
一种无心磨床送料推进装置.pdf

春岚****23

1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无心磨床送料推进装置.pdf
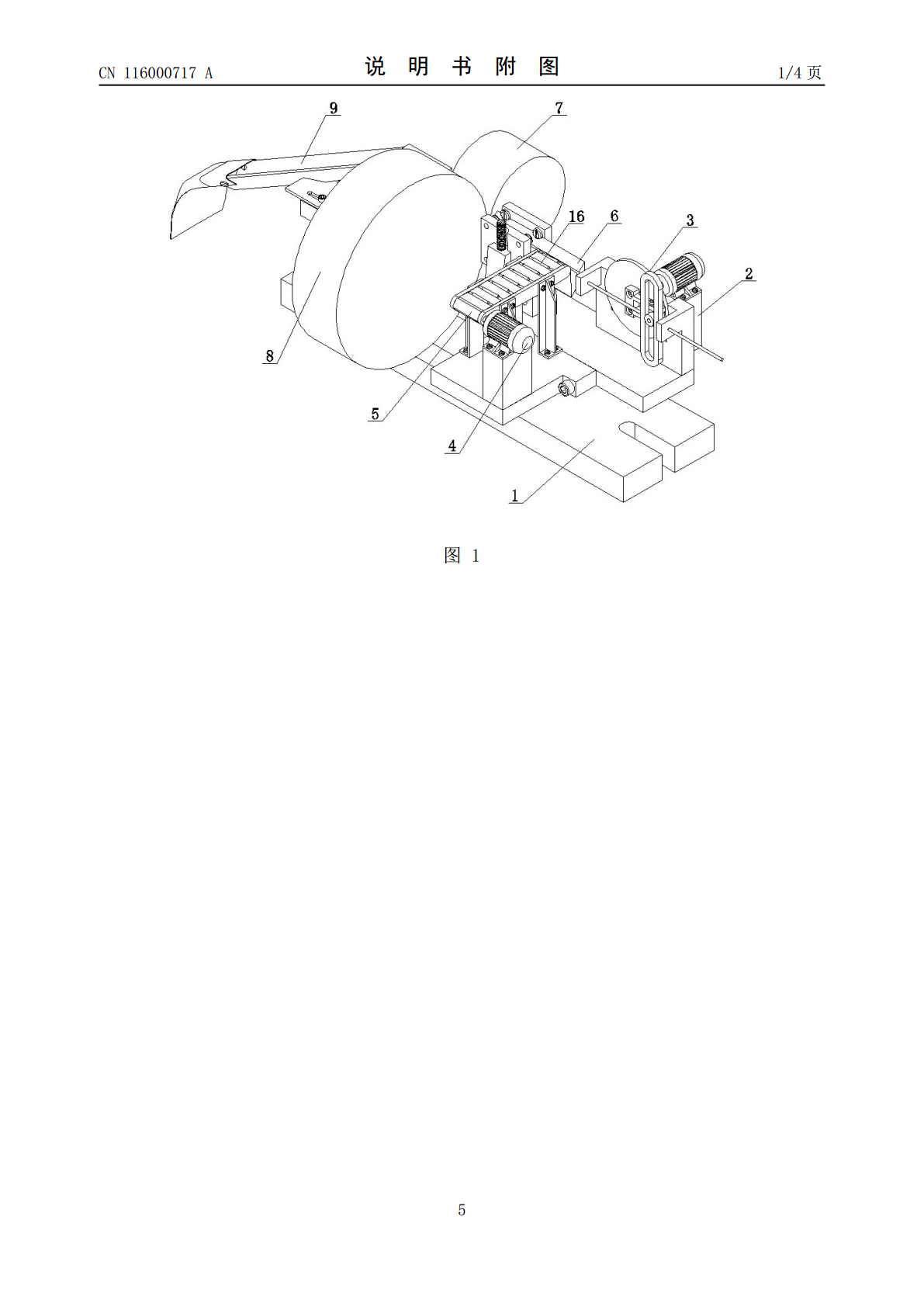
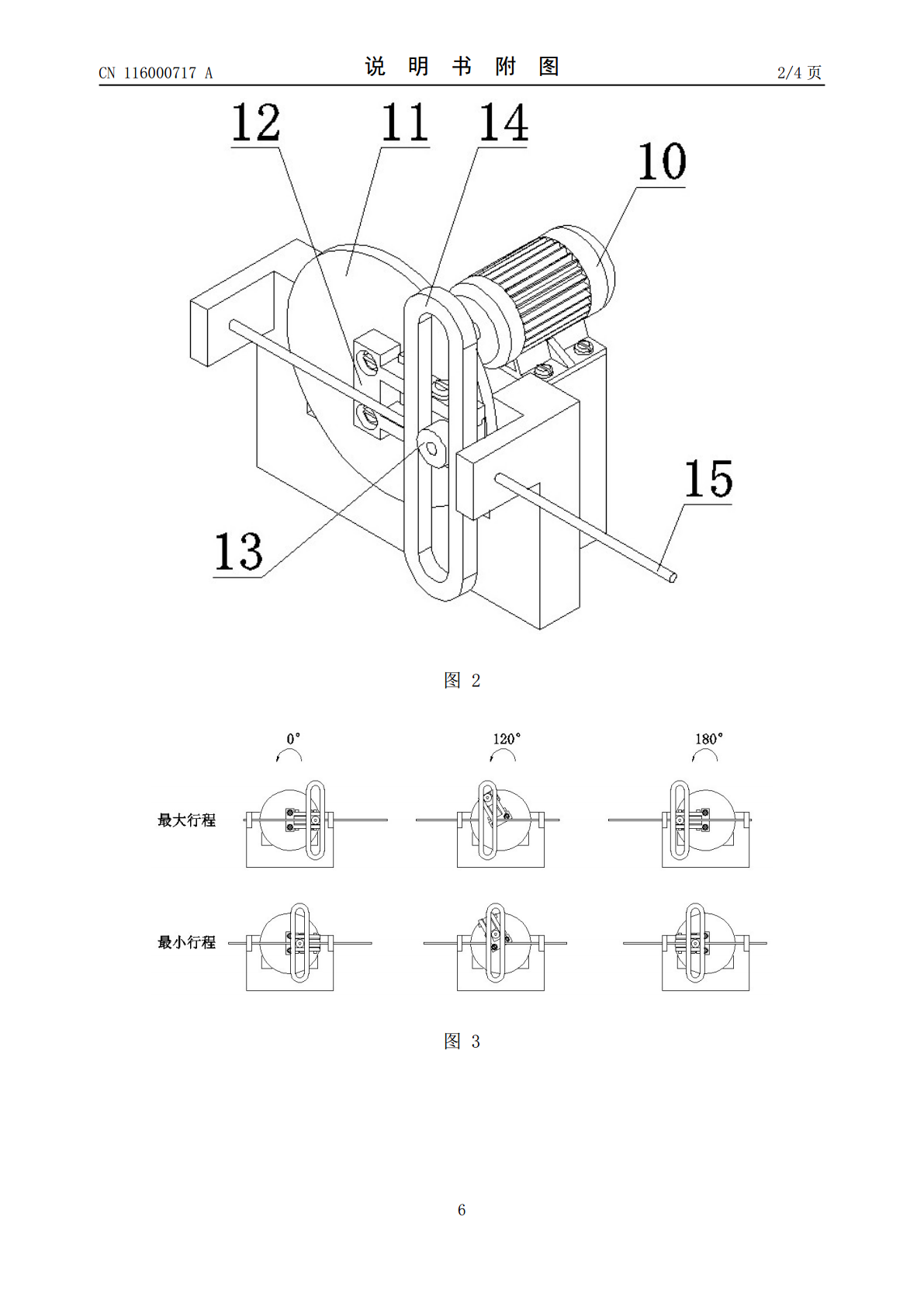
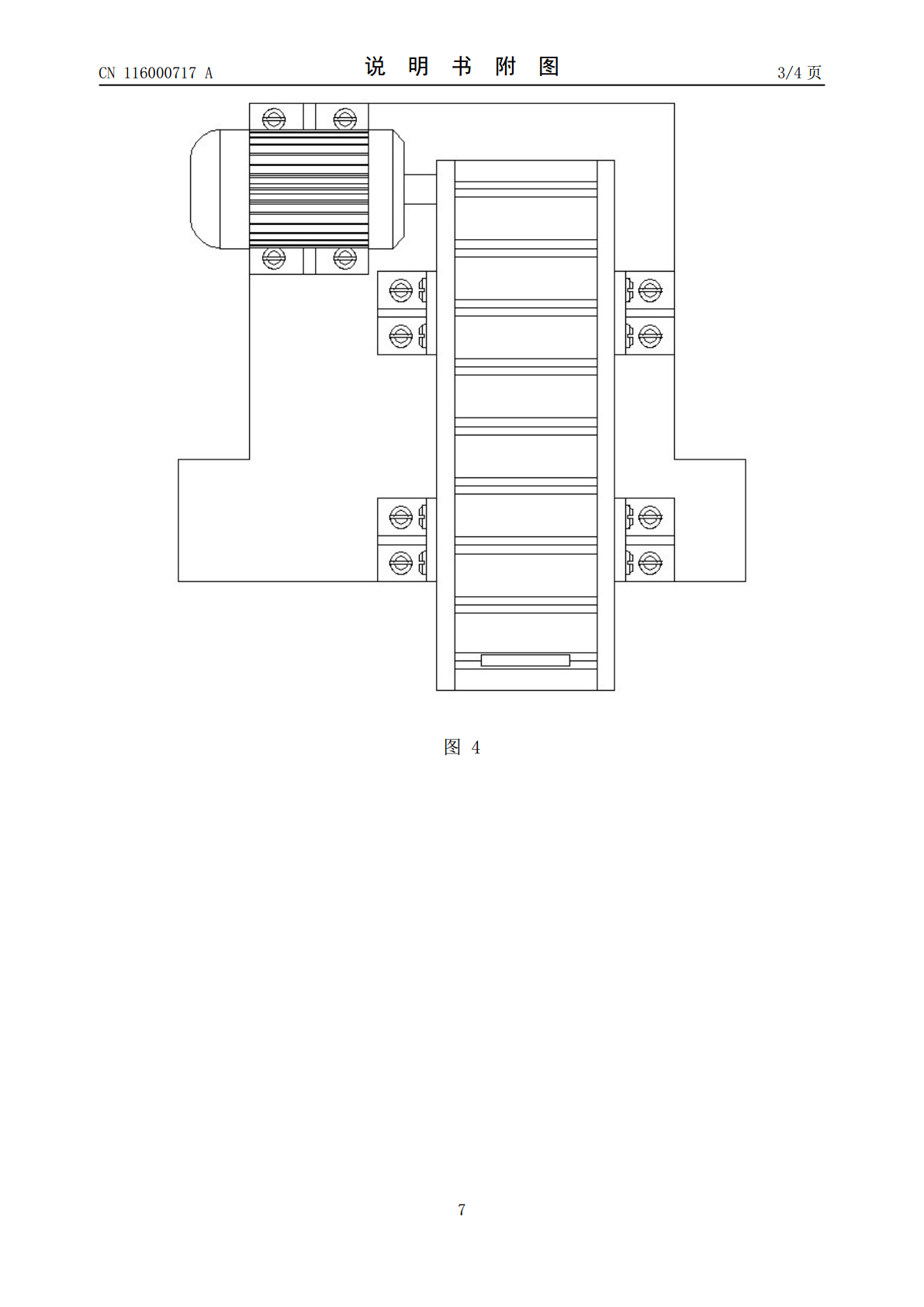
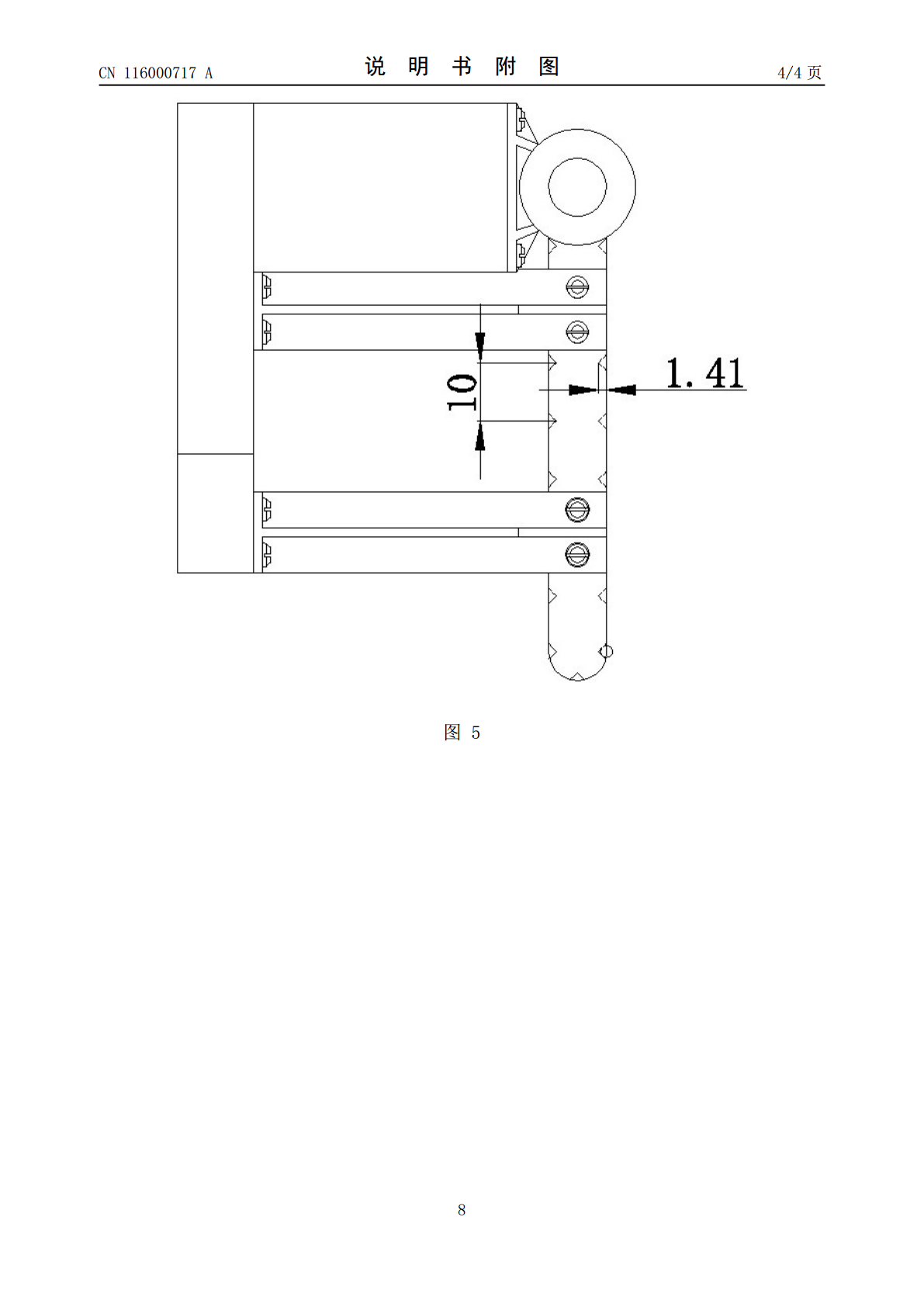
一种无心磨床送料推进装置,磨床支座一侧为预设平台,预设平台上安装有零件送料推进装置;磨床支座上还安装有传送带电机,传送带电机所设转轴与传送装置一端相连,传送装置另一端设有导向槽,导向槽一端设于调整轮和砂轮之间接触部位的一侧,调整轮和砂轮之间接触部位的另一侧安装有出料槽;零件送料推进装置所设送料机构调速电机的传动轴与旋转运动托盘相连,旋转运动托盘上设有送料行程调整导轨,送料行程调整导轨设有行程限位滑块,行程限位滑块上设有推杆运动行程导轨,推杆运动行程导轨上设有送料推杆,送料推杆一端与导向槽另一端相邻;传送装
一种无心磨床的新型送料装置.pdf
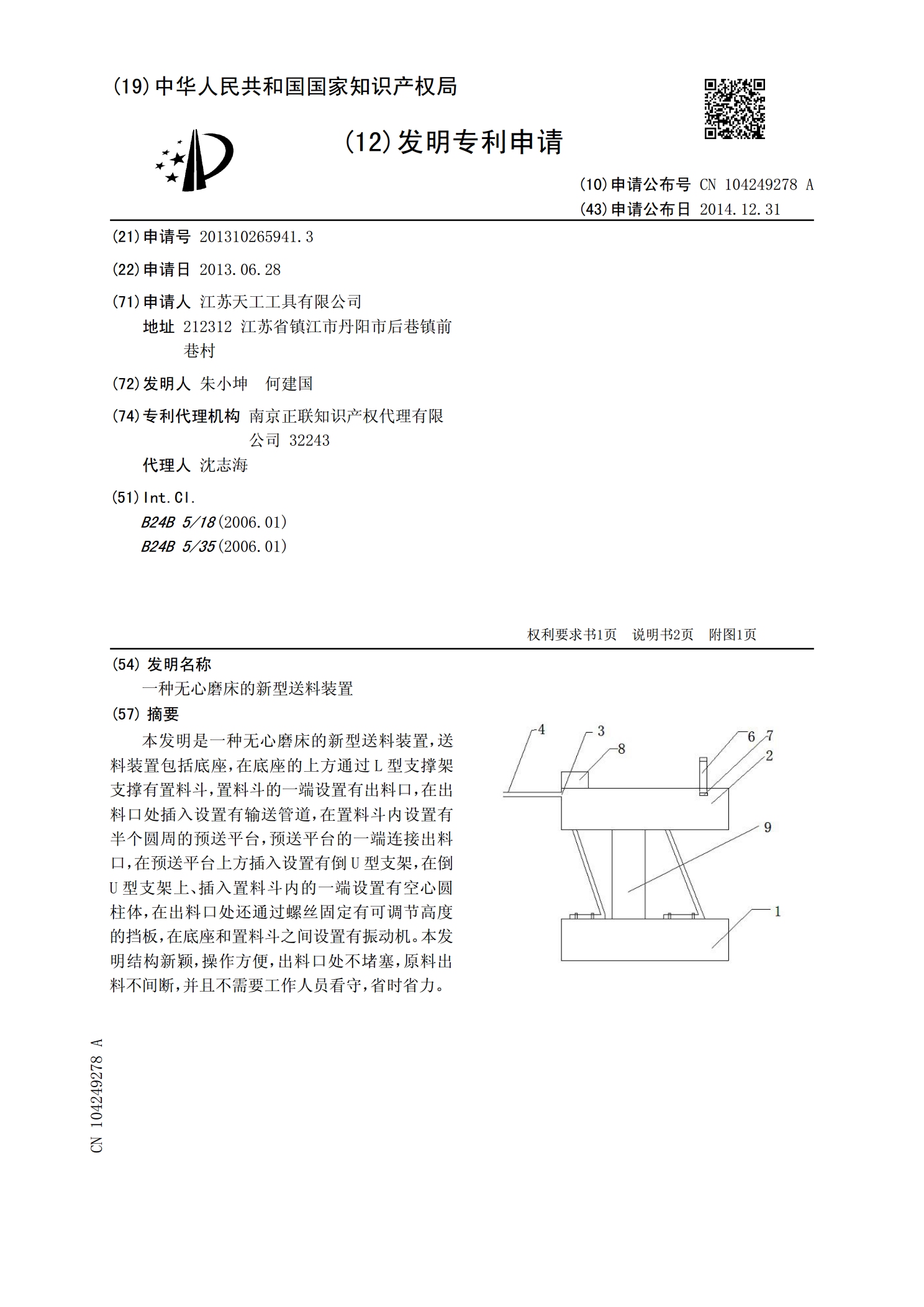
本发明是一种无心磨床的新型送料装置,送料装置包括底座,在底座的上方通过L型支撑架支撑有置料斗,置料斗的一端设置有出料口,在出料口处插入设置有输送管道,在置料斗内设置有半个圆周的预送平台,预送平台的一端连接出料口,在预送平台上方插入设置有倒U型支架,在倒U型支架上、插入置料斗内的一端设置有空心圆柱体,在出料口处还通过螺丝固定有可调节高度的挡板,在底座和置料斗之间设置有振动机。本发明结构新颖,操作方便,出料口处不堵塞,原料出料不间断,并且不需要工作人员看守,省时省力。

无心磨床自动循环送料出料装置.pdf
本发明提供一种无心磨床自动循环送料出料装置,S形置料平台的出料端与送料平台连接,S形置料平台的进料端与出料平台连接,S形置料平台的两侧安装有推料装置,所述推料装置用于将工件从S形置料平台的进料端逐渐向S形置料平台的出料端移动,所述送料平台的末端与无心磨床双辊送料口连接,所述出料平台的始端与无心磨床出料口连接,工件在S形置料平台上通过推料装置推入送料平台后经过无心磨床加工从出料平台滚落至S形置料平台。本发明的S形置料平台面积大,能同时容纳七行工件排列,减轻工人劳动负荷,设置有可调节挡板,增加了平台对于不同型

用于无心磨床自动上料机的送料装置.pdf
本发明公开了一种用于无心磨床自动上料机的送料装置,包括左右两个并排设置的用以送料的转轴,左右两转轴长度相同且同步转动,其中右转轴水平设置,左转轴一头高、另一头低,左右两转轴均包括一直径较大的大径段和一直径较小的小径段,左右两转轴的小径段之间设有一将从送料槽下来的轴承导入并将轴承变成直立状态的送料滚筒,送料滚筒上端设有一用以将送料滚筒压在左右两转轴的小径段之间的压筒轮,左右两转轴的大径段之间的上方设有防止轴承跳出的压板。本发明的送料装置是可以将轴承再次排列并使其处于直立状态,即轴承的外圈与送料装置中两个转轴
一种可自动送料的无心磨床.pdf
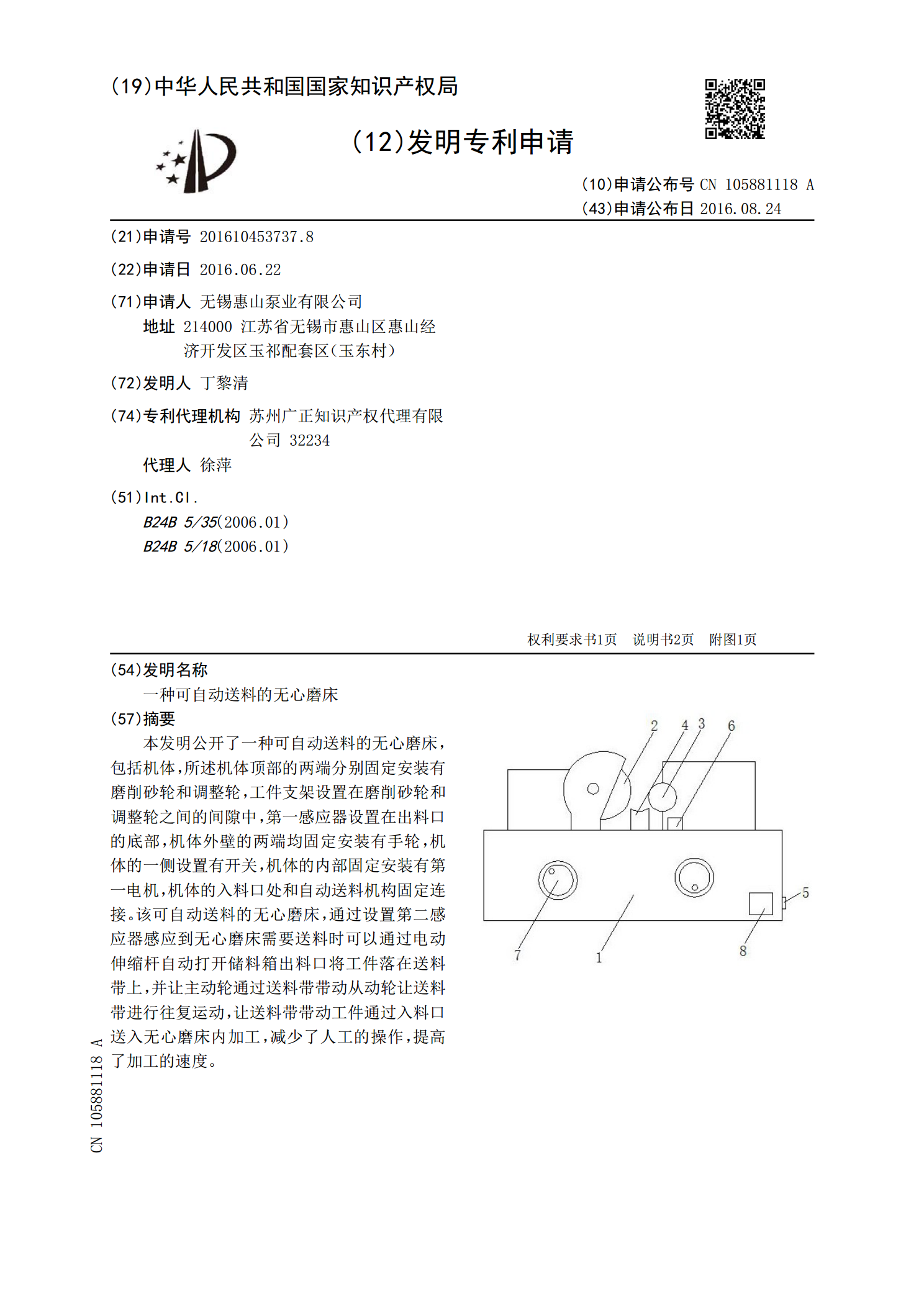
本发明公开了一种可自动送料的无心磨床,包括机体,所述机体顶部的两端分别固定安装有磨削砂轮和调整轮,工件支架设置在磨削砂轮和调整轮之间的间隙中,第一感应器设置在出料口的底部,机体外壁的两端均固定安装有手轮,机体的一侧设置有开关,机体的内部固定安装有第一电机,机体的入料口处和自动送料机构固定连接。该可自动送料的无心磨床,通过设置第二感应器感应到无心磨床需要送料时可以通过电动伸缩杆自动打开储料箱出料口将工件落在送料带上,并让主动轮通过送料带带动从动轮让送料带进行往复运动,让送料带带动工件通过入料口送入无心磨床内