
一种铸件打磨机床.pdf

白凡****12

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸件打磨机床.pdf
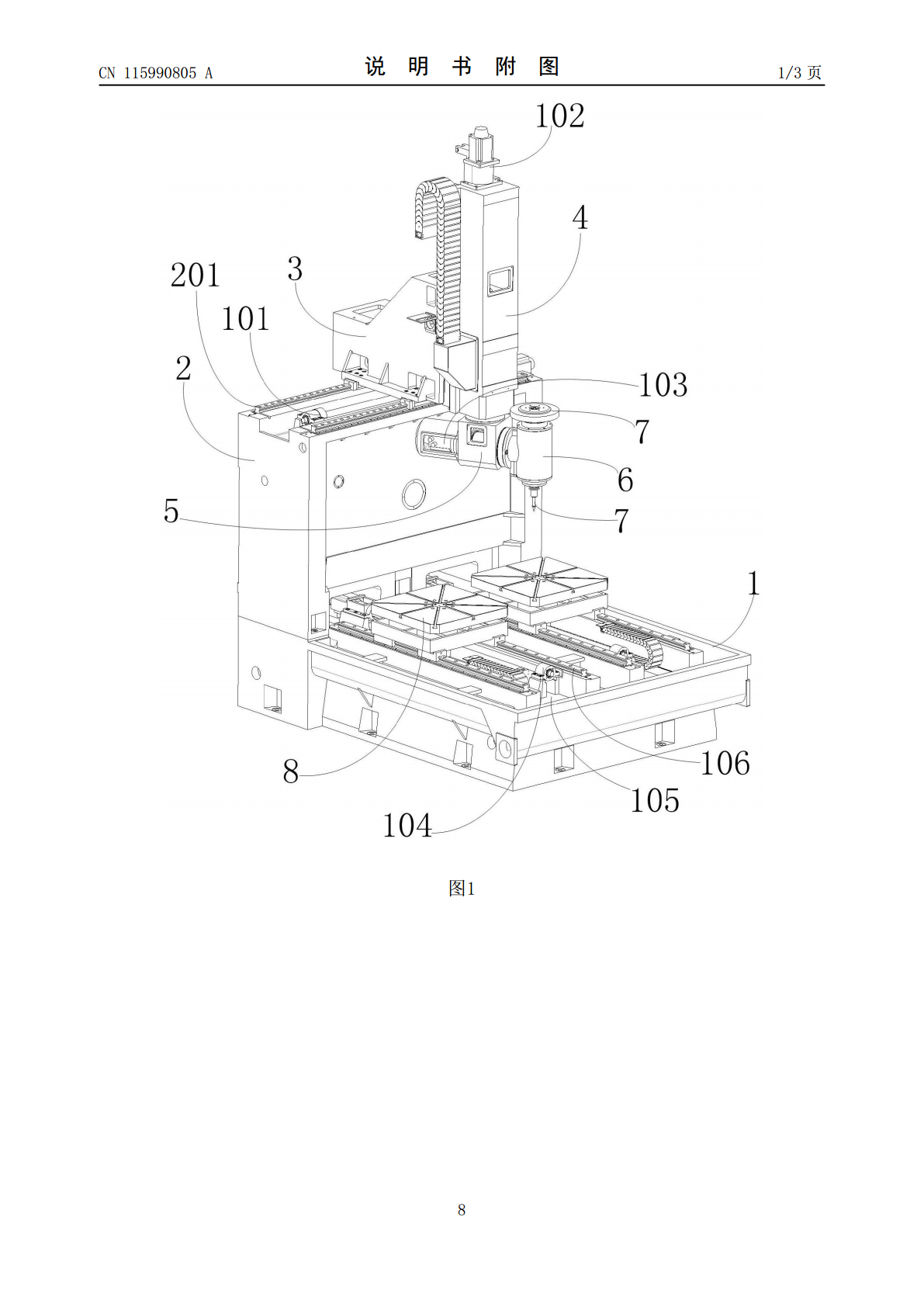
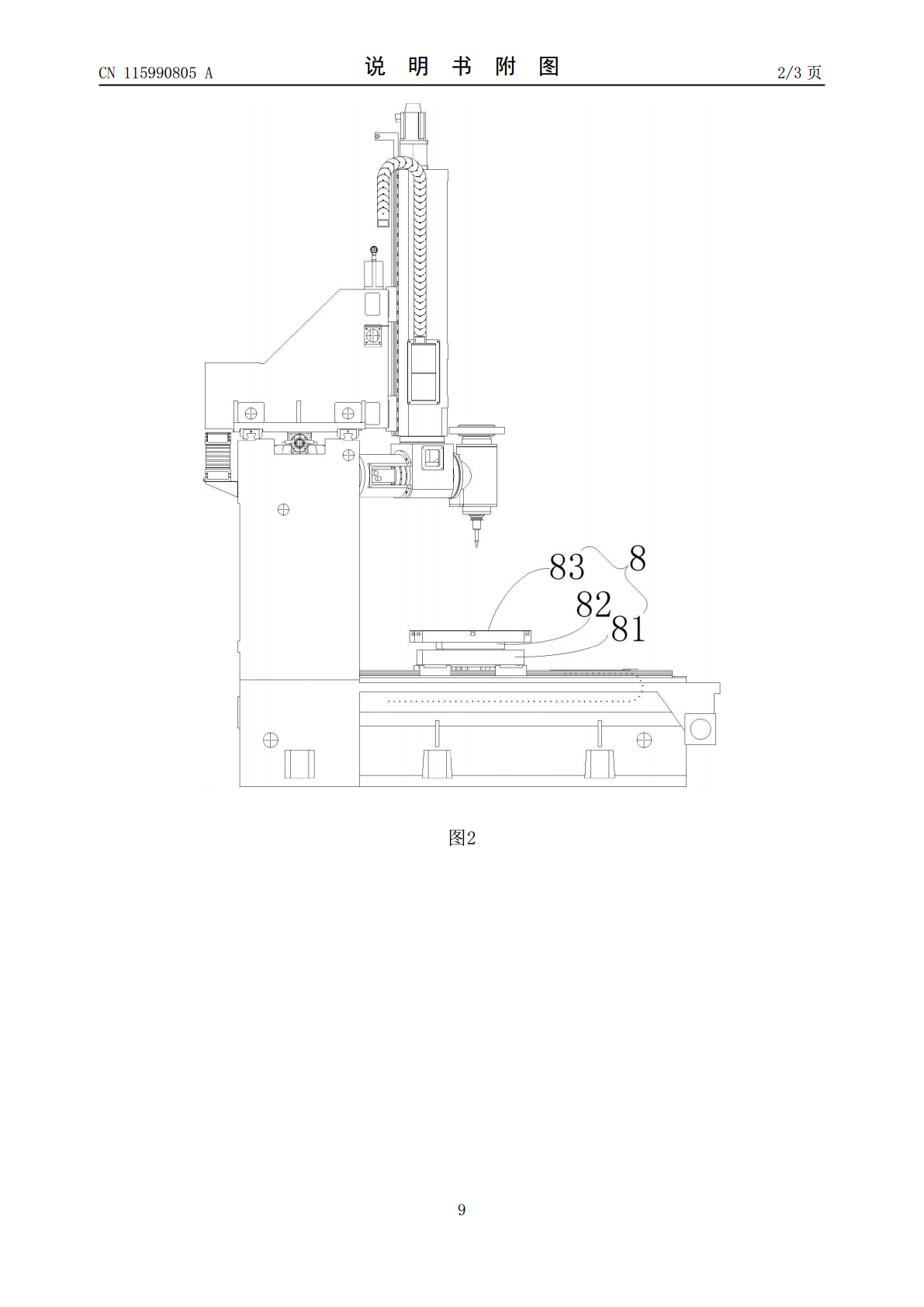
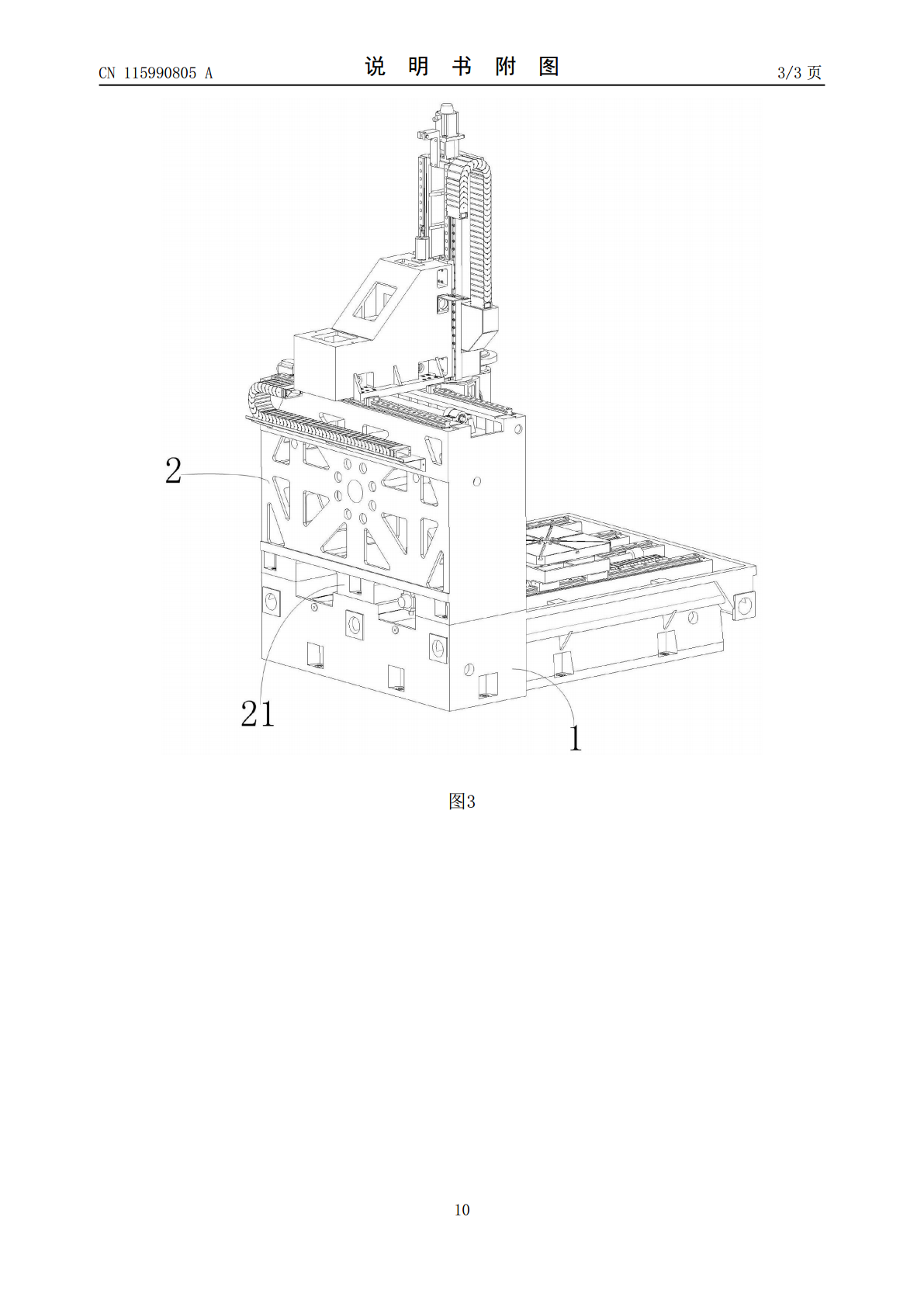
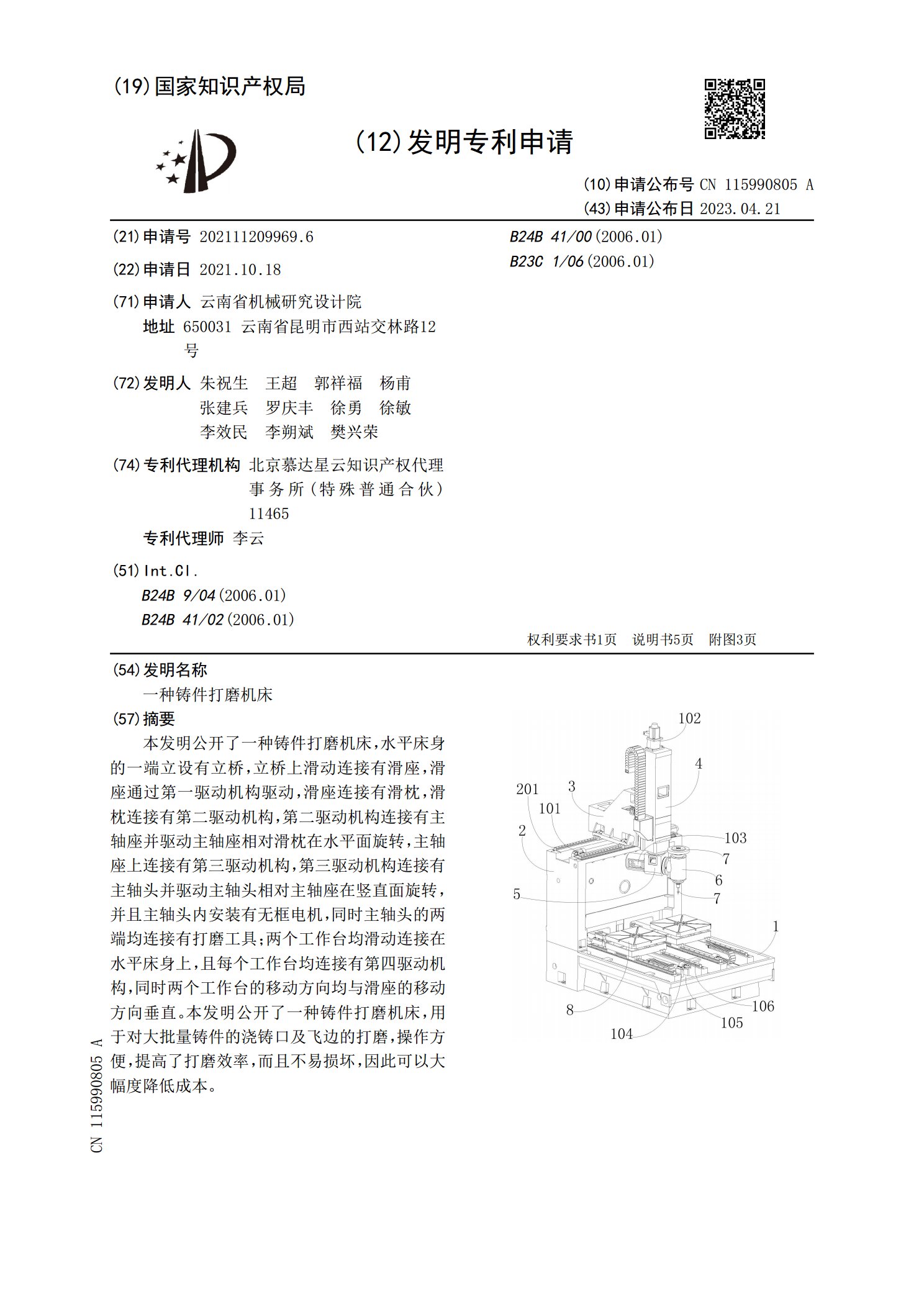
本发明公开了一种铸件打磨机床,水平床身的一端立设有立桥,立桥上滑动连接有滑座,滑座通过第一驱动机构驱动,滑座连接有滑枕,滑枕连接有第二驱动机构,第二驱动机构连接有主轴座并驱动主轴座相对滑枕在水平面旋转,主轴座上连接有第三驱动机构,第三驱动机构连接有主轴头并驱动主轴头相对主轴座在竖直面旋转,并且主轴头内安装有无框电机,同时主轴头的两端均连接有打磨工具;两个工作台均滑动连接在水平床身上,且每个工作台均连接有第四驱动机构,同时两个工作台的移动方向均与滑座的移动方向垂直。本发明公开了一种铸件打磨机床,用于对大批量
一种铸件打磨装置.pdf
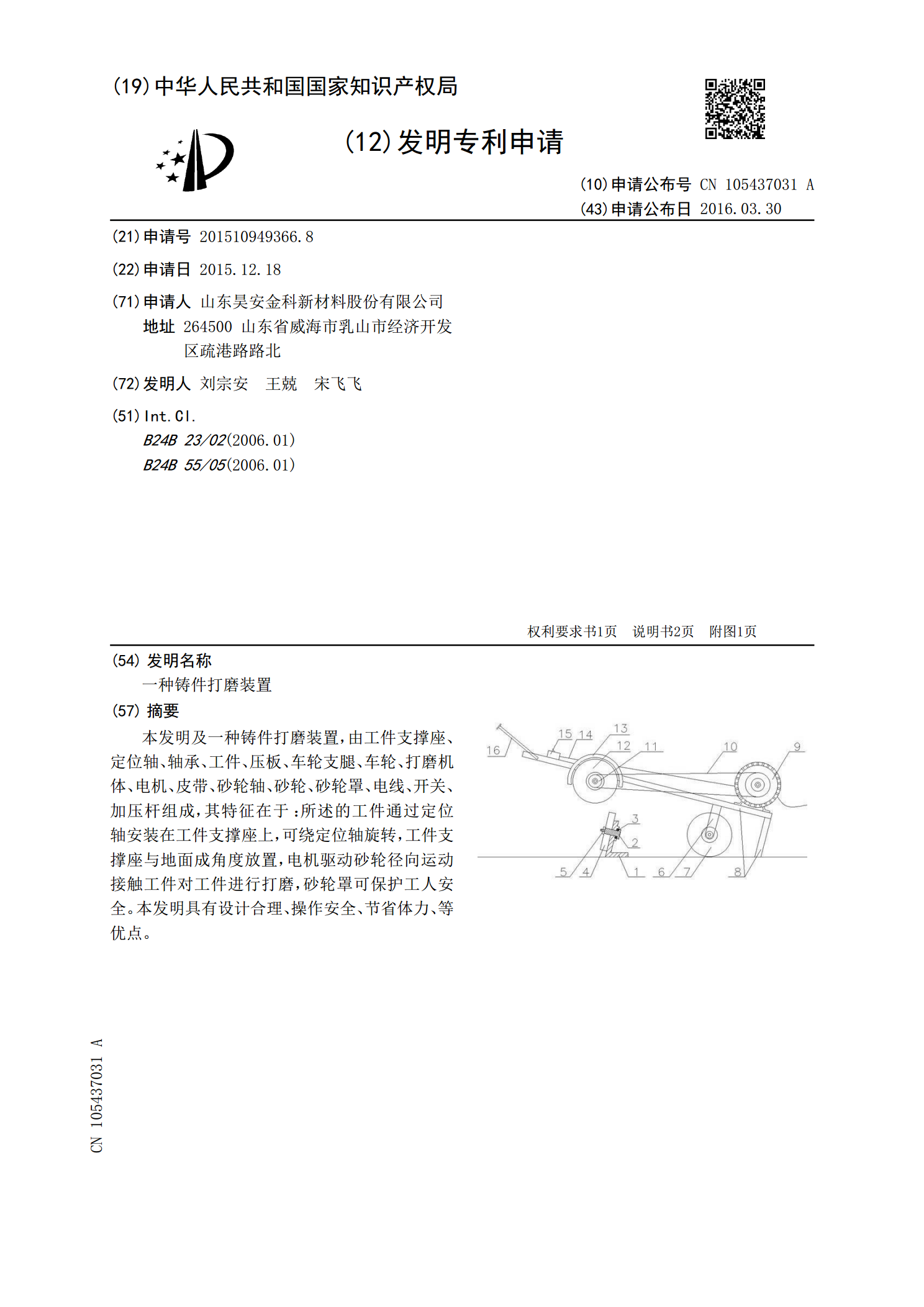
本发明及一种铸件打磨装置,由工件支撑座、定位轴、轴承、工件、压板、车轮支腿、车轮、打磨机体、电机、皮带、砂轮轴、砂轮、砂轮罩、电线、开关、加压杆组成,其特征在于:所述的工件通过定位轴安装在工件支撑座上,可绕定位轴旋转,工件支撑座与地面成角度放置,电机驱动砂轮径向运动接触工件对工件进行打磨,砂轮罩可保护工人安全。本发明具有设计合理、操作安全、节省体力、等优点。
一种铸件打磨装置.pdf
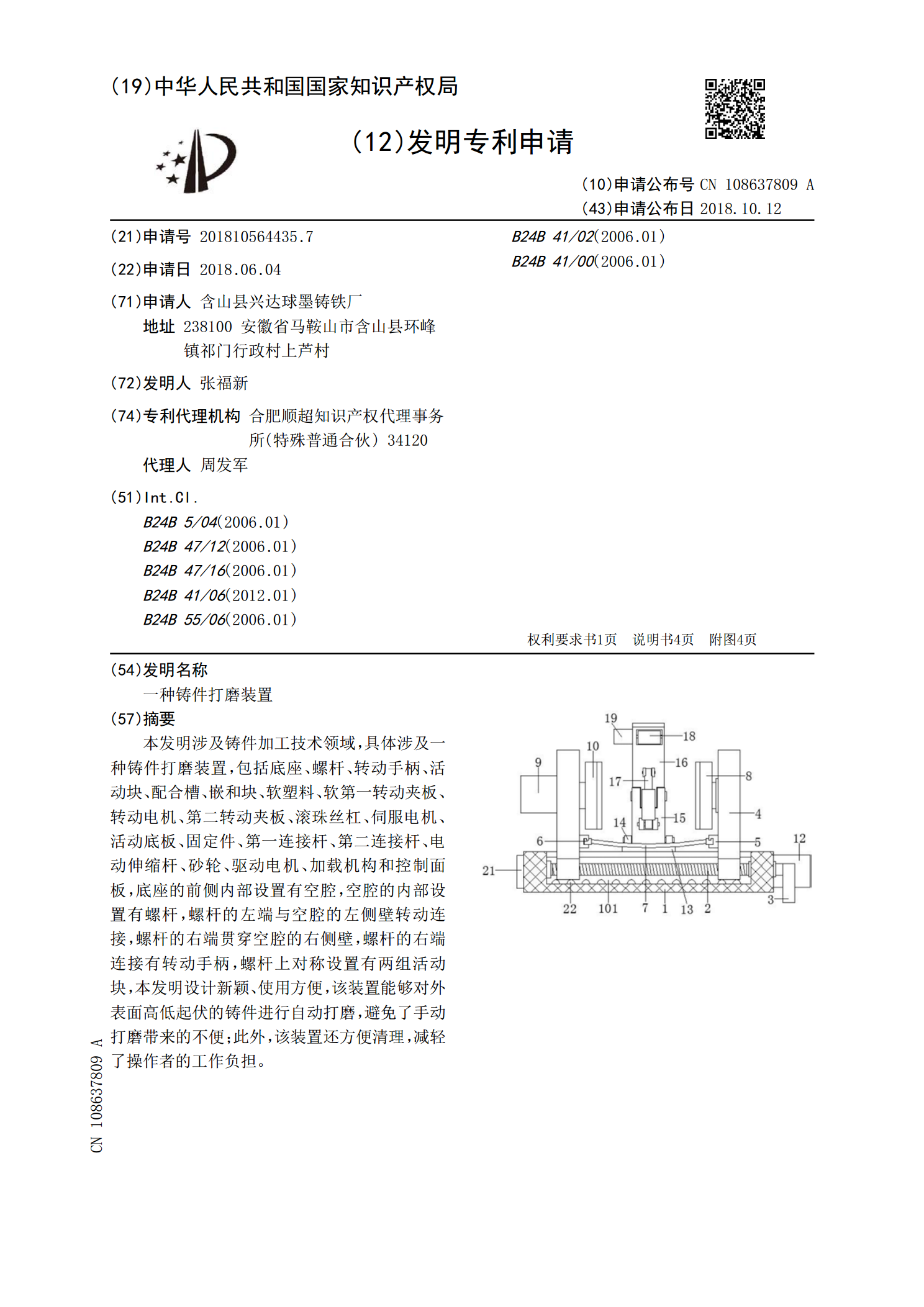
本发明涉及铸件加工技术领域,具体涉及一种铸件打磨装置,包括底座、螺杆、转动手柄、活动块、配合槽、嵌和块、软塑料、软第一转动夹板、转动电机、第二转动夹板、滚珠丝杠、伺服电机、活动底板、固定件、第一连接杆、第二连接杆、电动伸缩杆、砂轮、驱动电机、加载机构和控制面板,底座的前侧内部设置有空腔,空腔的内部设置有螺杆,螺杆的左端与空腔的左侧壁转动连接,螺杆的右端贯穿空腔的右侧壁,螺杆的右端连接有转动手柄,螺杆上对称设置有两组活动块,本发明设计新颖、使用方便,该装置能够对外表面高低起伏的铸件进行自动打磨,避免了手动打
一种铸件打磨装置.pdf
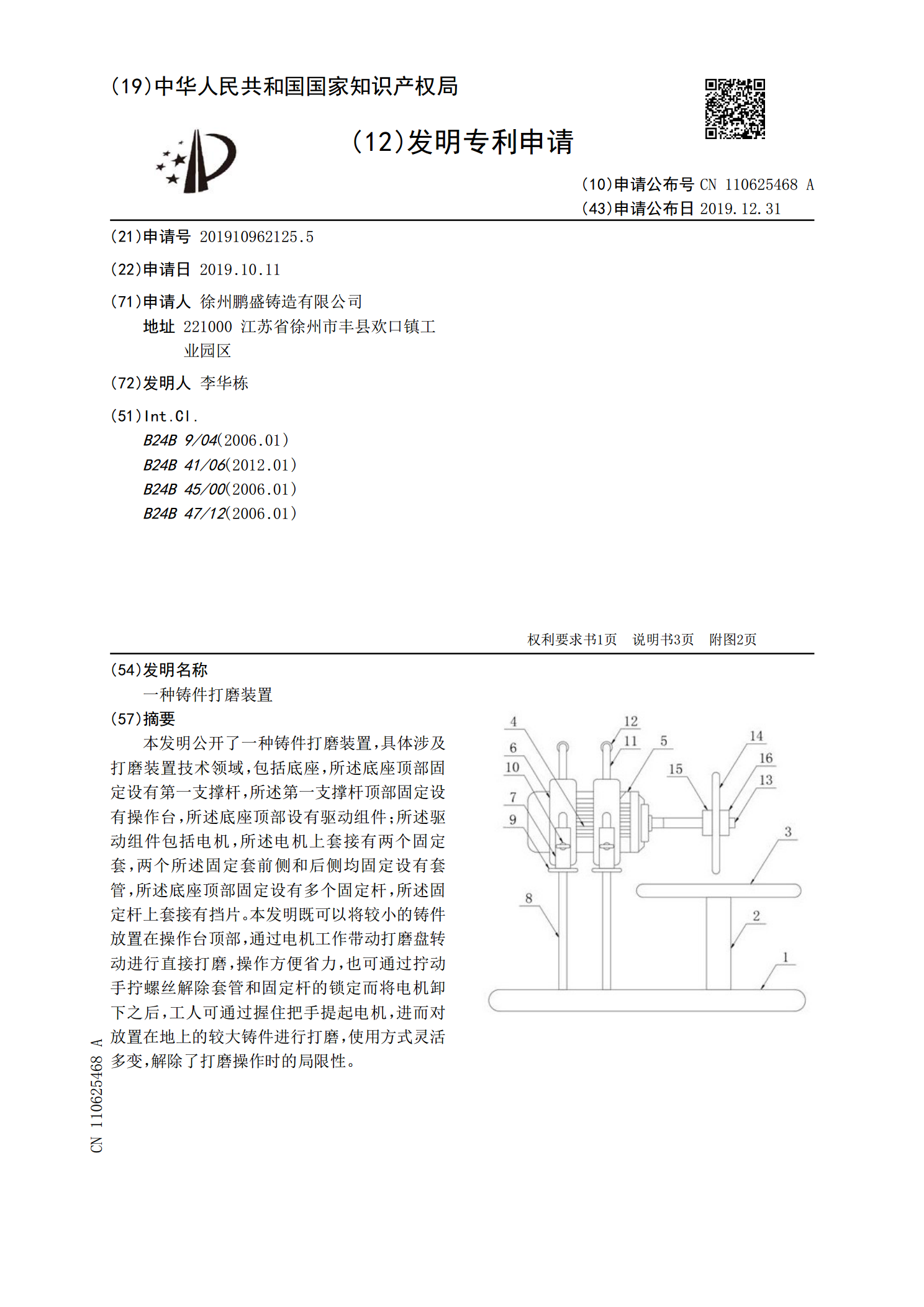
本发明公开了一种铸件打磨装置,具体涉及打磨装置技术领域,包括底座,所述底座顶部固定设有第一支撑杆,所述第一支撑杆顶部固定设有操作台,所述底座顶部设有驱动组件;所述驱动组件包括电机,所述电机上套接有两个固定套,两个所述固定套前侧和后侧均固定设有套管,所述底座顶部固定设有多个固定杆,所述固定杆上套接有挡片。本发明既可以将较小的铸件放置在操作台顶部,通过电机工作带动打磨盘转动进行直接打磨,操作方便省力,也可通过拧动手拧螺丝解除套管和固定杆的锁定而将电机卸下之后,工人可通过握住把手提起电机,进而对放置在地上的较大
一种铸件打磨装置.pdf
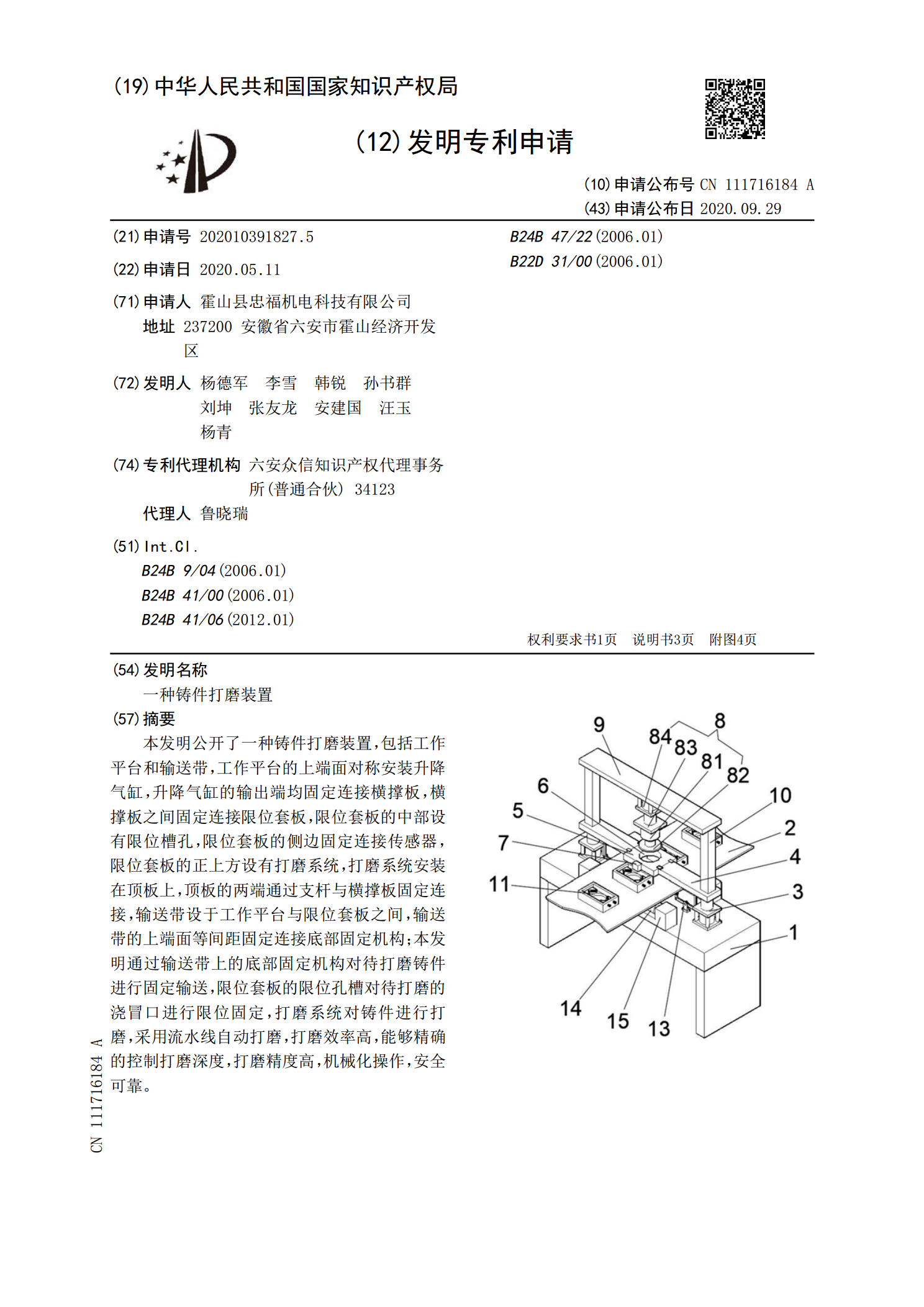
本发明公开了一种铸件打磨装置,包括工作平台和输送带,工作平台的上端面对称安装升降气缸,升降气缸的输出端均固定连接横撑板,横撑板之间固定连接限位套板,限位套板的中部设有限位槽孔,限位套板的侧边固定连接传感器,限位套板的正上方设有打磨系统,打磨系统安装在顶板上,顶板的两端通过支杆与横撑板固定连接,输送带设于工作平台与限位套板之间,输送带的上端面等间距固定连接底部固定机构;本发明通过输送带上的底部固定机构对待打磨铸件进行固定输送,限位套板的限位孔槽对待打磨的浇冒口进行限位固定,打磨系统对铸件进行打磨,采用流水线