
一种光伏焊带放卷方法.pdf

文阁****23


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种光伏焊带放卷方法.pdf
一种光伏焊带放卷方法,涉及光伏加工领域。本申请提供的光伏焊带放卷方法包括以下步骤:使用一个电机驱动多个焊带卷同时旋转放出焊带;其中,电机通过驱动一驱动辊旋转来驱动与驱动辊接触的多个焊带卷同时旋转;当检测到任意一个焊带卷放出的焊带长度为预设长度时,控制对应焊带卷脱离接触驱动辊停止放料,其它焊带卷则继续放料;当各个焊带卷全部放出预设长度焊带后并脱离接触驱动辊停止放料时,控制电机停止工作,完成一次放卷。本申请提供的光伏焊带放卷方法解决了现有技术中存在的多个焊带卷同时放卷且需要放卷长度相同时存在的成本高、结构复杂
一种光伏焊带、光伏组件及光伏焊带的制作方法.pdf
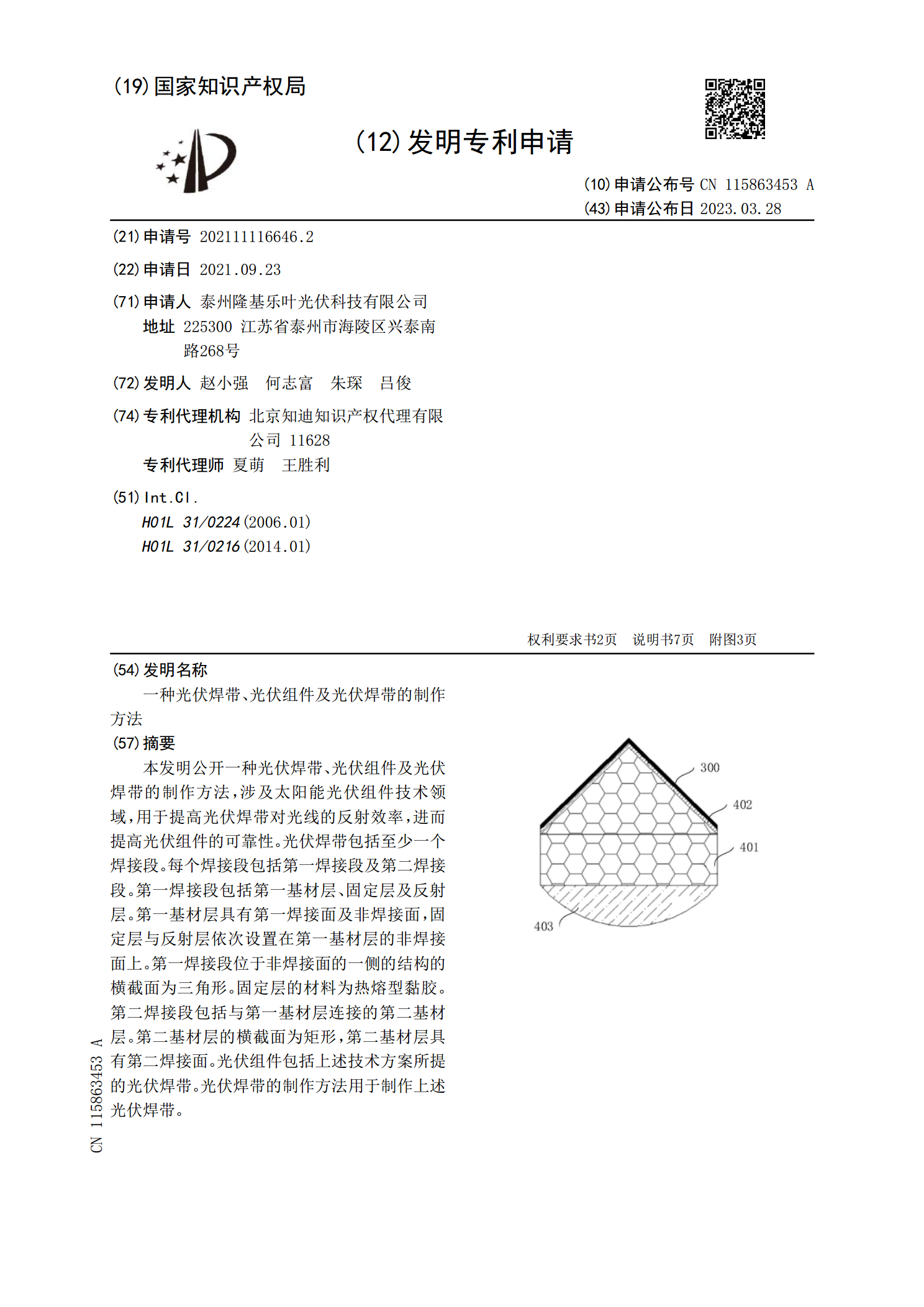
本发明公开一种光伏焊带、光伏组件及光伏焊带的制作方法,涉及太阳能光伏组件技术领域,用于提高光伏焊带对光线的反射效率,进而提高光伏组件的可靠性。光伏焊带包括至少一个焊接段。每个焊接段包括第一焊接段及第二焊接段。第一焊接段包括第一基材层、固定层及反射层。第一基材层具有第一焊接面及非焊接面,固定层与反射层依次设置在第一基材层的非焊接面上。第一焊接段位于非焊接面的一侧的结构的横截面为三角形。固定层的材料为热熔型黏胶。第二焊接段包括与第一基材层连接的第二基材层。第二基材层的横截面为矩形,第二基材层具有第二焊接面。光
一种太阳能光伏组件焊带放带装置.pdf
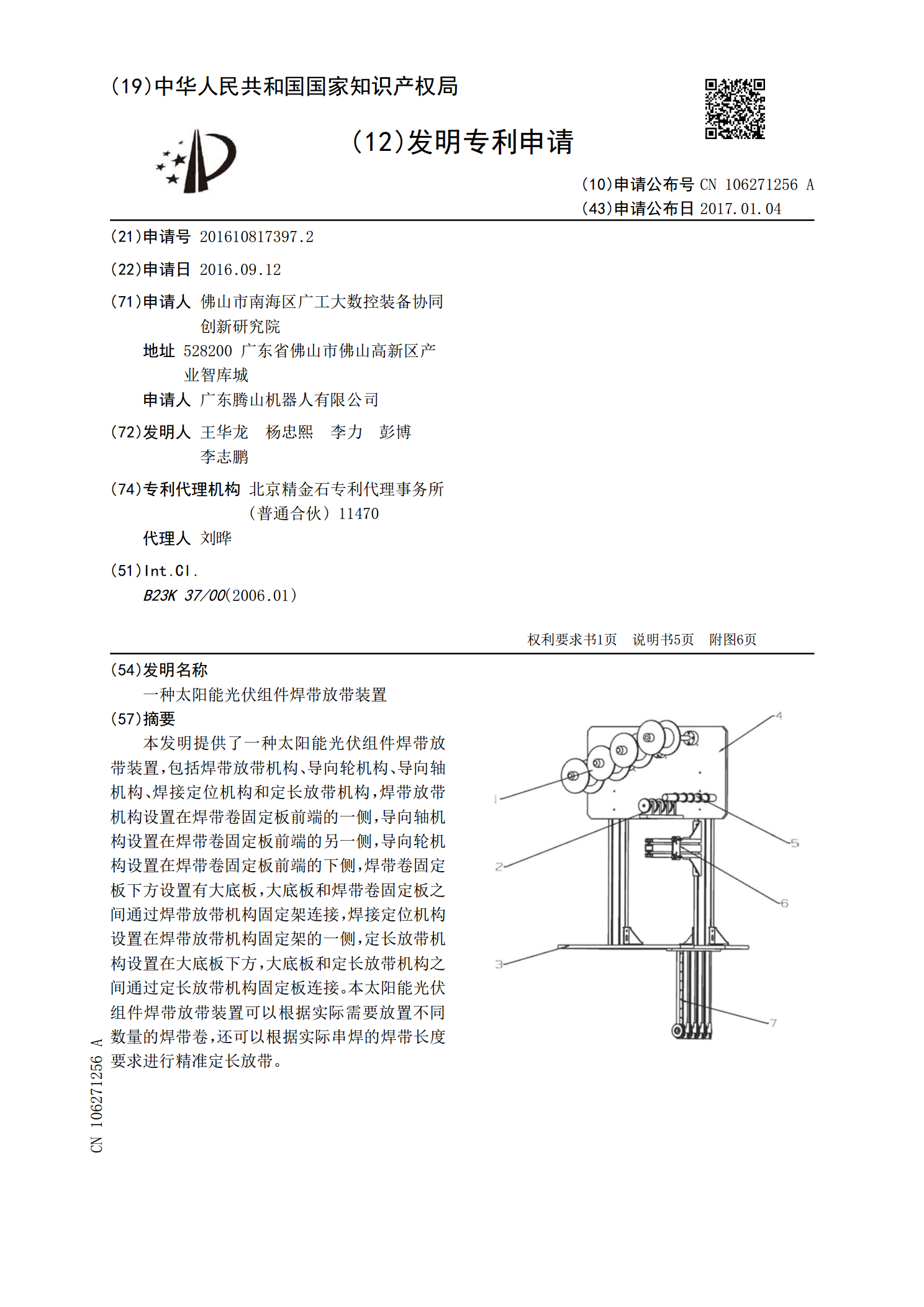
本发明提供了一种太阳能光伏组件焊带放带装置,包括焊带放带机构、导向轮机构、导向轴机构、焊接定位机构和定长放带机构,焊带放带机构设置在焊带卷固定板前端的一侧,导向轴机构设置在焊带卷固定板前端的另一侧,导向轮机构设置在焊带卷固定板前端的下侧,焊带卷固定板下方设置有大底板,大底板和焊带卷固定板之间通过焊带放带机构固定架连接,焊接定位机构设置在焊带放带机构固定架的一侧,定长放带机构设置在大底板下方,大底板和定长放带机构之间通过定长放带机构固定板连接。本太阳能光伏组件焊带放带装置可以根据实际需要放置不同数量的焊带卷
一种光伏焊带.pdf
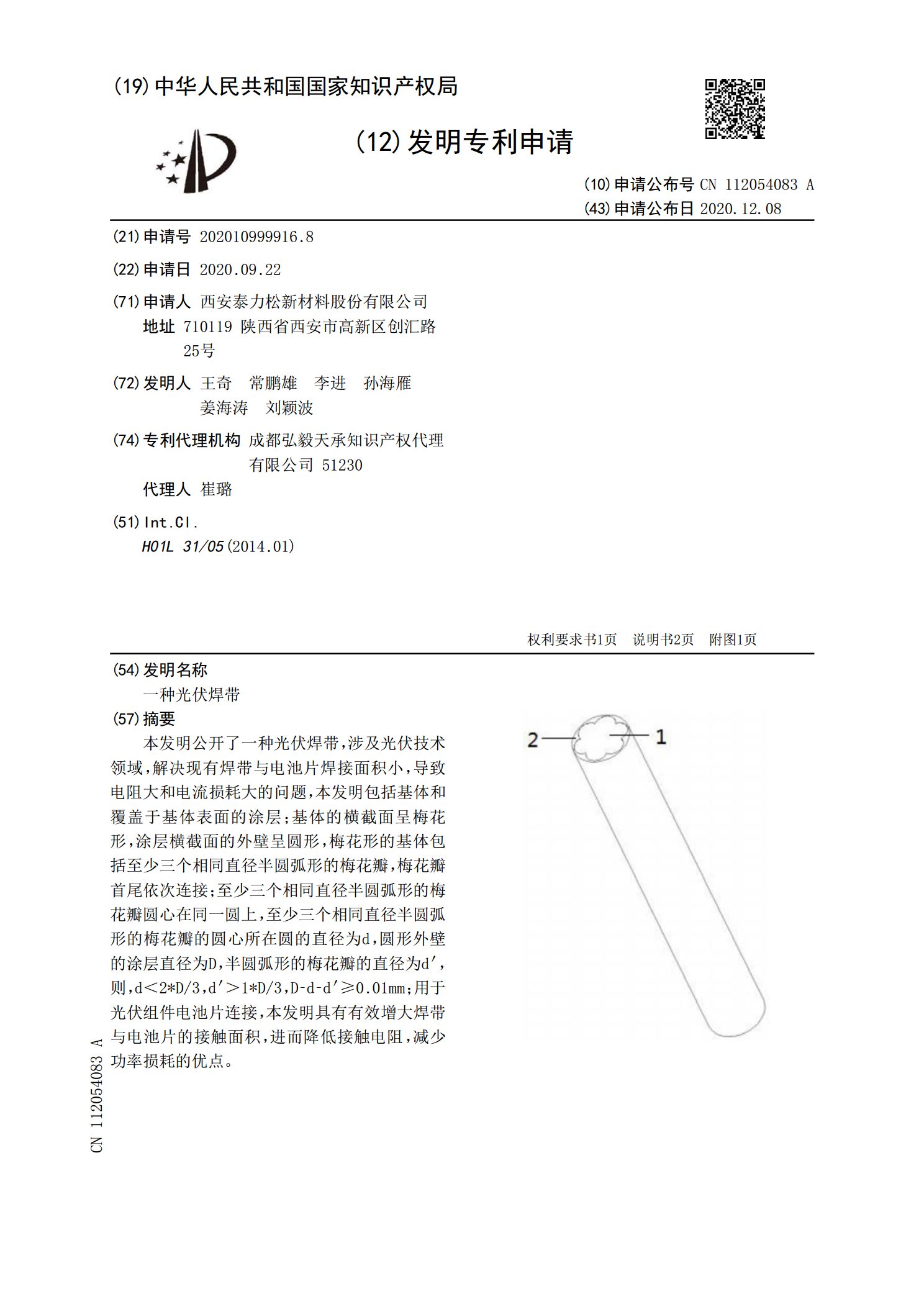
本发明公开了一种光伏焊带,涉及光伏技术领域,解决现有焊带与电池片焊接面积小,导致电阻大和电流损耗大的问题,本发明包括基体和覆盖于基体表面的涂层;基体的横截面呈梅花形,涂层横截面的外壁呈圆形,梅花形的基体包括至少三个相同直径半圆弧形的梅花瓣,梅花瓣首尾依次连接;至少三个相同直径半圆弧形的梅花瓣圆心在同一圆上,至少三个相同直径半圆弧形的梅花瓣的圆心所在圆的直径为d,圆形外壁的涂层直径为D,半圆弧形的梅花瓣的直径为d′,则,d<2*D/3,d′>1*D/3,D‑d‑d′≥0.01mm;用于光伏组件电池片连接,本

一种光伏焊带的喷涂制造方法.pdf
本发明公开了一种光伏焊带的喷涂制造方法,其步骤为:对铜基带进行预处理,除去铜基带表面的氧化层;在铜基带的一个表面上均匀地涂上粘结剂,形成粘结层;然后将焊粉均匀地喷在所述的粘结层上,形成焊粉层,并用超声波将焊粉与粘结剂完全粘合;翻转铜基带至另一面,重复涂粘结剂、喷焊粉及超声粘合过程;然后,在两个焊粉层的外表面上分别覆盖保护纸;收料。由于喷印焊粉的温度较低,焊粉与铜不发生反应,较方便清洗,无残留,且少用一次热加工工艺,可显著减少能源消耗。