
一种冲模卸料板锁止机构及冲模工装.pdf

一只****iu

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冲模卸料板锁止机构及冲模工装.pdf
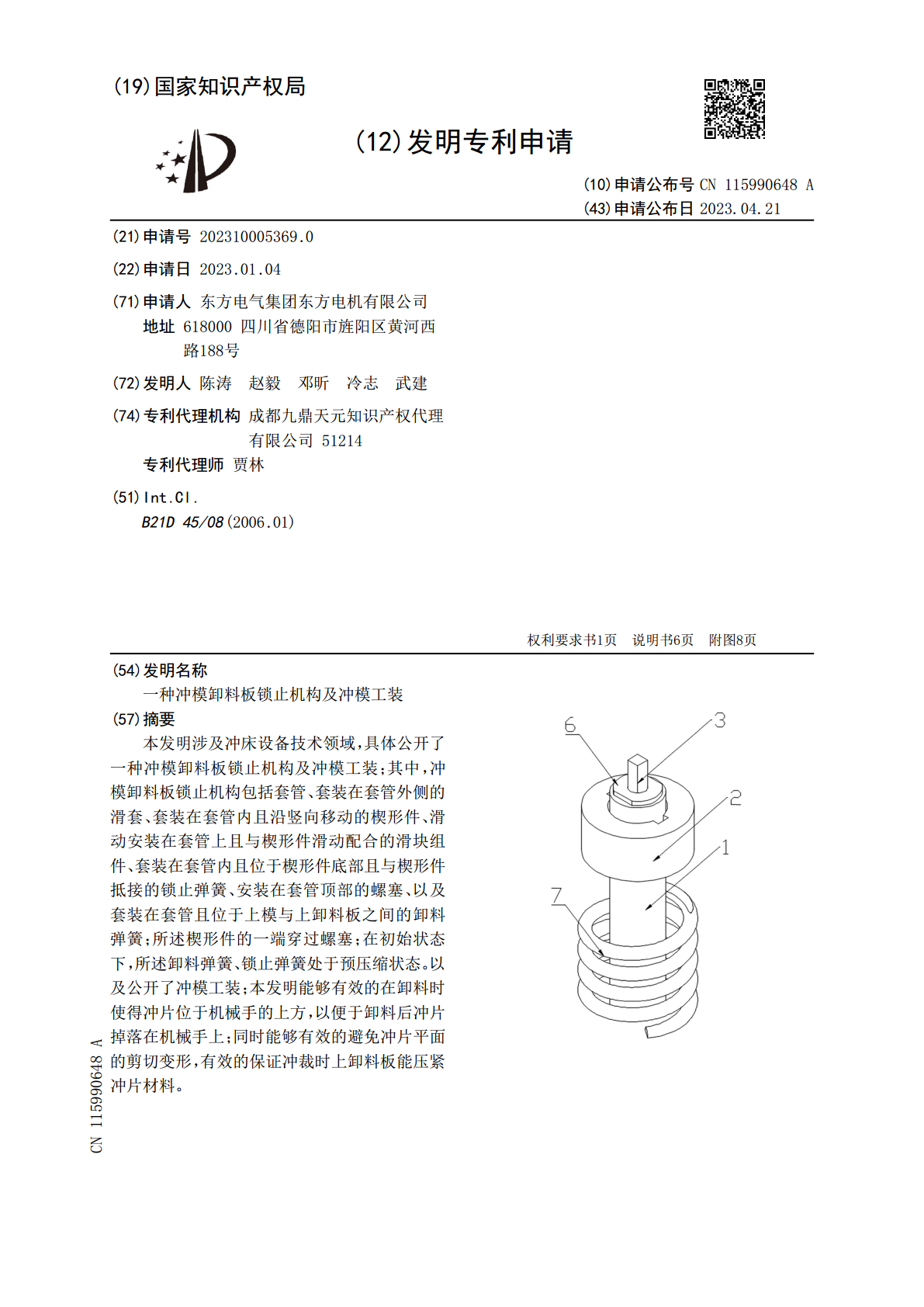
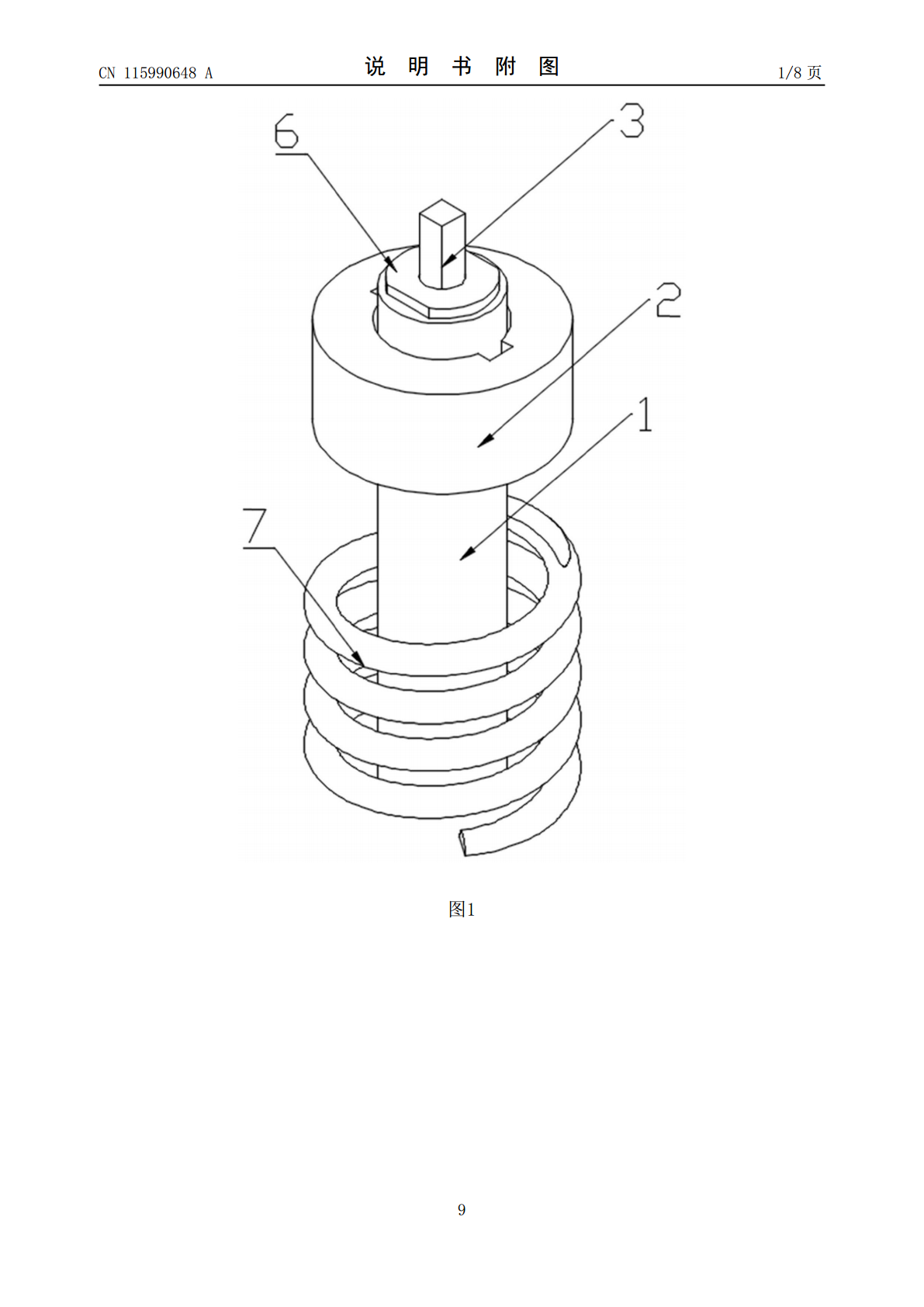
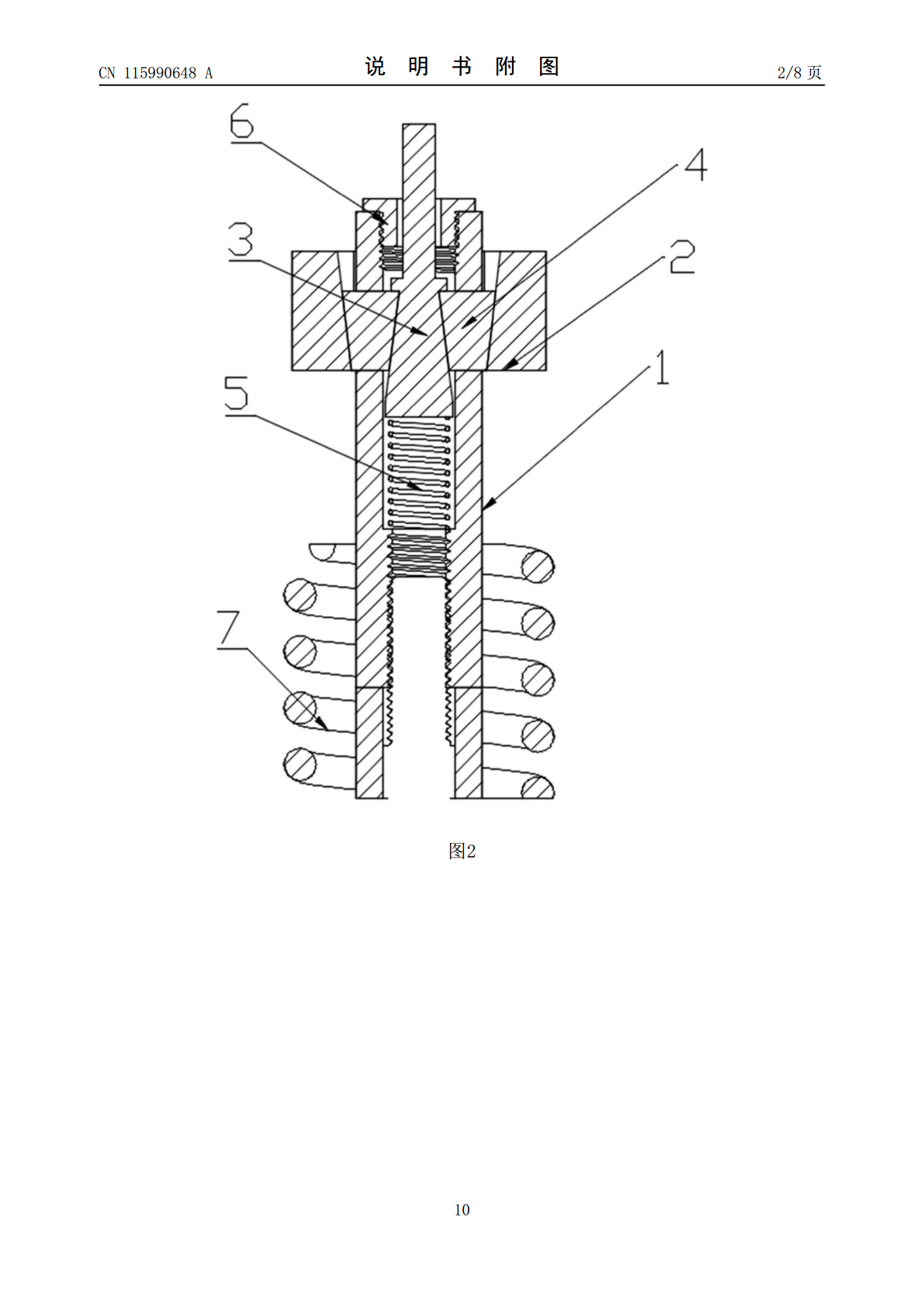
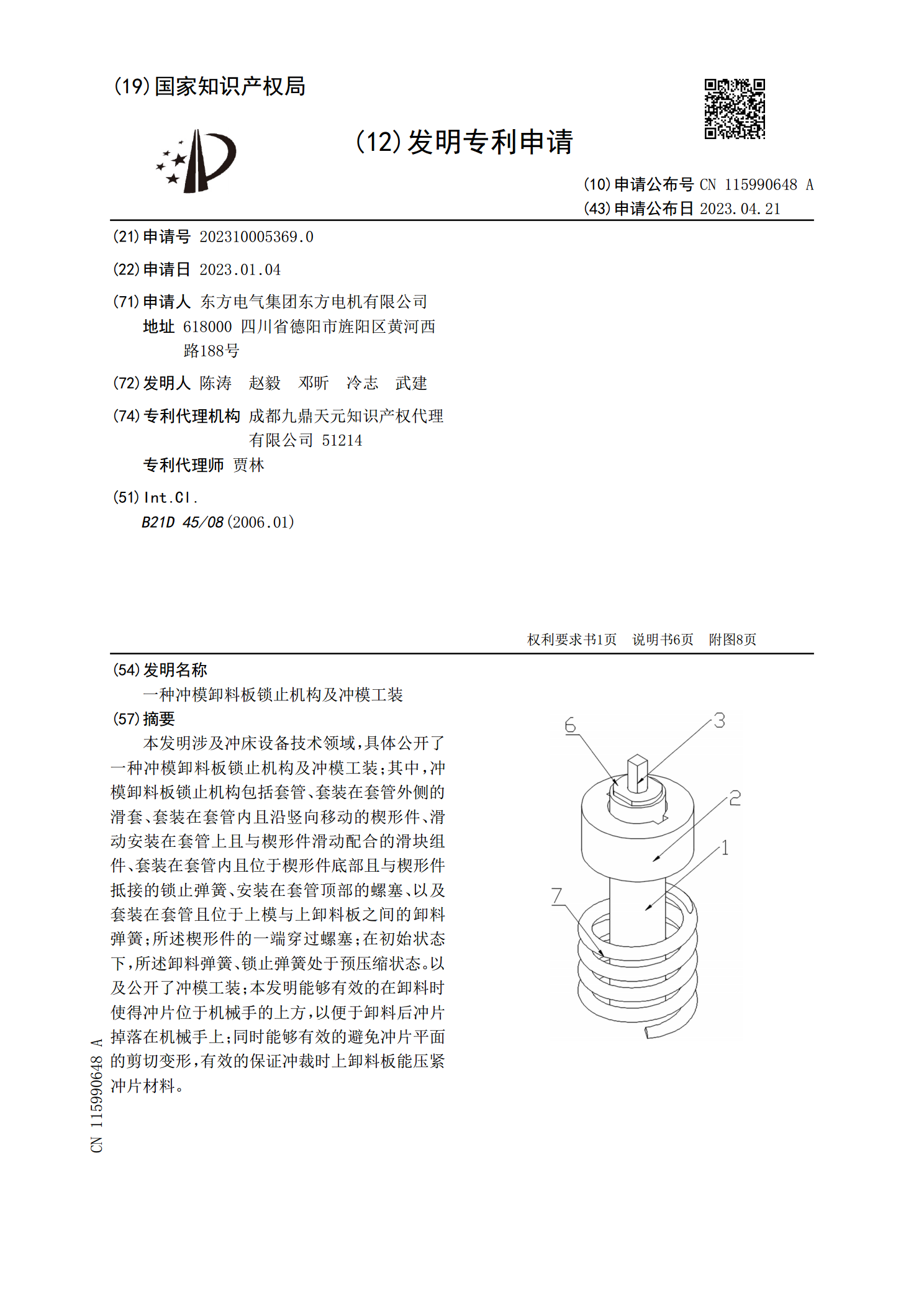
本发明涉及冲床设备技术领域,具体公开了一种冲模卸料板锁止机构及冲模工装;其中,冲模卸料板锁止机构包括套管、套装在套管外侧的滑套、套装在套管内且沿竖向移动的楔形件、滑动安装在套管上且与楔形件滑动配合的滑块组件、套装在套管内且位于楔形件底部且与楔形件抵接的锁止弹簧、安装在套管顶部的螺塞、以及套装在套管且位于上模与上卸料板之间的卸料弹簧;所述楔形件的一端穿过螺塞;在初始状态下,所述卸料弹簧、锁止弹簧处于预压缩状态。以及公开了冲模工装;本发明能够有效的在卸料时使得冲片位于机械手的上方,以便于卸料后冲片掉落在机械手
冲模工装.pdf
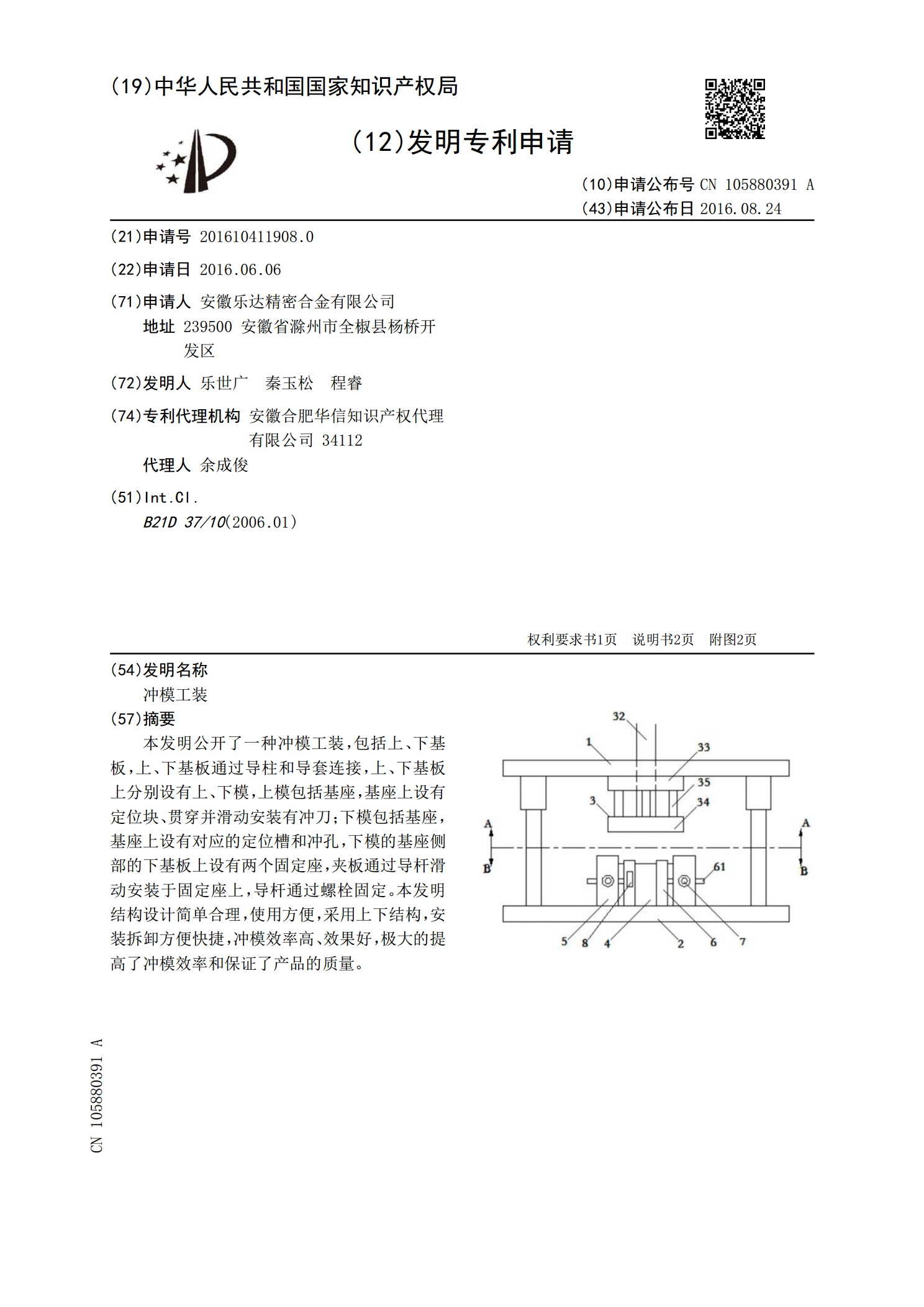
本发明公开了一种冲模工装,包括上、下基板,上、下基板通过导柱和导套连接,上、下基板上分别设有上、下模,上模包括基座,基座上设有定位块、贯穿并滑动安装有冲刀;下模包括基座,基座上设有对应的定位槽和冲孔,下模的基座侧部的下基板上设有两个固定座,夹板通过导杆滑动安装于固定座上,导杆通过螺栓固定。本发明结构设计简单合理,使用方便,采用上下结构,安装拆卸方便快捷,冲模效率高、效果好,极大的提高了冲模效率和保证了产品的质量。
一种冷冲模卸料器.pdf
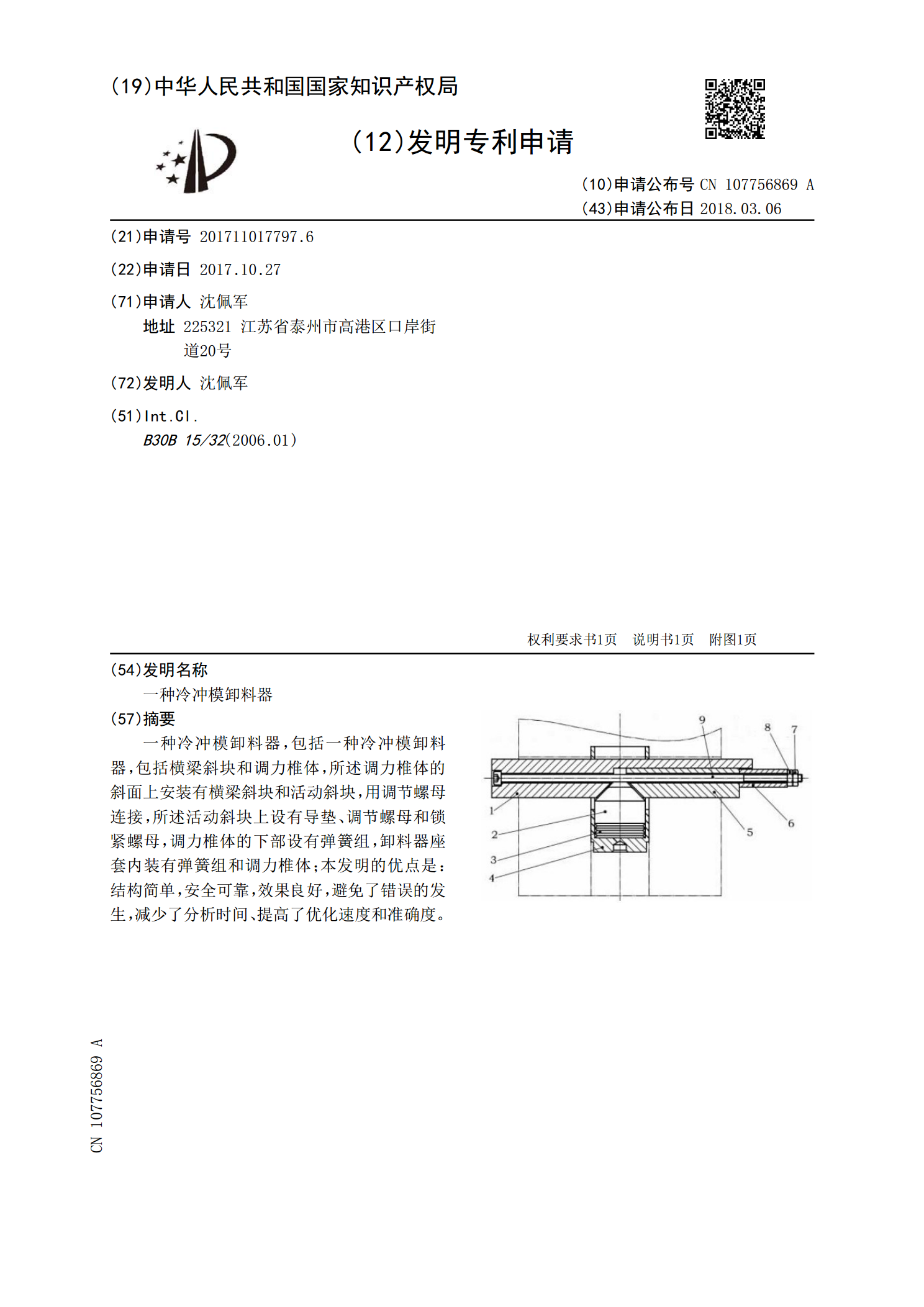
一种冷冲模卸料器,包括一种冷冲模卸料器,包括横梁斜块和调力椎体,所述调力椎体的斜面上安装有横梁斜块和活动斜块,用调节螺母连接,所述活动斜块上设有导垫、调节螺母和锁紧螺母,调力椎体的下部设有弹簧组,卸料器座套内装有弹簧组和调力椎体;本发明的优点是:结构简单,安全可靠,效果良好,避免了错误的发生,减少了分析时间、提高了优化速度和准确度。
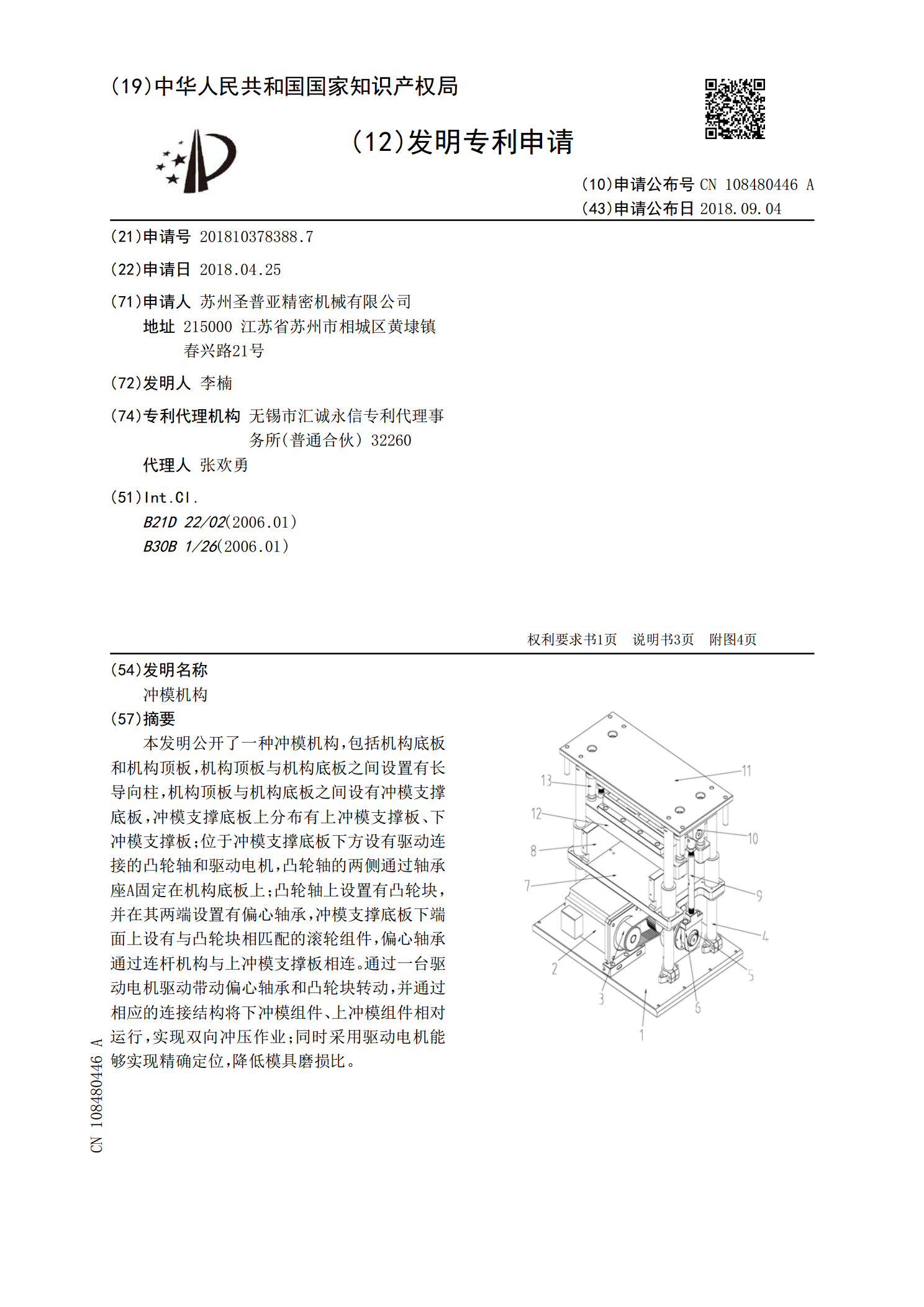
冲模机构.pdf
本发明公开了一种冲模机构,包括机构底板和机构顶板,机构顶板与机构底板之间设置有长导向柱,机构顶板与机构底板之间设有冲模支撑底板,冲模支撑底板上分布有上冲模支撑板、下冲模支撑板;位于冲模支撑底板下方设有驱动连接的凸轮轴和驱动电机,凸轮轴的两侧通过轴承座A固定在机构底板上;凸轮轴上设置有凸轮块,并在其两端设置有偏心轴承,冲模支撑底板下端面上设有与凸轮块相匹配的滚轮组件,偏心轴承通过连杆机构与上冲模支撑板相连。通过一台驱动电机驱动带动偏心轴承和凸轮块转动,并通过相应的连接结构将下冲模组件、上冲模组件相对运行,实
一种手动冲模机构.pdf
本发明公开一种手动冲模机构,设有机架,在机架上设有滚轮固定柱,在滚轮固定柱的内侧设有滚轮,滚轮两端分别于滚轮固定柱、立板的槽口同轴连接,在两个滚轮固定柱的内侧还设有下切刀,导向柱垂直设置在机架上,在导向架的一侧设有导向电机,导套与导向柱同轴设置,并与成型气缸板抵接,在导向柱的端部设有大气缸板,导向柱与大气缸板的槽口抵接并固联,在大气缸板的上方设有驱动气缸,在机架的一侧设有手轮,手轮连接滚轮,并手动传动滚轮进行输料,本发明的优点是:装配简单,并且结构之间采用刚性连接,可靠性高,易维修。