
埋弧焊用导电嘴自动定位的控制系统及其方法.pdf

St****12


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

埋弧焊用导电嘴自动定位的控制系统及其方法.pdf
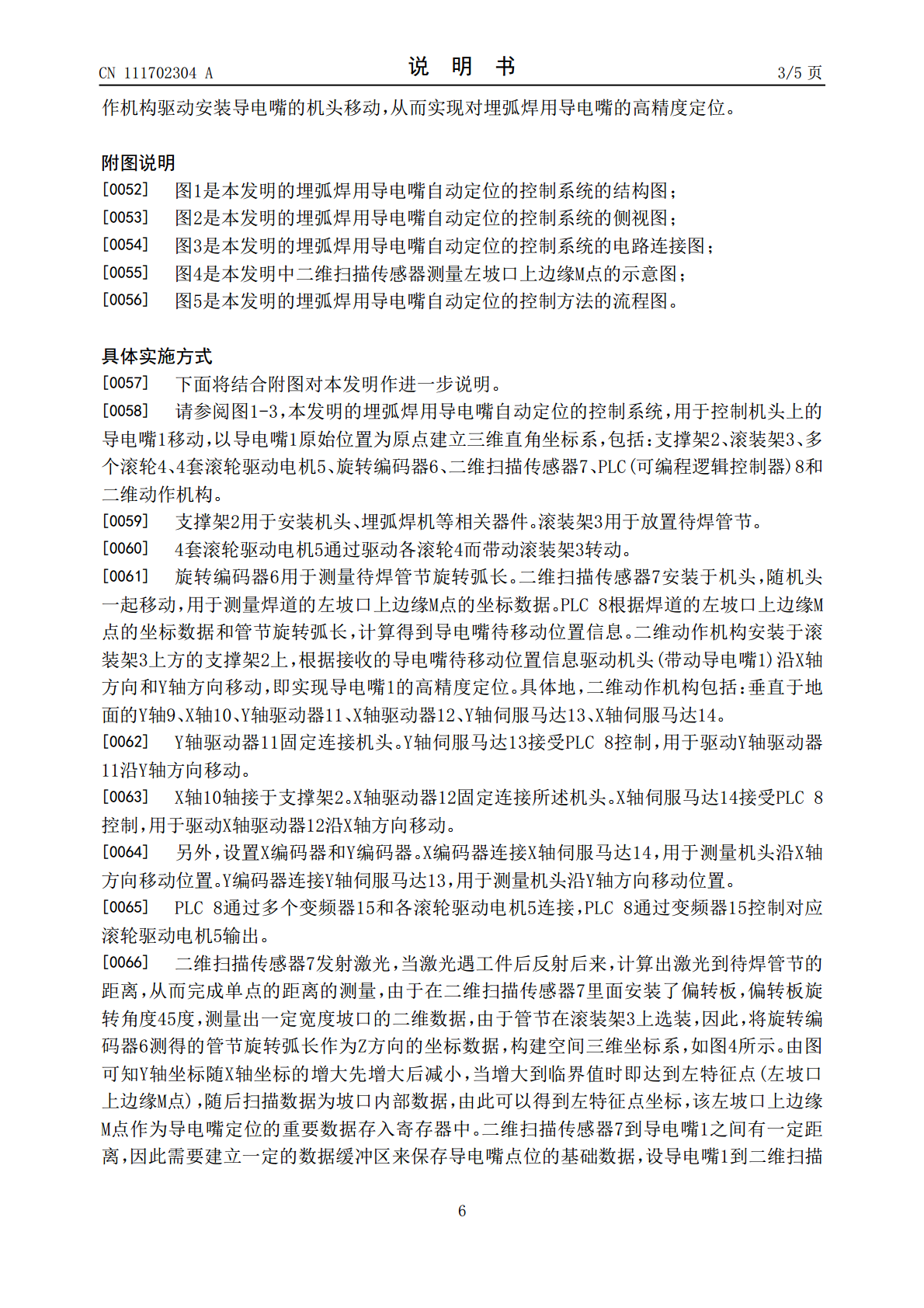
本发明公开了一种埋弧焊用导电嘴自动定位的控制系统及其方法,通过控制系统实现对机头上的导电嘴的精准定位。控制系统包括:支撑架;轴接于所述支撑架,用于放置待焊管节的滚装架;通过驱动各滚轮而带动所述滚装架转动的多个滚轮驱动电机;用于测量待焊管节旋转弧长的旋转编码器;安装于所述机头,用于测量焊道的左坡口上边缘M点的坐标数据的二维扫描传感器;根据焊道的左坡口上边缘M点的坐标数据和管节旋转弧长,计算并发送导电嘴待移动位置信息的PLC;安装于所述滚装架上方的所述支撑架上,根据接收的导电嘴待移动位置信息驱动所述机头沿X轴

埋弧自动焊导电嘴技术改造.docx
埋弧自动焊导电嘴技术改造篇一:埋弧自动焊导电嘴技术改造摘要:埋弧自动焊是一种广泛应用于金属焊接的高效焊接方法,而导电嘴作为其关键组件之一,在焊接过程中起着至关重要的作用。本文以埋弧自动焊导电嘴技术改造为题目,对导电嘴的基本原理和结构进行分析,然后从提高导电嘴的导电性能、延长导电嘴的使用寿命、改善焊接质量三个方面,探讨了导电嘴技术改造的方法和效果。通过对国内外研究成果的综述,总结出导电嘴技术改造的发展趋势,为进一步提高埋弧自动焊的焊接效率、质量和可靠性提供了参考。关键词:埋弧自动焊;导电嘴;技术改造;导电性

埋弧自动焊导电嘴技术改造.docx
埋弧自动焊导电嘴技术改造题目:埋弧自动焊导电嘴技术改造摘要:随着工业化的不断发展,焊接技术作为一种重要的连接工艺,在各个行业得到了广泛的应用。埋弧自动焊是一种高效、高质量的焊接方法,而导电嘴则是其中一个重要的组件。本论文将研究埋弧自动焊导电嘴技术改造,探讨其对焊接质量和生产效率的影响。一、介绍1.1研究背景和意义1.2国内外研究现状二、埋弧自动焊导电嘴技术原理和特点2.1埋弧自动焊技术原理2.2导电嘴的结构和原理2.3埋弧自动焊导电嘴技术的特点三、埋弧自动焊导电嘴存在的问题3.1导电嘴材料选择不当3.2导
埋弧焊机导电嘴.pdf
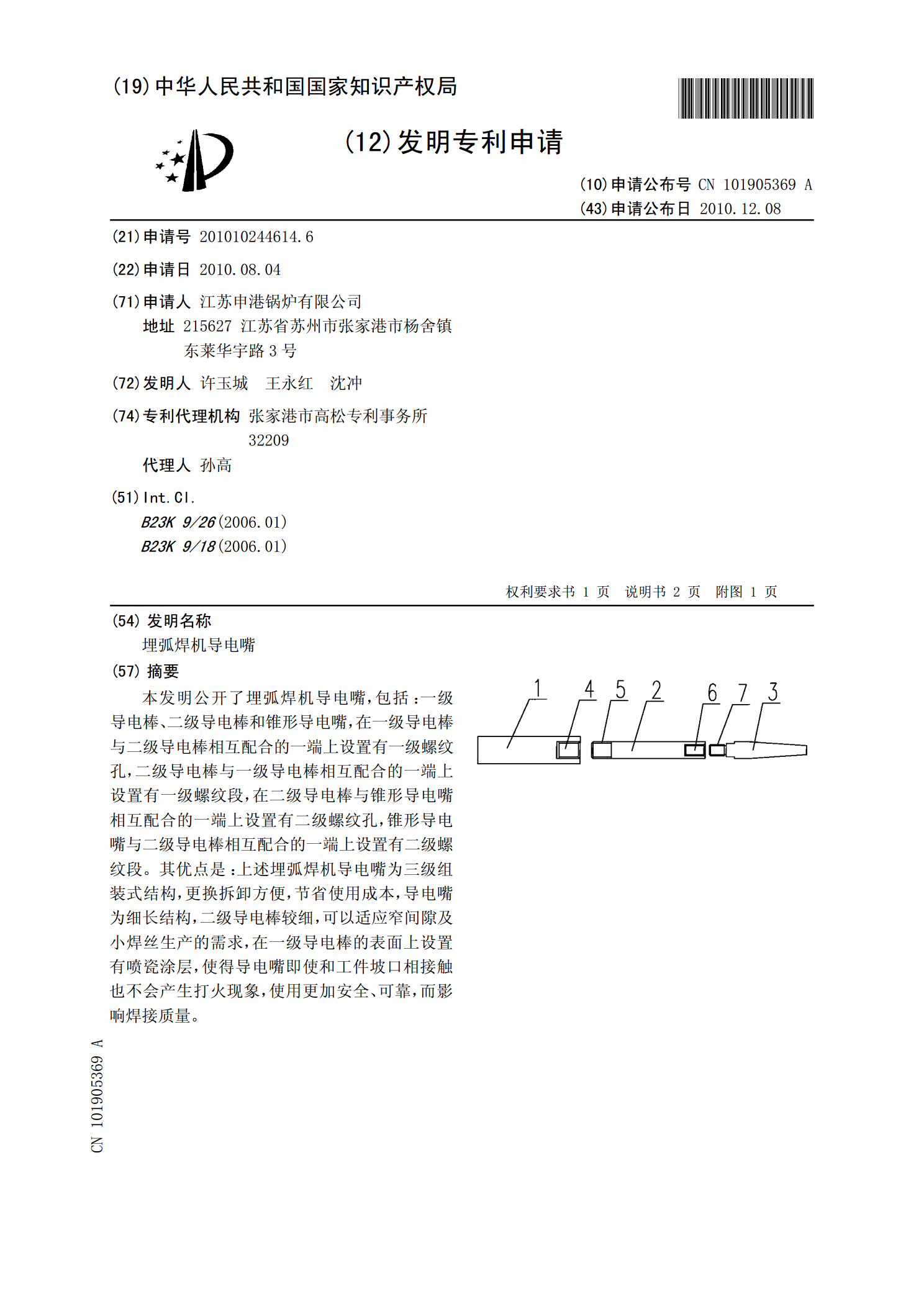
本发明公开了埋弧焊机导电嘴,包括:一级导电棒、二级导电棒和锥形导电嘴,在一级导电棒与二级导电棒相互配合的一端上设置有一级螺纹孔,二级导电棒与一级导电棒相互配合的一端上设置有一级螺纹段,在二级导电棒与锥形导电嘴相互配合的一端上设置有二级螺纹孔,锥形导电嘴与二级导电棒相互配合的一端上设置有二级螺纹段。其优点是:上述埋弧焊机导电嘴为三级组装式结构,更换拆卸方便,节省使用成本,导电嘴为细长结构,二级导电棒较细,可以适应窄间隙及小焊丝生产的需求,在一级导电棒的表面上设置有喷瓷涂层,使得导电嘴即使和工件坡口相接触也不
一种基于低压冷喷涂技术修复埋弧焊导电嘴的方法.pdf
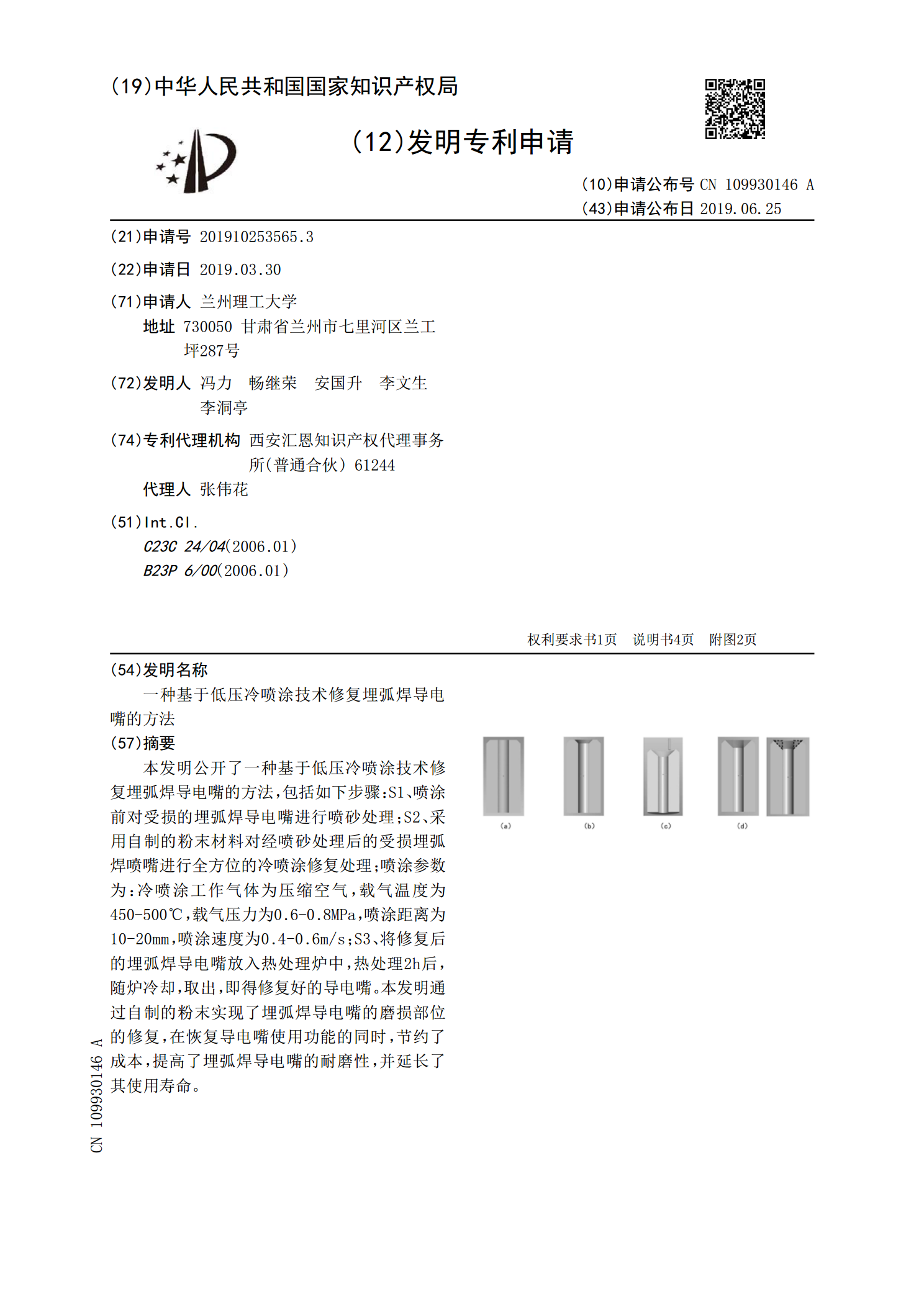
本发明公开了一种基于低压冷喷涂技术修复埋弧焊导电嘴的方法,包括如下步骤:S1、喷涂前对受损的埋弧焊导电嘴进行喷砂处理;S2、采用自制的粉末材料对经喷砂处理后的受损埋弧焊喷嘴进行全方位的冷喷涂修复处理;喷涂参数为:冷喷涂工作气体为压缩空气,载气温度为450‑500℃,载气压力为0.6‑0.8MPa,喷涂距离为10‑20mm,喷涂速度为0.4‑0.6m/s;S3、将修复后的埋弧焊导电嘴放入热处理炉中,热处理2h后,随炉冷却,取出,即得修复好的导电嘴。本发明通过自制的粉末实现了埋弧焊导电嘴的磨损部位的修复,在恢