
双套管结构急速换热管束焊接定位工装及焊接方法.pdf

宜然****找我

1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双套管结构急速换热管束焊接定位工装及焊接方法.pdf
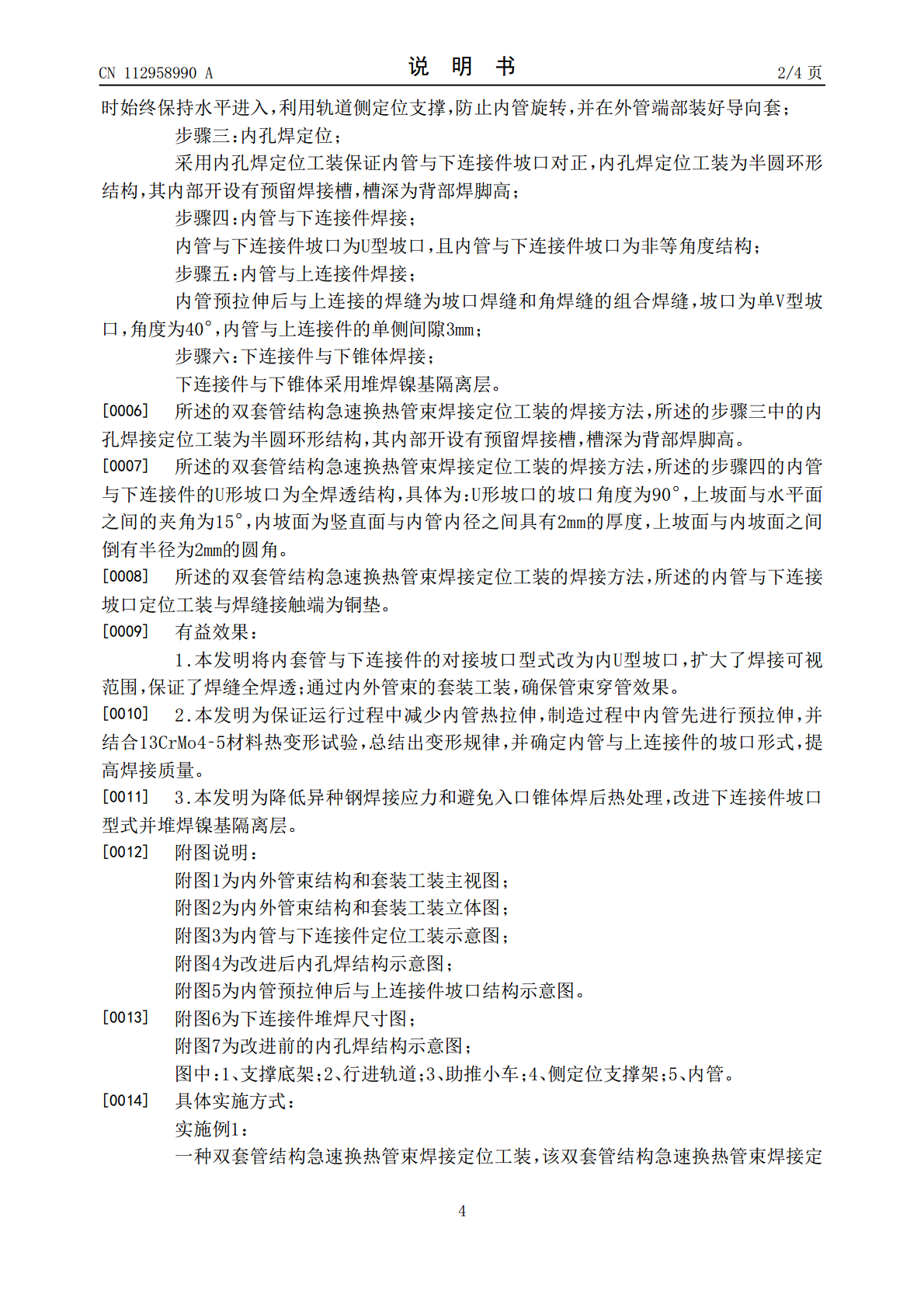
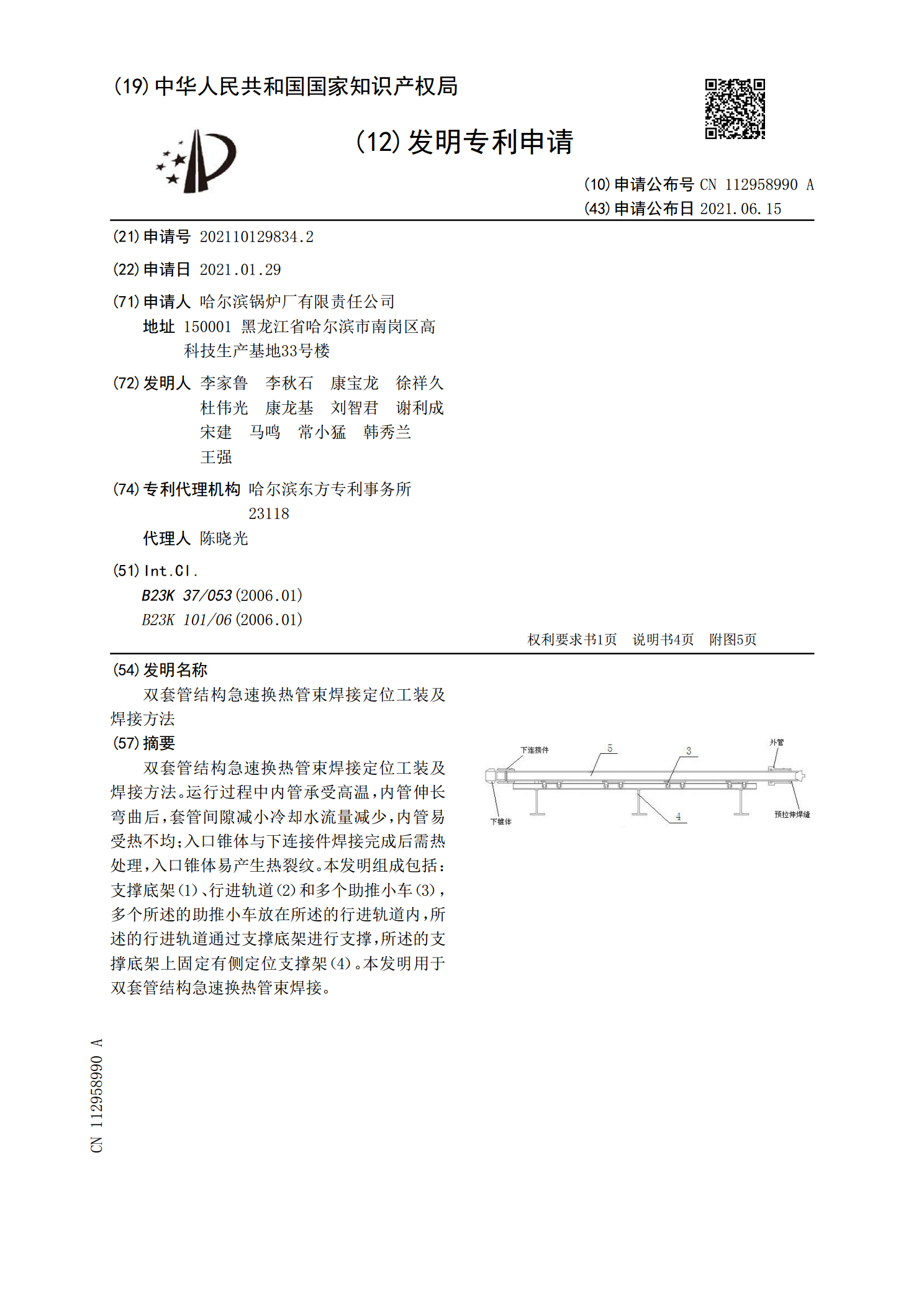
双套管结构急速换热管束焊接定位工装及焊接方法。运行过程中内管承受高温,内管伸长弯曲后,套管间隙减小冷却水流量减少,内管易受热不均;入口锥体与下连接件焊接完成后需热处理,入口锥体易产生热裂纹。本发明组成包括:支撑底架(1)、行进轨道(2)和多个助推小车(3),多个所述的助推小车放在所述的行进轨道内,所述的行进轨道通过支撑底架进行支撑,所述的支撑底架上固定有侧定位支撑架(4)。本发明用于双套管结构急速换热管束焊接。
焊接工装定位结构及定位方法.pdf
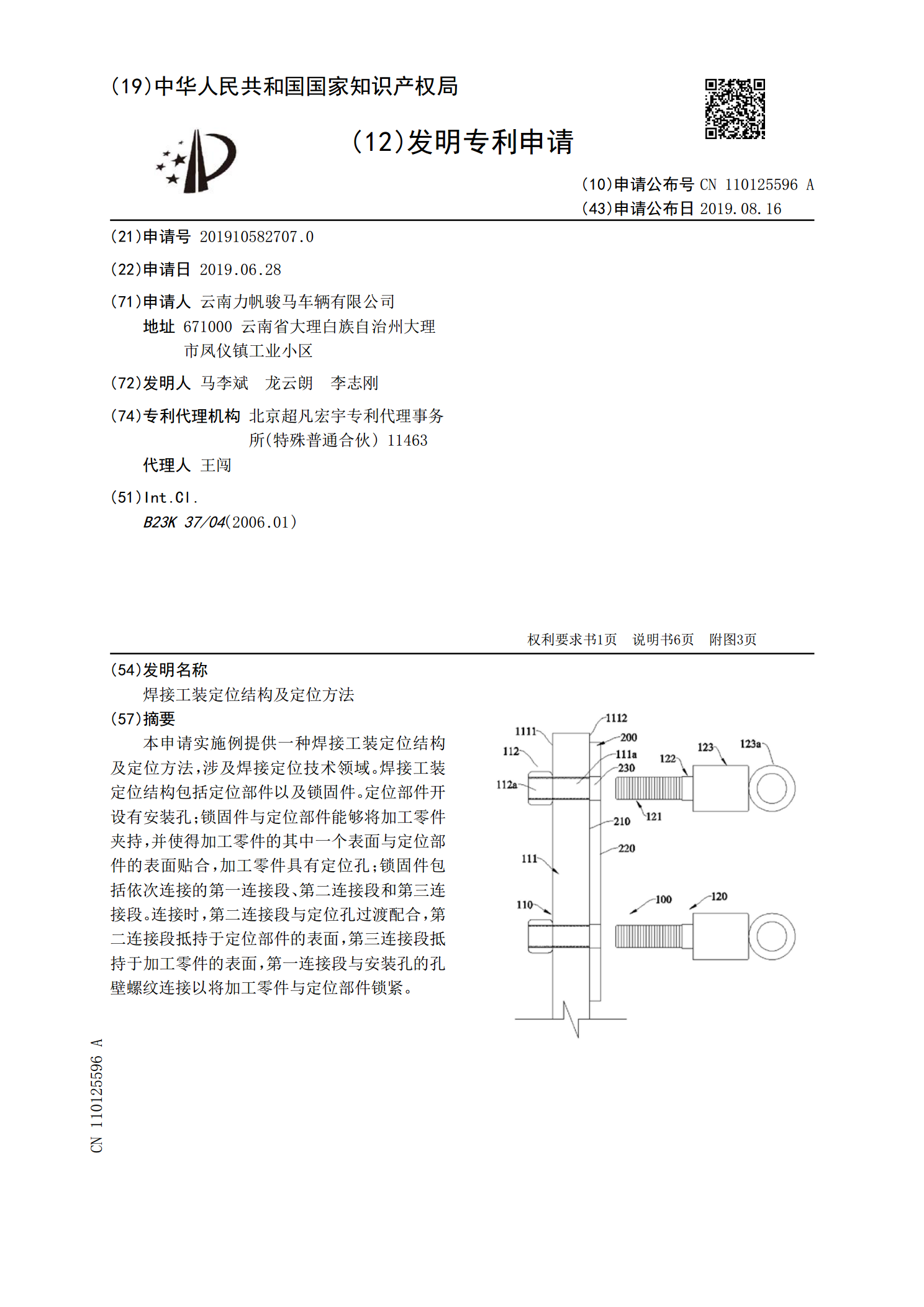
本申请实施例提供一种焊接工装定位结构及定位方法,涉及焊接定位技术领域。焊接工装定位结构包括定位部件以及锁固件。定位部件开设有安装孔;锁固件与定位部件能够将加工零件夹持,并使得加工零件的其中一个表面与定位部件的表面贴合,加工零件具有定位孔;锁固件包括依次连接的第一连接段、第二连接段和第三连接段。连接时,第二连接段与定位孔过渡配合,第二连接段抵持于定位部件的表面,第三连接段抵持于加工零件的表面,第一连接段与安装孔的孔壁螺纹连接以将加工零件与定位部件锁紧。

履带架附件焊接定位工装及履带架附件焊接定位结构.pdf
本发明属于工程机械技术领域并提供一种履带架附件焊接定位工装及履带架附件焊接定位结构,履带架附件焊接定位工装用于安装在减速机安装架上,其中减速机安装架的外壁上设有履带架附件安装位,内部设有安装腔和安装法兰,履带架附件焊接定位工装包括定位架组件和定位座,定位架组件一端用于安装在安装法兰上,另一端为伸出于安装腔的伸出端,伸出端上设有安装支座,定位座安装在安装支座并包括设有定位孔的定位端,定位端能够沿轴向方向延伸至安装腔外周壁,定位孔用于与履带架附件安装位对齐。通过设置对齐于履带架附件安装位的定位孔,从而能够实现
一种钢结构焊接定位工装.pdf
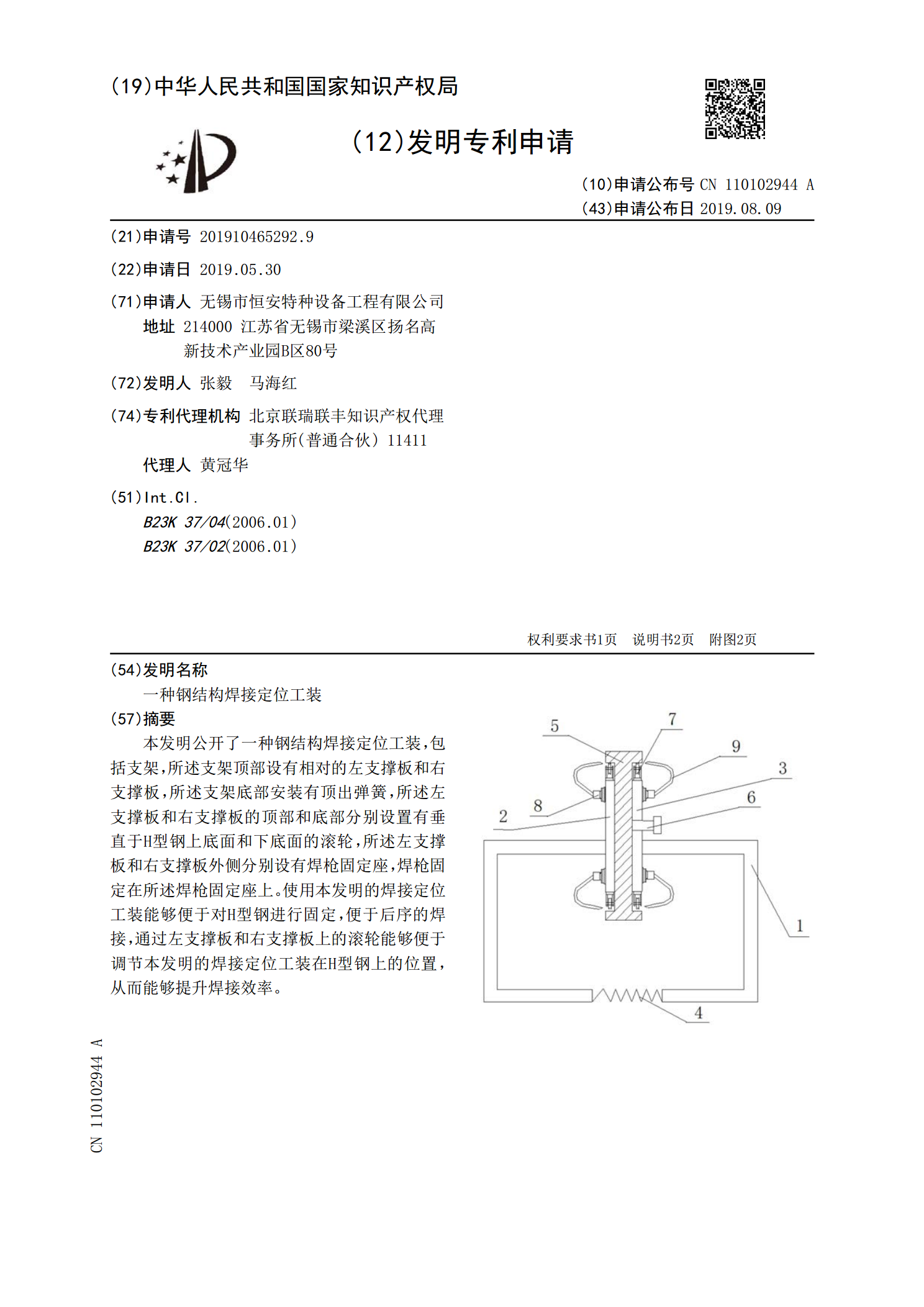
本发明公开了一种钢结构焊接定位工装,包括支架,所述支架顶部设有相对的左支撑板和右支撑板,所述支架底部安装有顶出弹簧,所述左支撑板和右支撑板的顶部和底部分别设置有垂直于H型钢上底面和下底面的滚轮,所述左支撑板和右支撑板外侧分别设有焊枪固定座,焊枪固定在所述焊枪固定座上。使用本发明的焊接定位工装能够便于对H型钢进行固定,便于后序的焊接,通过左支撑板和右支撑板上的滚轮能够便于调节本发明的焊接定位工装在H型钢上的位置,从而能够提升焊接效率。
缸筒焊接定位工装.pdf
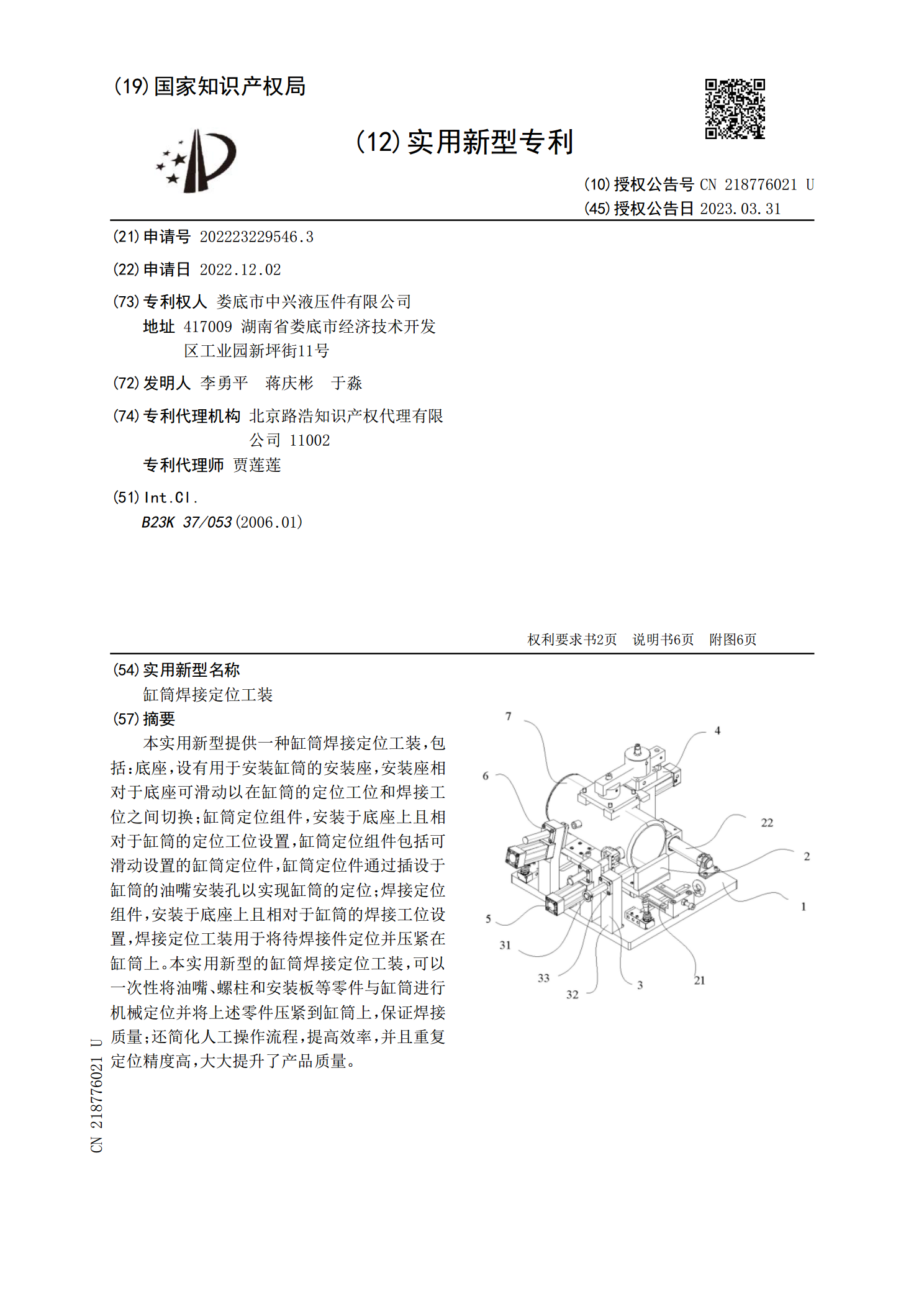
本实用新型提供一种缸筒焊接定位工装,包括:底座,设有用于安装缸筒的安装座,安装座相对于底座可滑动以在缸筒的定位工位和焊接工位之间切换;缸筒定位组件,安装于底座上且相对于缸筒的定位工位设置,缸筒定位组件包括可滑动设置的缸筒定位件,缸筒定位件通过插设于缸筒的油嘴安装孔以实现缸筒的定位;焊接定位组件,安装于底座上且相对于缸筒的焊接工位设置,焊接定位工装用于将待焊接件定位并压紧在缸筒上。本实用新型的缸筒焊接定位工装,可以一次性将油嘴、螺柱和安装板等零件与缸筒进行机械定位并将上述零件压紧到缸筒上,保证焊接质量;还简