
一种氟碳铝单板成型焊接加工方法.pdf

美丽****ka

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种氟碳铝单板成型焊接加工方法.pdf
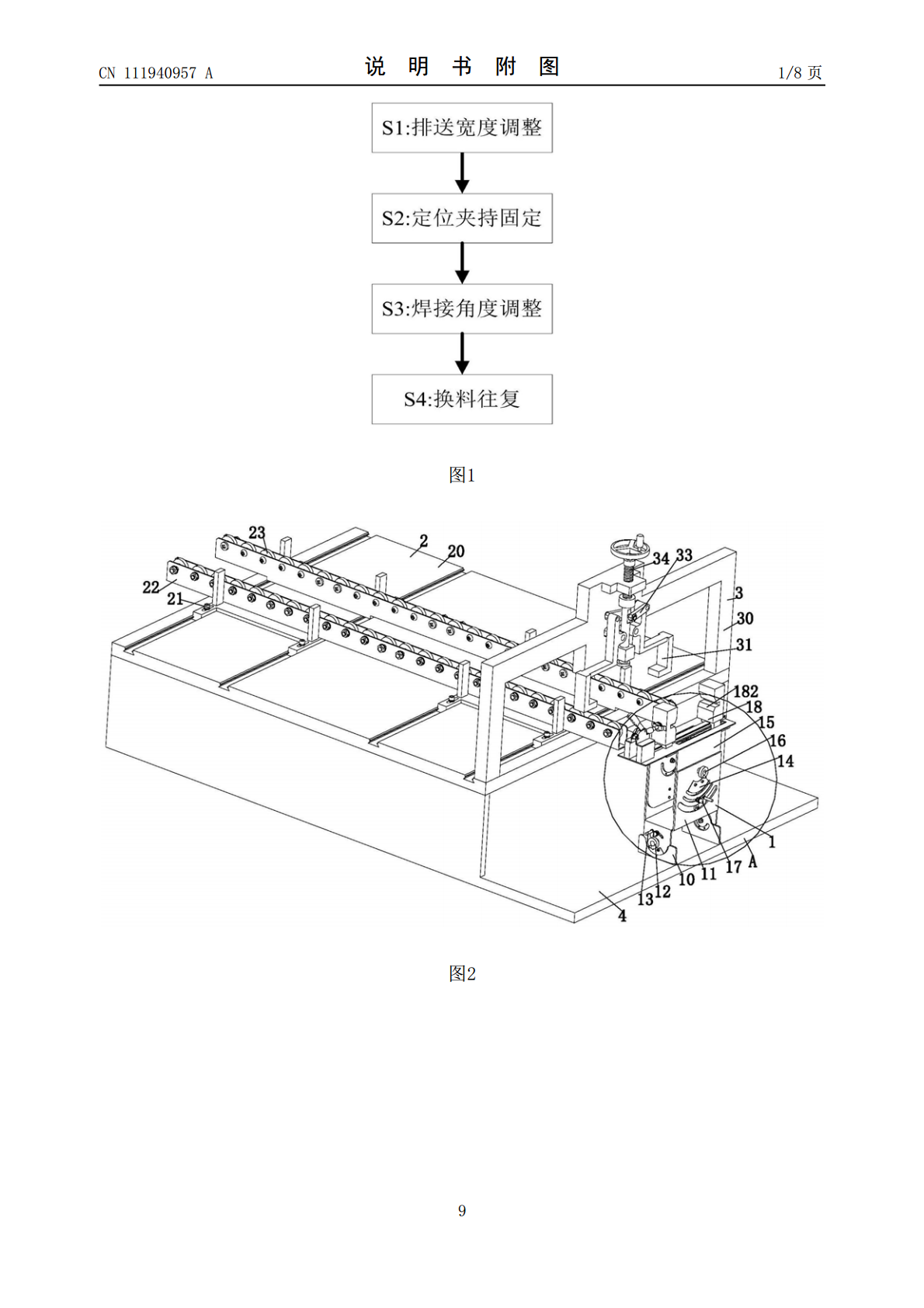
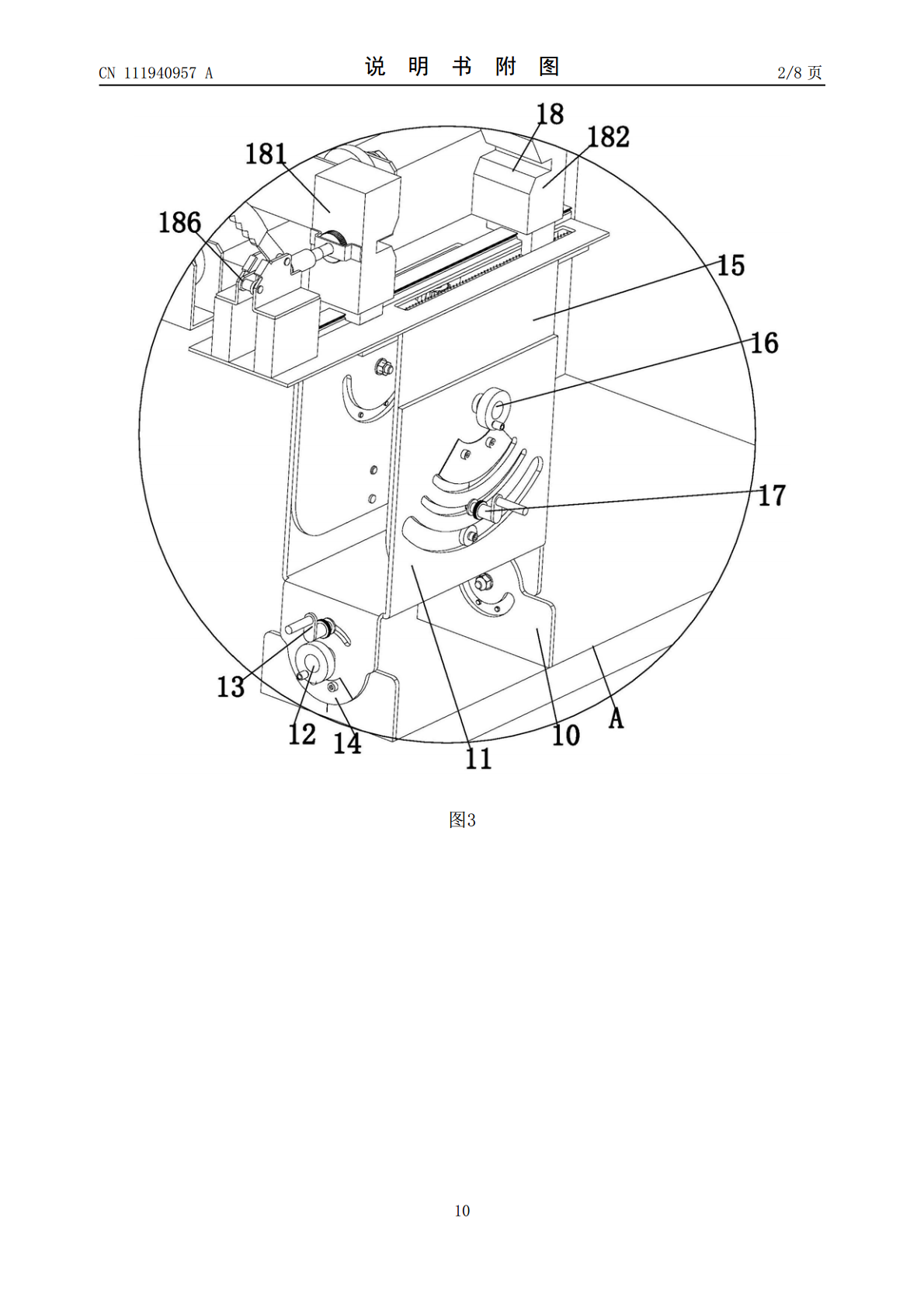
本发明提供了一种氟碳铝单板成型焊接加工方法,包括分度夹持机构、导向排送机构、定点夹持机构和主梁支撑架,所述的主梁支撑架上安装有分度夹持机构,位于分度夹持机构的正后方设置有导向排送机构,所述的导向排送机构安装在主梁支撑架上,位于导向排送机构的正上方安装有定点夹持机构;本发明解决了目前焊接是通过工人手持电焊焊接,导致焊接的效率低下,并且焊接装置没有夹紧固定,焊接过程容易造成氟碳铝单板的滑移,影响焊接效率,并且针对特殊角度造型的焊接,人工不能精确调节角度固定。
一种立体氟碳仿真石漆铝单板及其成型方法.pdf
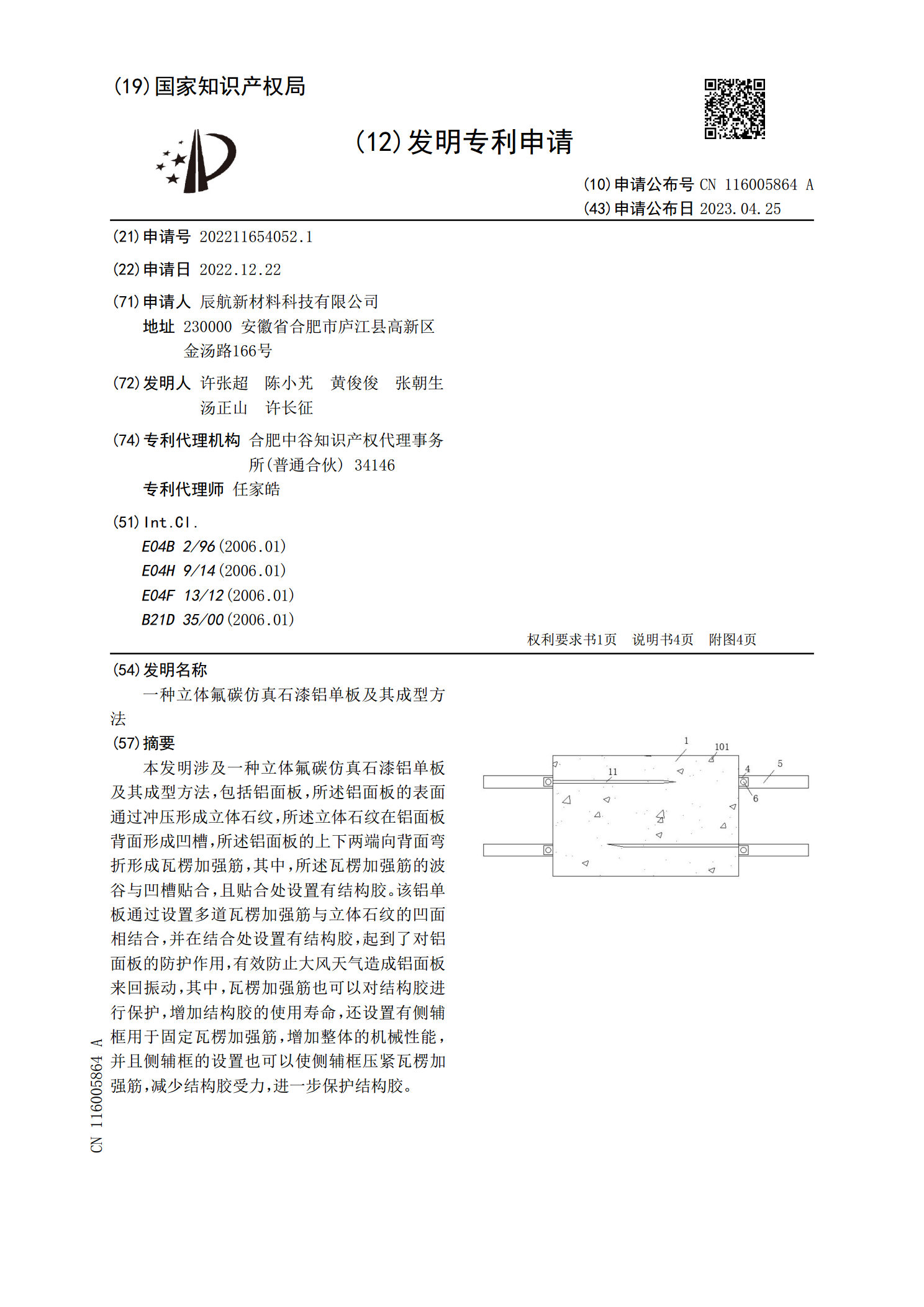
本发明涉及一种立体氟碳仿真石漆铝单板及其成型方法,包括铝面板,所述铝面板的表面通过冲压形成立体石纹,所述立体石纹在铝面板背面形成凹槽,所述铝面板的上下两端向背面弯折形成瓦楞加强筋,其中,所述瓦楞加强筋的波谷与凹槽贴合,且贴合处设置有结构胶。该铝单板通过设置多道瓦楞加强筋与立体石纹的凹面相结合,并在结合处设置有结构胶,起到了对铝面板的防护作用,有效防止大风天气造成铝面板来回振动,其中,瓦楞加强筋也可以对结构胶进行保护,增加结构胶的使用寿命,还设置有侧辅框用于固定瓦楞加强筋,增加整体的机械性能,并且侧辅框的设

一种氟碳表面处理铝单板.pdf
本发明公开了一种氟碳表面处理铝单板,本发明涉及铝单板处理技术领域。该氟碳表面处理铝单板,包括铝单板、支撑架和喷涂机,所述支撑架的上方设置有第一移动板,所述第一移动板的底部固定连接有定位杆,喷涂机和内环之间转动连接,内环和外环之间转动连接,且喷涂机和内环之间的相对转动方向与内环和外环之间的相对转动方向垂直,实现喷涂机可以调节倾斜角度的效果,第一滑板和喷涂机之间通过调节杆转动连接,通过第一滑板和调节杆带动喷涂机转动,对喷涂机的倾斜角度进行调节,保障可以对不同铝单板表面不同倾斜角度的位置均可进行有效喷涂,不需要
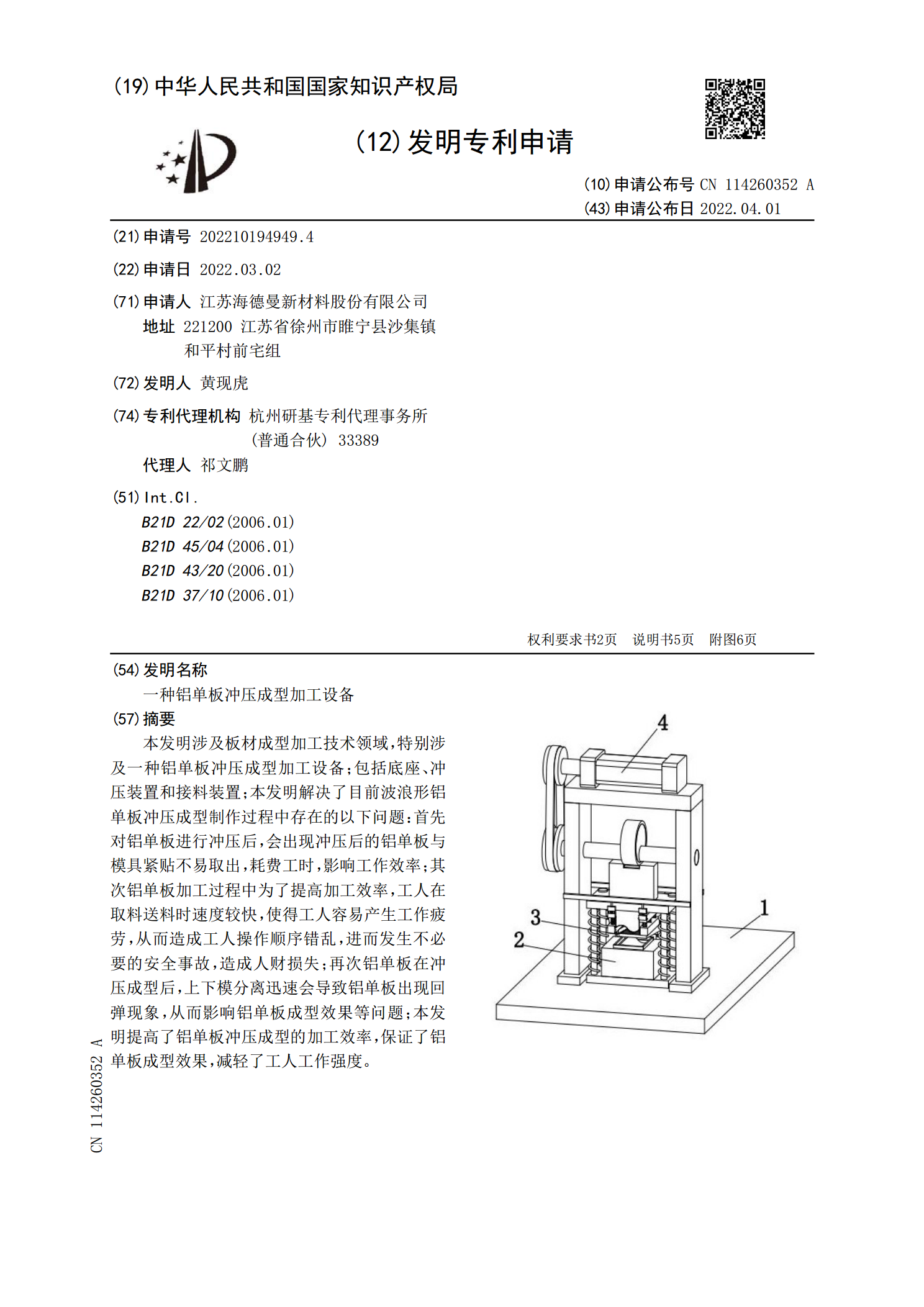
一种铝单板冲压成型加工设备.pdf
本发明涉及板材成型加工技术领域,特别涉及一种铝单板冲压成型加工设备;包括底座、冲压装置和接料装置;本发明解决了目前波浪形铝单板冲压成型制作过程中存在的以下问题:首先对铝单板进行冲压后,会出现冲压后的铝单板与模具紧贴不易取出,耗费工时,影响工作效率;其次铝单板加工过程中为了提高加工效率,工人在取料送料时速度较快,使得工人容易产生工作疲劳,从而造成工人操作顺序错乱,进而发生不必要的安全事故,造成人财损失;再次铝单板在冲压成型后,上下模分离迅速会导致铝单板出现回弹现象,从而影响铝单板成型效果等问题;本发明提高了
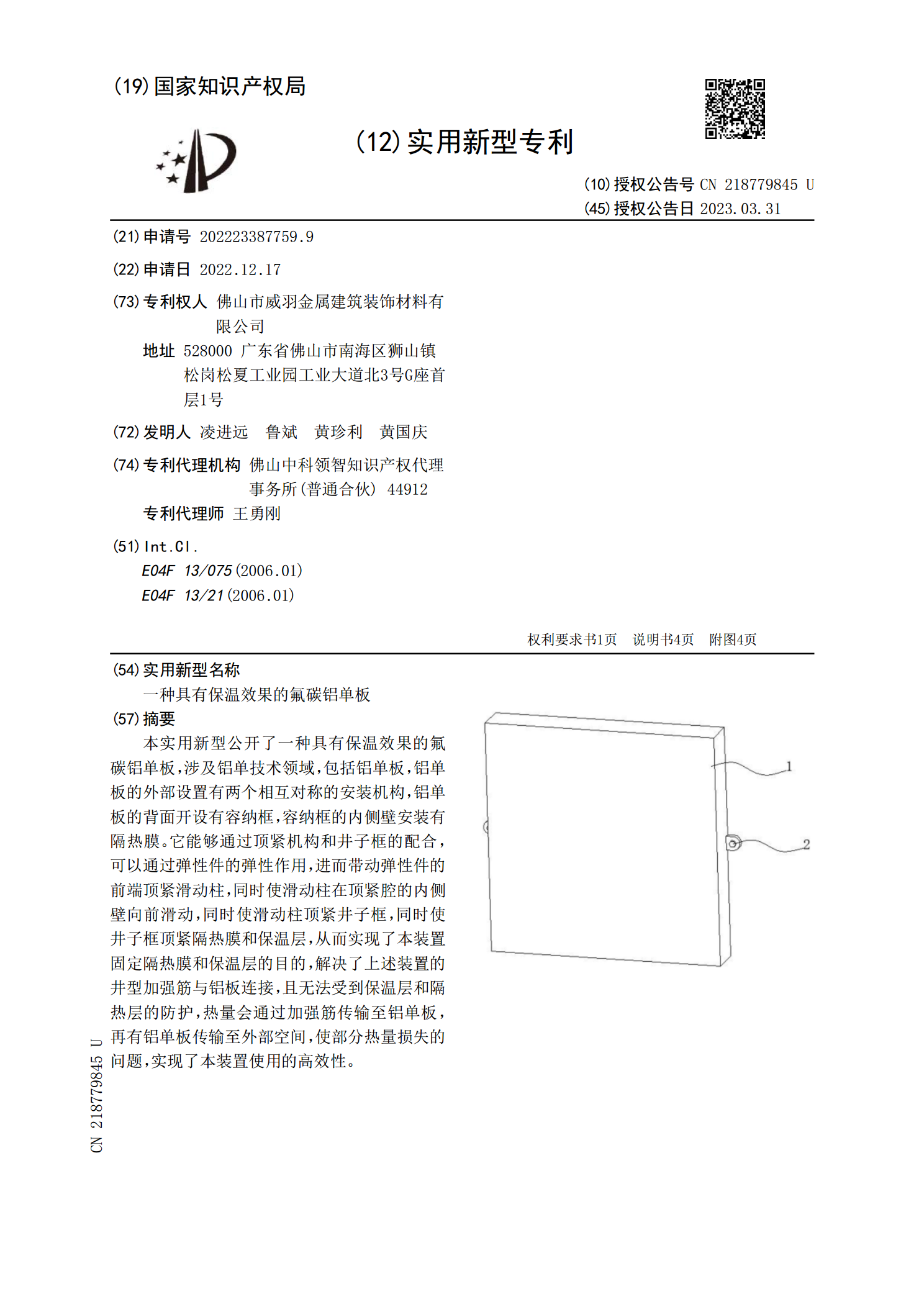
一种具有保温效果的氟碳铝单板.pdf
本实用新型公开了一种具有保温效果的氟碳铝单板,涉及铝单技术领域,包括铝单板,铝单板的外部设置有两个相互对称的安装机构,铝单板的背面开设有容纳框,容纳框的内侧壁安装有隔热膜。它能够通过顶紧机构和井子框的配合,可以通过弹性件的弹性作用,进而带动弹性件的前端顶紧滑动柱,同时使滑动柱在顶紧腔的内侧壁向前滑动,同时使滑动柱顶紧井子框,同时使井子框顶紧隔热膜和保温层,从而实现了本装置固定隔热膜和保温层的目的,解决了上述装置的井型加强筋与铝板连接,且无法受到保温层和隔热层的防护,热量会通过加强筋传输至铝单板,再有铝单板