
一种扁线发卡自动成型装置.pdf

努力****妙风

1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种扁线发卡自动成型装置.pdf
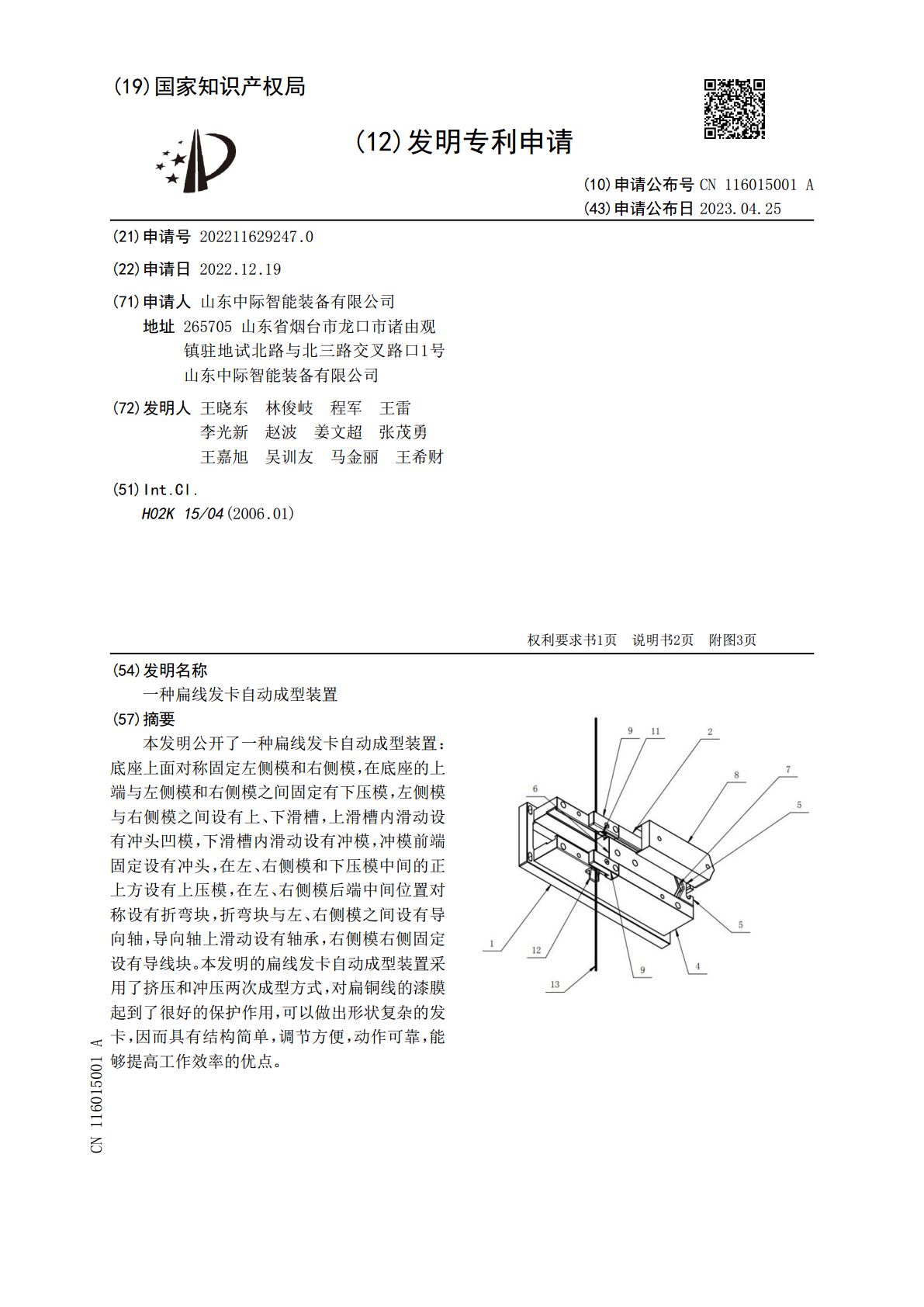
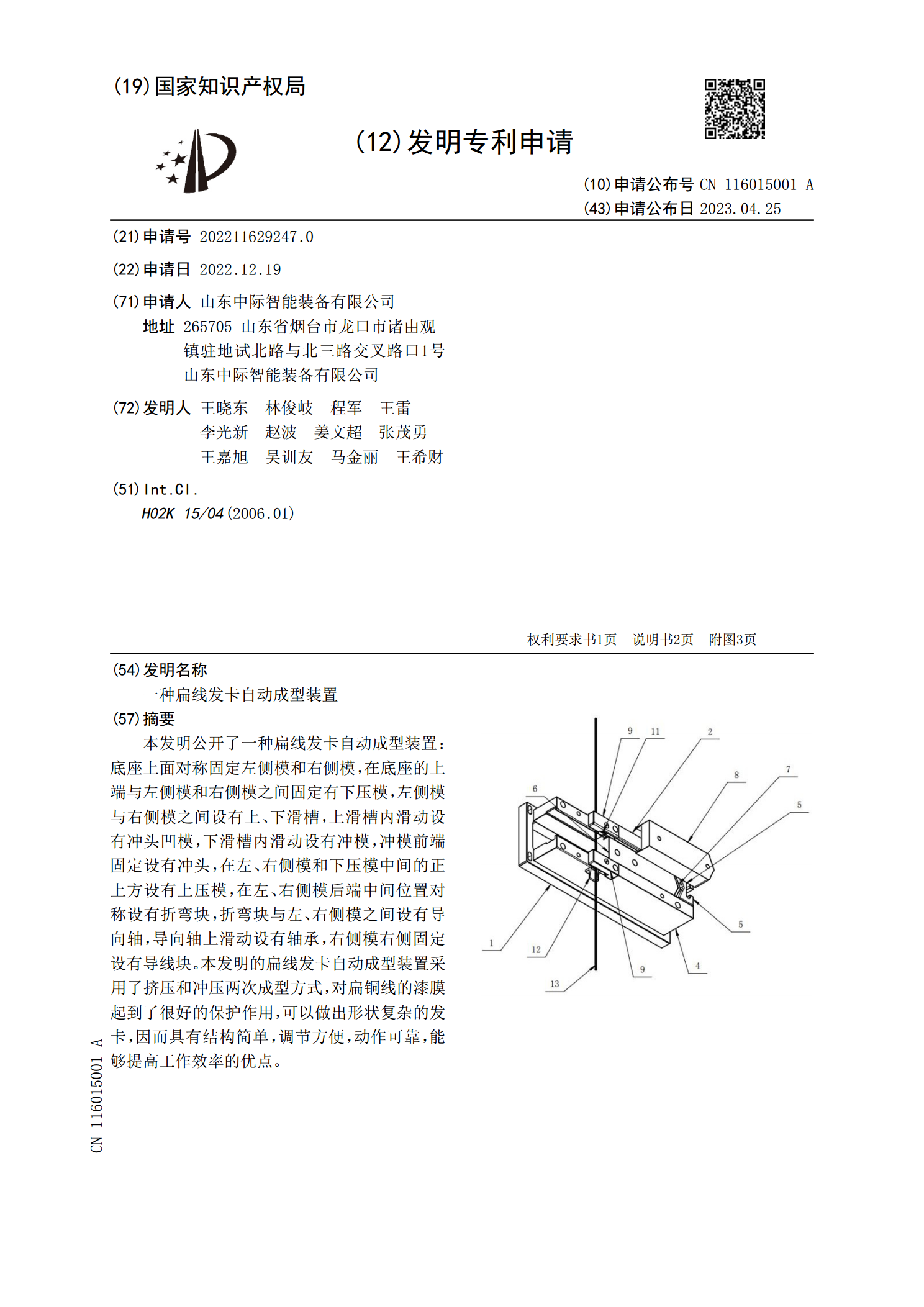
本发明公开了一种扁线发卡自动成型装置:底座上面对称固定左侧模和右侧模,在底座的上端与左侧模和右侧模之间固定有下压模,左侧模与右侧模之间设有上、下滑槽,上滑槽内滑动设有冲头凹模,下滑槽内滑动设有冲模,冲模前端固定设有冲头,在左、右侧模和下压模中间的正上方设有上压模,在左、右侧模后端中间位置对称设有折弯块,折弯块与左、右侧模之间设有导向轴,导向轴上滑动设有轴承,右侧模右侧固定设有导线块。本发明的扁线发卡自动成型装置采用了挤压和冲压两次成型方式,对扁铜线的漆膜起到了很好的保护作用,可以做出形状复杂的发卡,因而具

一种扁线发卡入槽导向装置.pdf
本发明提供一种扁线发卡入槽导向装置,包括支架,还包括导向组件,所述导向组件能够沿支架水平和竖直方向位移;以及挑起组件,所述挑起组件设置在导向组件安装部,所述挑起组件包括设置在安装部的前支杆件以及设置在前支杆件后侧且能够沿支架竖直方向位移用于将发卡后侧腿挑起至前支杆件以便于后一发卡插入的后支杆件。本发明的挑起组件可在将发卡摆放至料筒模具上时,将前一发卡的后侧腿抬起,以便于后一发卡前侧腿插入至前一发卡后侧腿下方,以实现扁线电机发卡有序的摆线,同时本发明中的挑起组件还可沿着支架水平和竖直方向位移,以调整至适于摆

一种用于铜合金扁线线材成型的轧制装置.pdf
本发明公开了一种用于铜合金扁线线材成型的轧制装置,包括放线机构、多组轧机、同步张力机构、电气控制系统和收线机,放线机构包括放线盘和停机制动气刹装置;多组轧机由二台以上单机组成,而每台轧机由轧辊、支架、电动机、皮带组成;同步张力机构由电位器、连杆、导轮,弹簧支架组成;电控系统是由电柜及电气元件和电线电缆组成,为每组轧机提供动力。本发明采用一种多道次连续轧制方法,选用精度较高轧制装置,缩短了铜合金扁线加工流程,运行速度是常规单组轧机的1.5~2.0倍,提高了生产效率;同时,因轧制过程采用渐渐轧制,轧制尺寸非常
压延扁线自动调节厚度装置.pdf
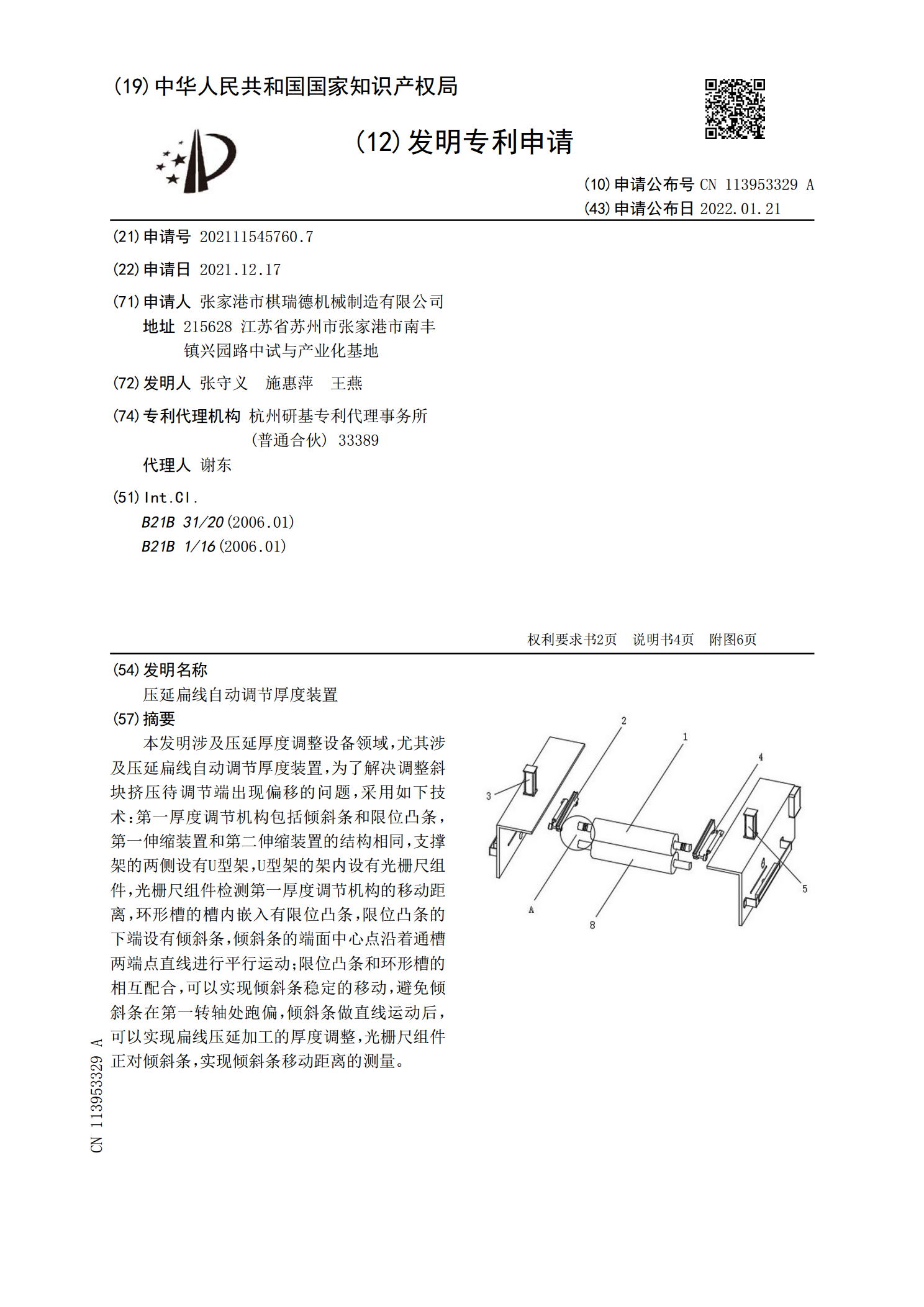
本发明涉及压延厚度调整设备领域,尤其涉及压延扁线自动调节厚度装置,为了解决调整斜块挤压待调节端出现偏移的问题,采用如下技术:第一厚度调节机构包括倾斜条和限位凸条,第一伸缩装置和第二伸缩装置的结构相同,支撑架的两侧设有U型架,U型架的架内设有光栅尺组件,光栅尺组件检测第一厚度调节机构的移动距离,环形槽的槽内嵌入有限位凸条,限位凸条的下端设有倾斜条,倾斜条的端面中心点沿着通槽两端点直线进行平行运动;限位凸条和环形槽的相互配合,可以实现倾斜条稳定的移动,避免倾斜条在第一转轴处跑偏,倾斜条做直线运动后,可以实现扁

一种新型8层扁线发卡定子绕组设计.pdf
本发明涉及一种新型8层扁线发卡定子绕组设计,包括定子铁芯及定子绕组,定子铁芯两端设有定子槽;定子绕组为6极整距单层分布绕组。本发明的有益效果在于:1、将原有的8极并联支路优化成6极整距单层分布绕组的并联支路,简化了结构;2、8层发卡式绕组采用整矩单层连接方式,即绕组均为同槽同相,降低了电机匝间电压,提升了电机的绝缘性和转矩能力;3、焊接端绕组无桥接线,只保留三相电源引出线和中性线,且引出线和中性线位置集中并在同一侧,简化了绕组端部布局,提升了绕组量产制造工艺可行性;4、该种绕组连接方式取消了插线端的桥接线