板,通过液压缸驱动滑块移动带动上定位板移动,上定位板配合下定位板,利用卡紧块和夹持杆对工件的夹持,适用于不同形状工件的夹
一种农用机械加工用便于定位的曲面打孔装置.pdf
本发明公开了一种农用机械加工用便于定位的曲面打孔装置,属于曲面打孔装置领域,包括工作台,工作台的顶端面一侧固定连接有驱动组件,驱动组件的另一侧固定连接有两个并列的T型轨道,且两个T型轨道上活动连接有预固定送料组件;驱动组件包括固定在工作台顶端面的支撑架,且支撑架的顶端固定连接有凹形板,凹形板的凹槽内部中间位置活动连接有双向螺纹杆,且双向螺纹杆外侧面两侧对称活动连接有接料夹固组件。本发明,通过设置的预固定送料组件能够对曲面板进行快速的预固定,随后预固定送料组件将预固定后的曲面板送给接料夹固组件,由接料夹固组
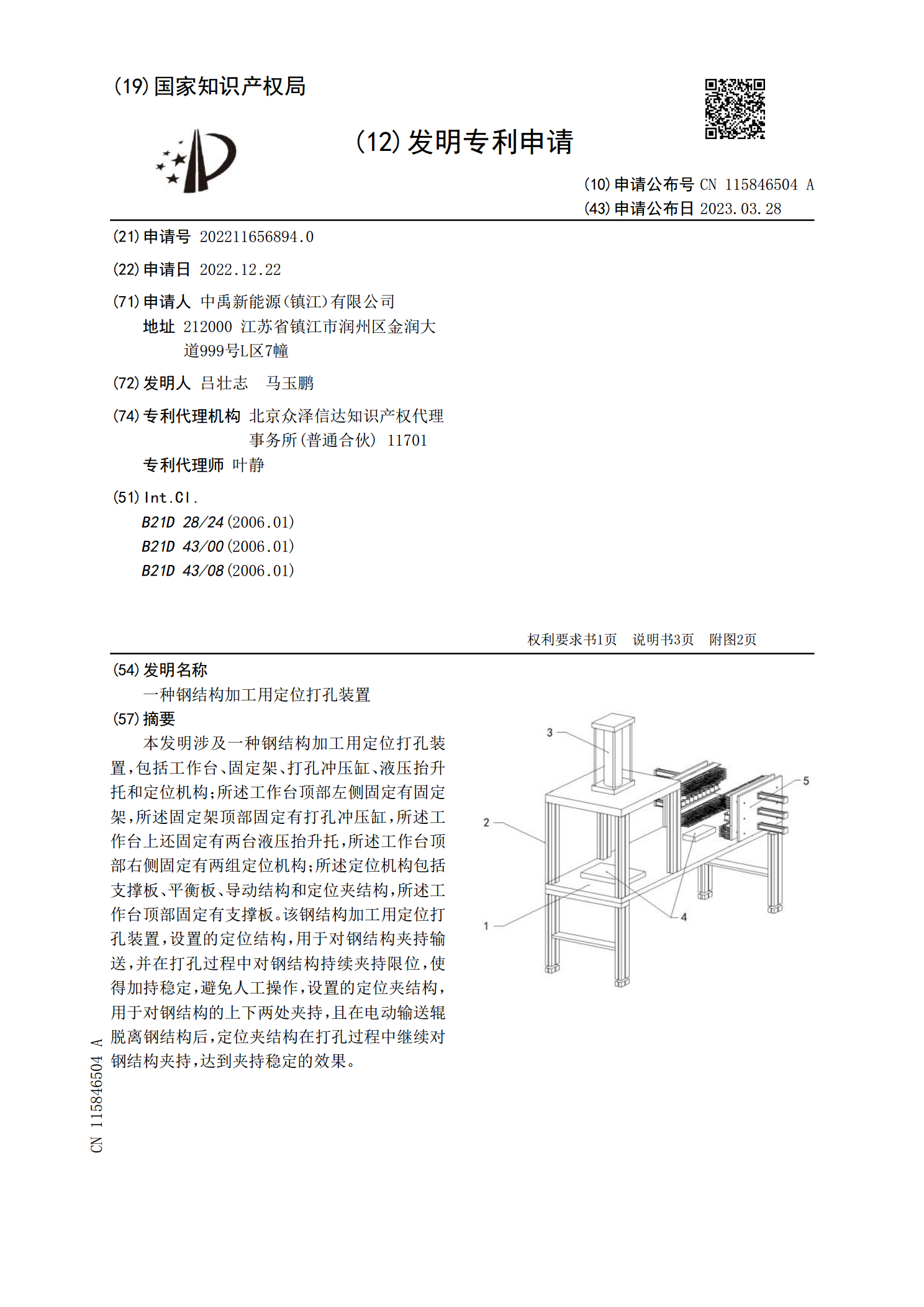
一种钢结构加工用定位打孔装置.pdf
本发明涉及一种钢结构加工用定位打孔装置,包括工作台、固定架、打孔冲压缸、液压抬升托和定位机构;所述工作台顶部左侧固定有固定架,所述固定架顶部固定有打孔冲压缸,所述工作台上还固定有两台液压抬升托,所述工作台顶部右侧固定有两组定位机构;所述定位机构包括支撑板、平衡板、导动结构和定位夹结构,所述工作台顶部固定有支撑板。该钢结构加工用定位打孔装置,设置的定位结构,用于对钢结构夹持输送,并在打孔过程中对钢结构持续夹持限位,使得加持稳定,避免人工操作,设置的定位夹结构,用于对钢结构的上下两处夹持,且在电动输送辊脱离钢
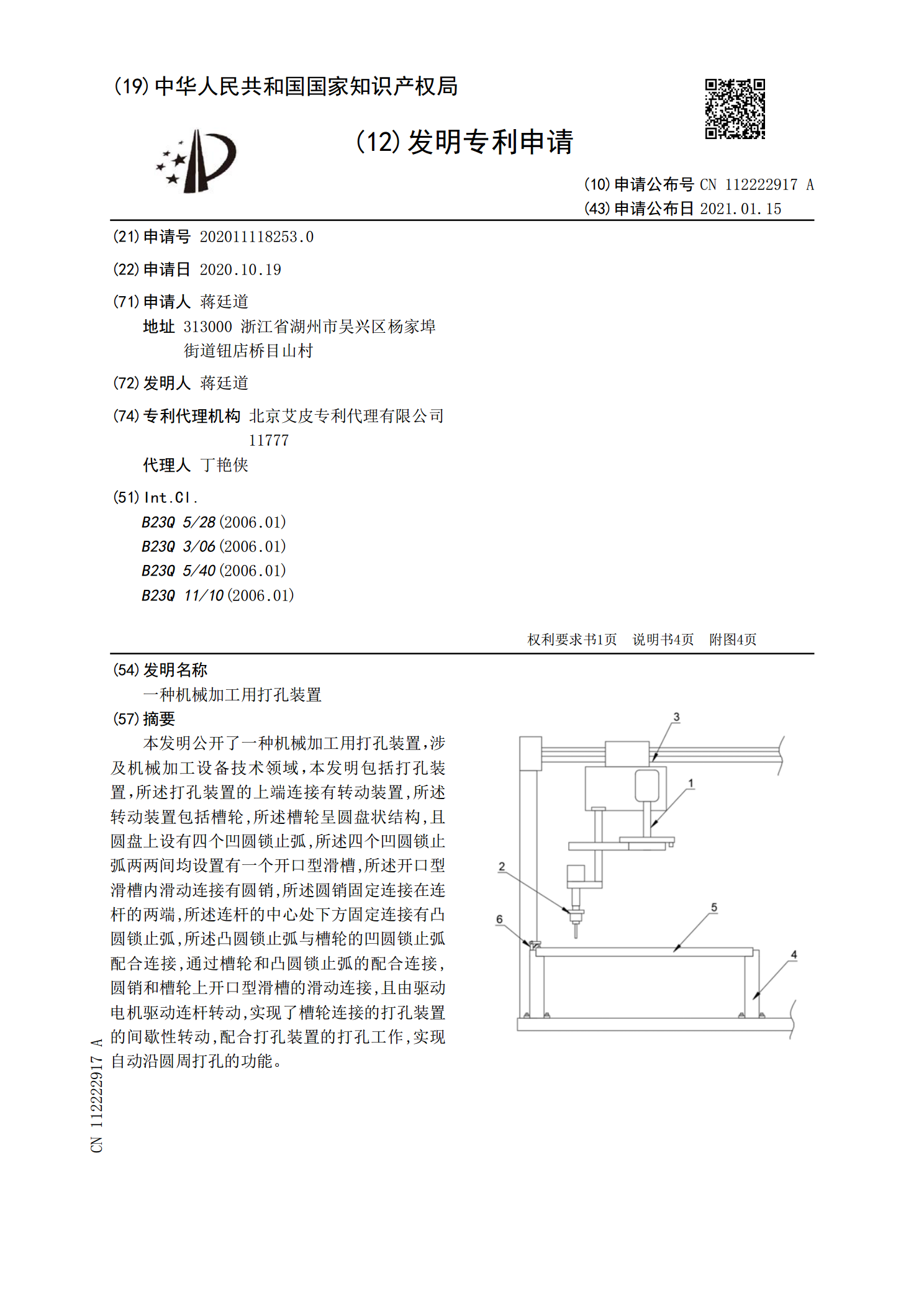
一种机械加工用打孔装置.pdf
本发明公开了一种机械加工用打孔装置,涉及机械加工设备技术领域,本发明包括打孔装置,所述打孔装置的上端连接有转动装置,所述转动装置包括槽轮,所述槽轮呈圆盘状结构,且圆盘上设有四个凹圆锁止弧,所述四个凹圆锁止弧两两间均设置有一个开口型滑槽,所述开口型滑槽内滑动连接有圆销,所述圆销固定连接在连杆的两端,所述连杆的中心处下方固定连接有凸圆锁止弧,所述凸圆锁止弧与槽轮的凹圆锁止弧配合连接,通过槽轮和凸圆锁止弧的配合连接,圆销和槽轮上开口型滑槽的滑动连接,且由驱动电机驱动连杆转动,实现了槽轮连接的打孔装置的间歇性转动

一种机械加工用打孔装置.pdf
本发明公开了一种机械加工用打孔装置,包括底板,底板顶部设有支撑柱,支撑柱一侧安装有把手,支撑柱内情设有连接杆、定滑轮、滑轮、动滑轮和滑槽,支撑柱一侧一侧连接有滑轨、顶板、电机、钻杆和钻头,顶板底部连接有导向杆和导向管,底板顶部依次设有减震垫和加工台,加工台顶部设有凹槽,凹槽内设有夹持板,加工台两侧安装有气缸和连接轴,加工台顶部连接有限位板。本发明能够防止在进行加工时顶板与底板发生位置偏移现象,使得在调节钻头高度时更加轻松省力,使用更加方便快捷,能够有效防止过度钻通加工件而导致的加工件损坏,并且不需要手工进