
一种硬质纸塑包装盒成型制作方法.pdf

努力****向丝

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种硬质纸塑包装盒成型制作方法.pdf
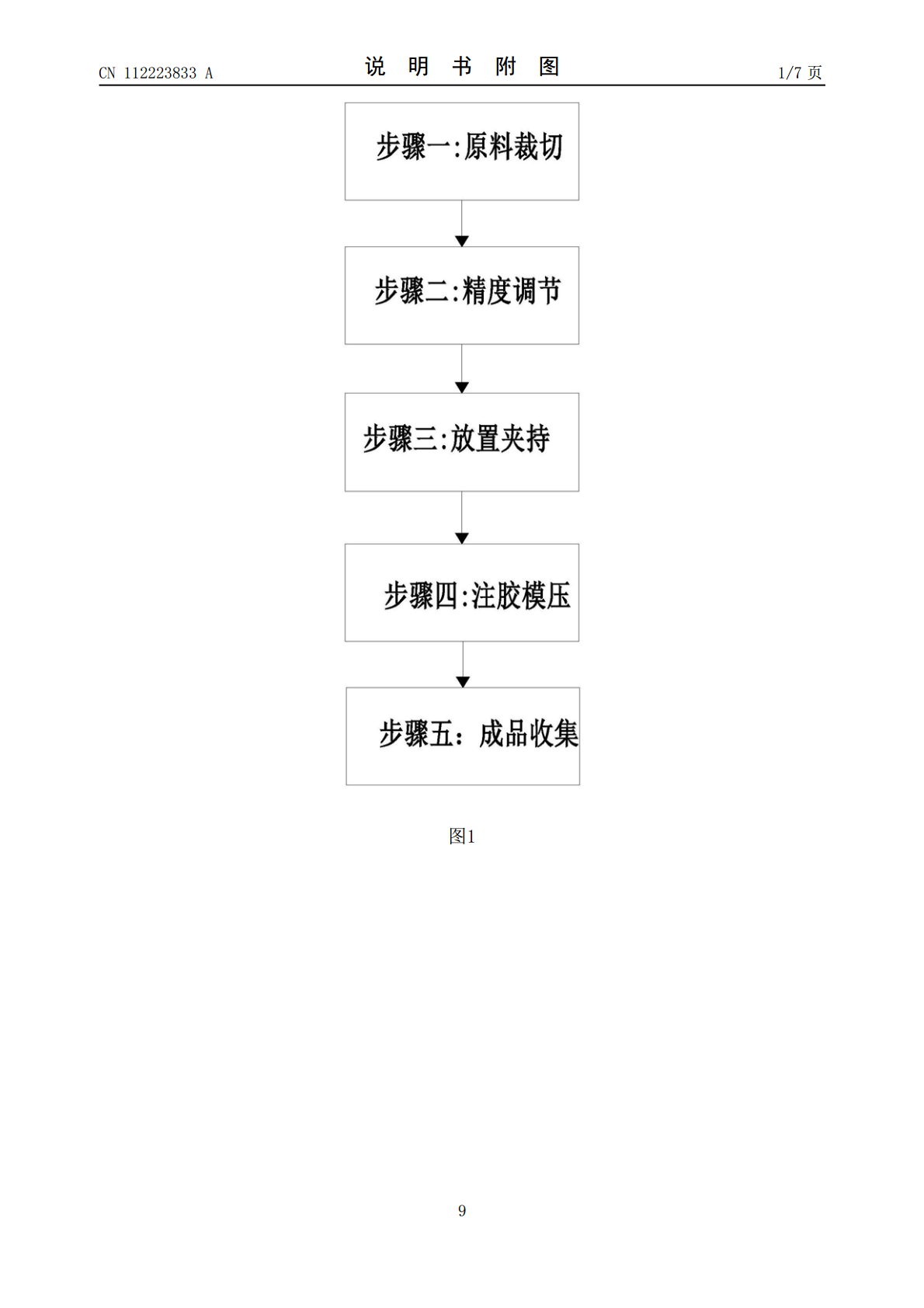
本发明涉及一种硬质纸塑包装盒成型制作方法,其使用了一种辅助硬质纸塑包装盒成型制作的设备,该辅助硬质纸塑包装盒成型制作的设备包括支撑架、精度调节装置、夹持装置和模压装置。本发明可以解决现有硬质纸塑包装盒成型制作的设备在纸塑板胶合时不能精准的定位,导致纸塑板在胶合时会出现偏差,甚至导致注射的胶水会出现溢出造成浪费,影响胶合过后的纸塑板彼此之间贴合度,造成包装盒稳定性差的难题,还可以解决现有硬质纸塑包装盒成型制作的设备不能对纸塑板进行模压和干燥处理,导致胶合过后的纸塑板粘黏度不高,结构稳定性差,不能将胶水快速凝
一种纸塑品成型设备.pdf
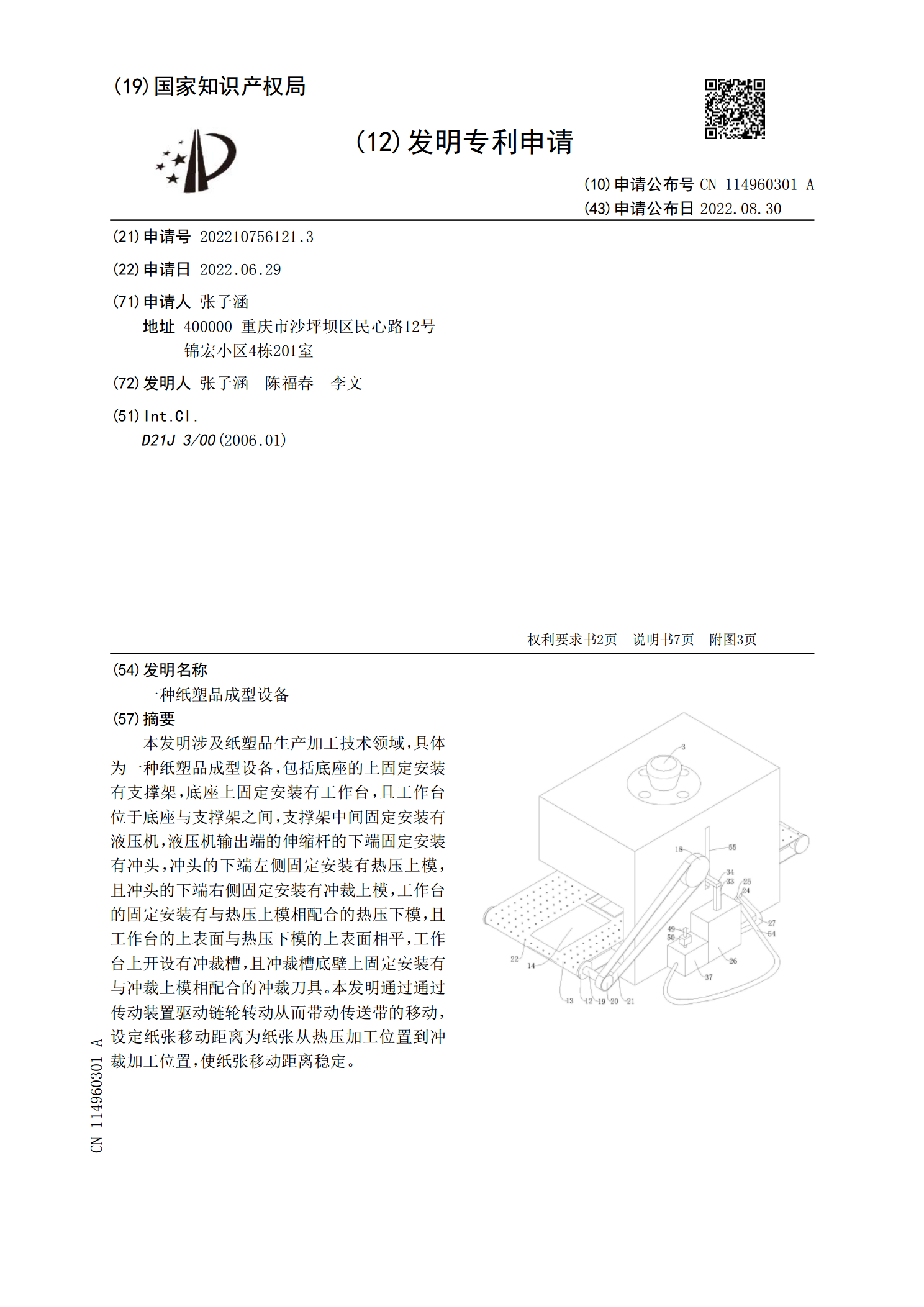
本发明涉及纸塑品生产加工技术领域,具体为一种纸塑品成型设备,包括底座的上固定安装有支撑架,底座上固定安装有工作台,且工作台位于底座与支撑架之间,支撑架中间固定安装有液压机,液压机输出端的伸缩杆的下端固定安装有冲头,冲头的下端左侧固定安装有热压上模,且冲头的下端右侧固定安装有冲裁上模,工作台的固定安装有与热压上模相配合的热压下模,且工作台的上表面与热压下模的上表面相平,工作台上开设有冲裁槽,且冲裁槽底壁上固定安装有与冲裁上模相配合的冲裁刀具。本发明通过通过传动装置驱动链轮转动从而带动传送带的移动,设定纸张移
一种纸塑包装盒生产制作工艺.pdf
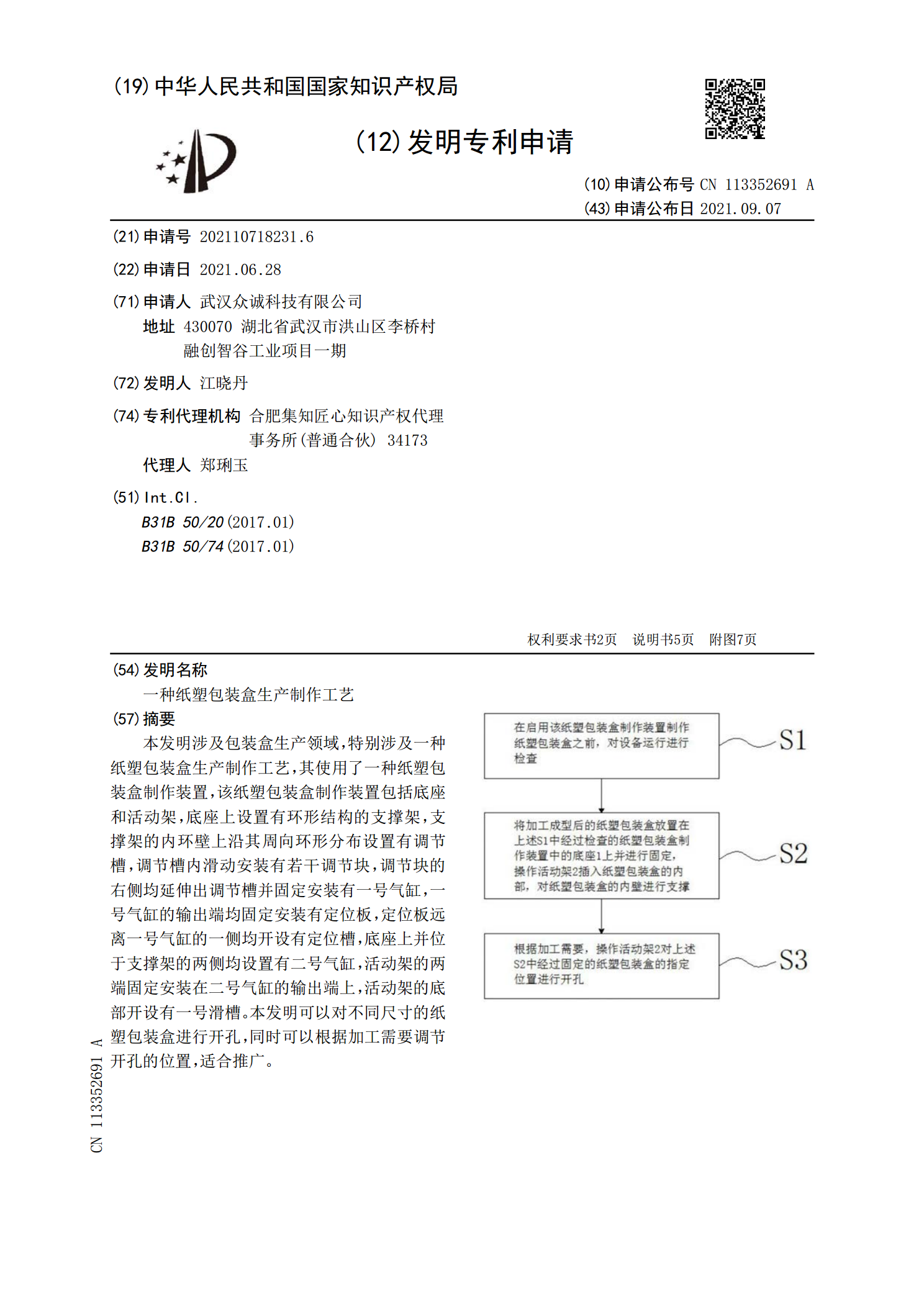
本发明涉及包装盒生产领域,特别涉及一种纸塑包装盒生产制作工艺,其使用了一种纸塑包装盒制作装置,该纸塑包装盒制作装置包括底座和活动架,底座上设置有环形结构的支撑架,支撑架的内环壁上沿其周向环形分布设置有调节槽,调节槽内滑动安装有若干调节块,调节块的右侧均延伸出调节槽并固定安装有一号气缸,一号气缸的输出端均固定安装有定位板,定位板远离一号气缸的一侧均开设有定位槽,底座上并位于支撑架的两侧均设置有二号气缸,活动架的两端固定安装在二号气缸的输出端上,活动架的底部开设有一号滑槽。本发明可以对不同尺寸的纸塑包装盒进行
一种硬质合金刀具成型制作方法.pdf
本发明涉及一种硬质合金刀具成型制作方法,涉及硬质合金刀具制备的技术领域,其使用了一种固定打磨设备,该固定打磨装置包括固定架以及设于固定架上的支撑架,所述固定架上设置有打磨装置以及驱使打磨装置沿固定架宽度方向移动的驱动装置,所述支撑架上设置有对刀具进行固定的固定装置,本发明具有能够批量化对刀具进行打磨、降低生产周期的效果。
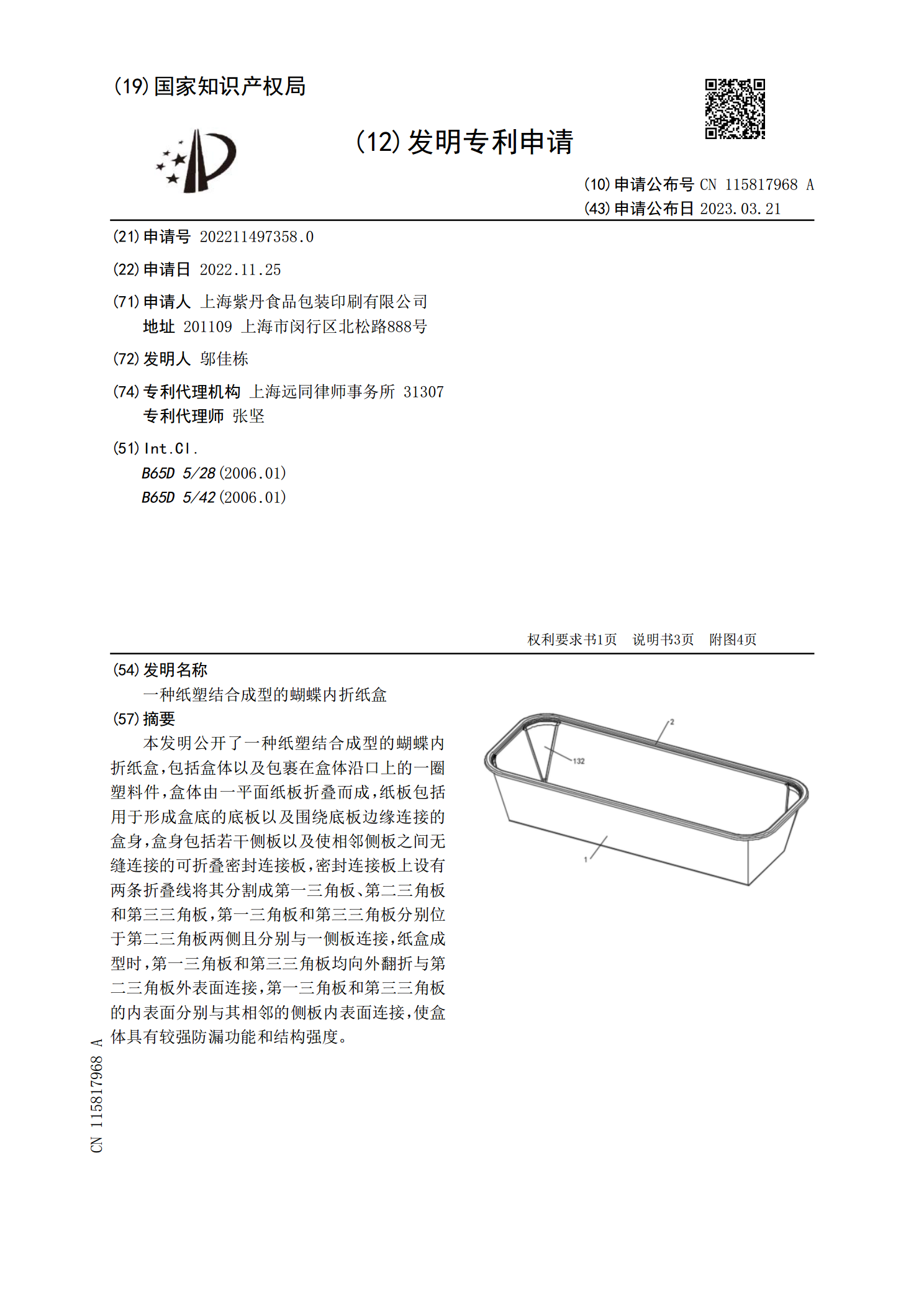
一种纸塑结合成型的蝴蝶内折纸盒.pdf
本发明公开了一种纸塑结合成型的蝴蝶内折纸盒,包括盒体以及包裹在盒体沿口上的一圈塑料件,盒体由一平面纸板折叠而成,纸板包括用于形成盒底的底板以及围绕底板边缘连接的盒身,盒身包括若干侧板以及使相邻侧板之间无缝连接的可折叠密封连接板,密封连接板上设有两条折叠线将其分割成第一三角板、第二三角板和第三三角板,第一三角板和第三三角板分别位于第二三角板两侧且分别与一侧板连接,纸盒成型时,第一三角板和第三三角板均向外翻折与第二三角板外表面连接,第一三角板和第三三角板的内表面分别与其相邻的侧板内表面连接,使盒体具有较强防漏