
一种铝型材快速切割装置及其工作方法.pdf

猫巷****雪凝

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝型材快速切割装置及其工作方法.pdf
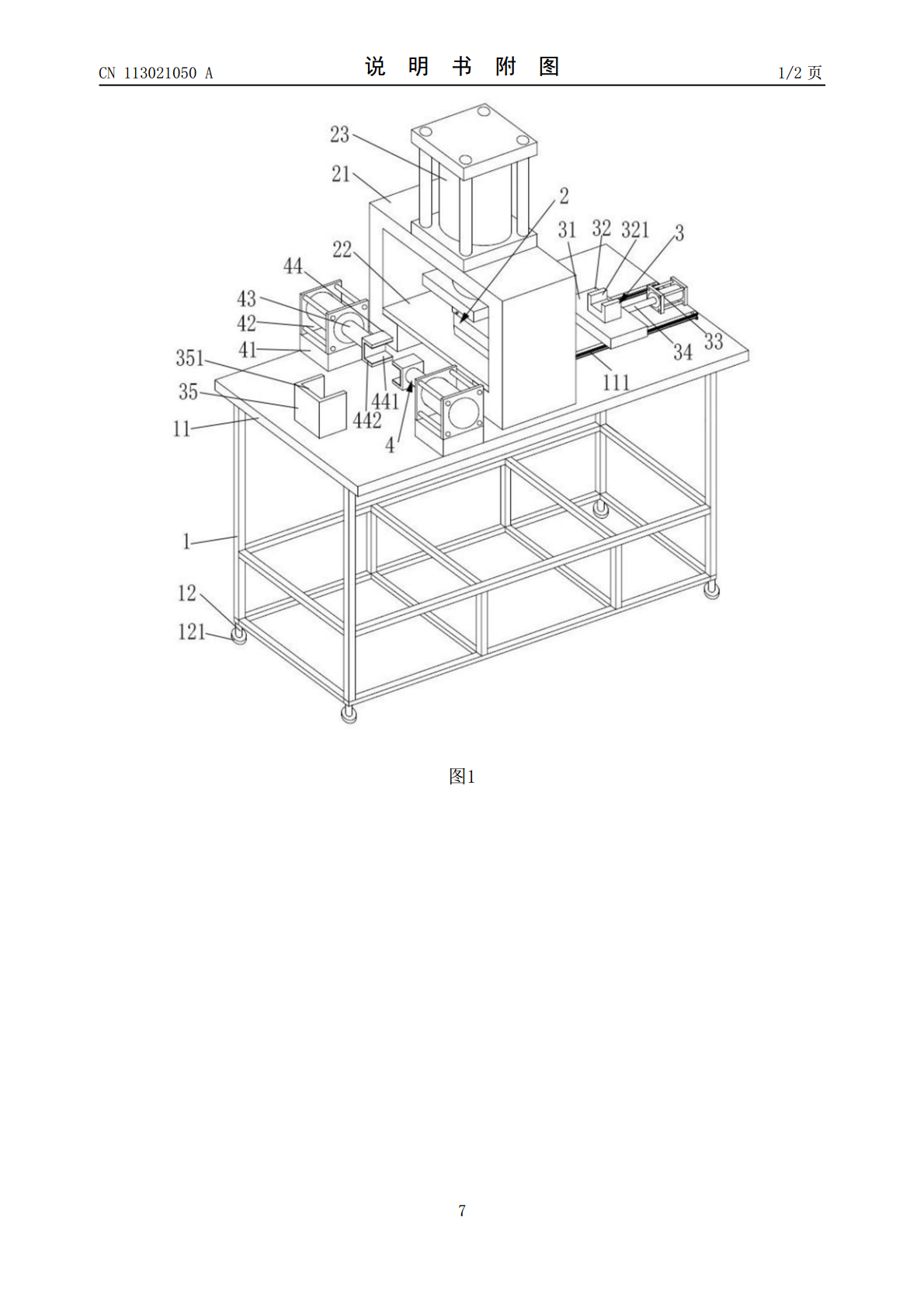
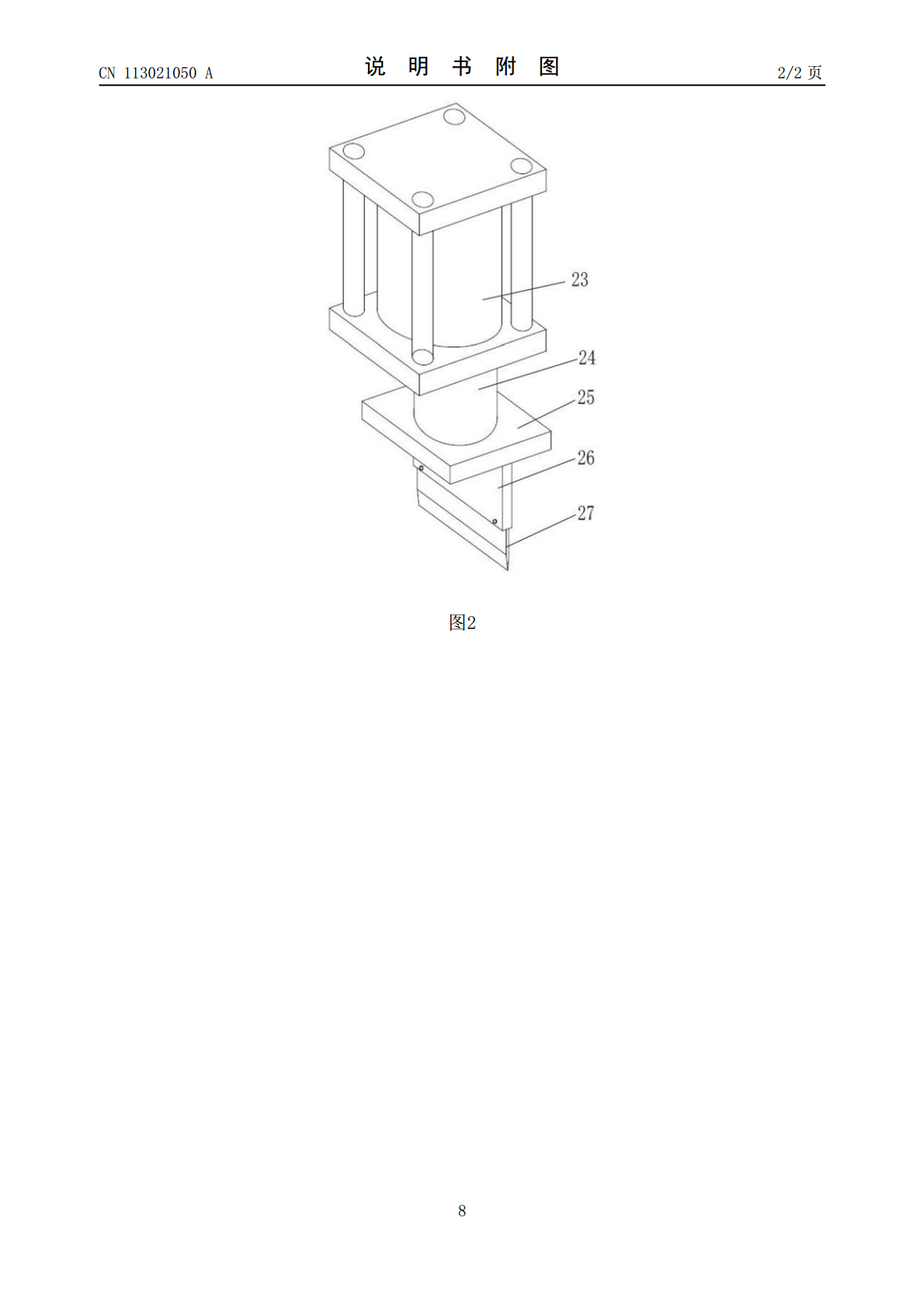
本发明提供了一种铝型材快速切割装置及其工作方法,属于铝型材加工设备技术领域,包括机架和切割部件,所述机架顶部设有工作台,所述切割部件通过支撑架设于工作台上方;所述支撑架靠近底部处设有与工作台平行的切割台;所述工作台上靠近支撑架一侧设有送料部件,所述工作台上设有一组导轨,所述送料部件与导轨滑动相连。该种铝型材快速切割装置采用气动驱动进行切割,可避免切割过程中产生大量的金属废屑,而且气动切割速度快,切口平整,切割质量好,可进行自动送料,提高切割效率,节省人力成本。
一种用于铝型材模具的快速切割输送装置.pdf
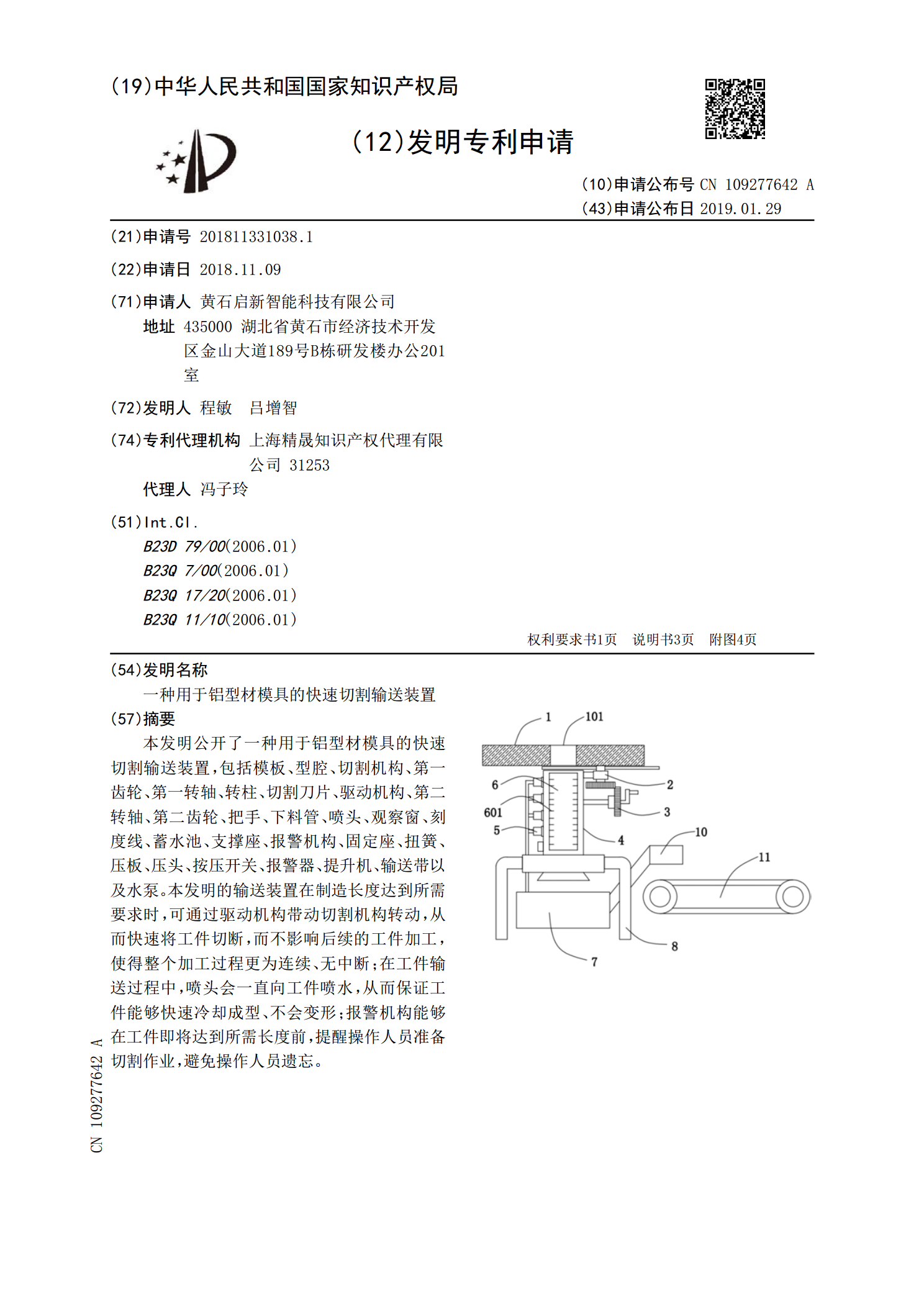
本发明公开了一种用于铝型材模具的快速切割输送装置,包括模板、型腔、切割机构、第一齿轮、第一转轴、转柱、切割刀片、驱动机构、第二转轴、第二齿轮、把手、下料管、喷头、观察窗、刻度线、蓄水池、支撑座、报警机构、固定座、扭簧、压板、压头、按压开关、报警器、提升机、输送带以及水泵。本发明的输送装置在制造长度达到所需要求时,可通过驱动机构带动切割机构转动,从而快速将工件切断,而不影响后续的工件加工,使得整个加工过程更为连续、无中断;在工件输送过程中,喷头会一直向工件喷水,从而保证工件能够快速冷却成型、不会变形;报警机
一种石材切割装置及其工作方法.pdf
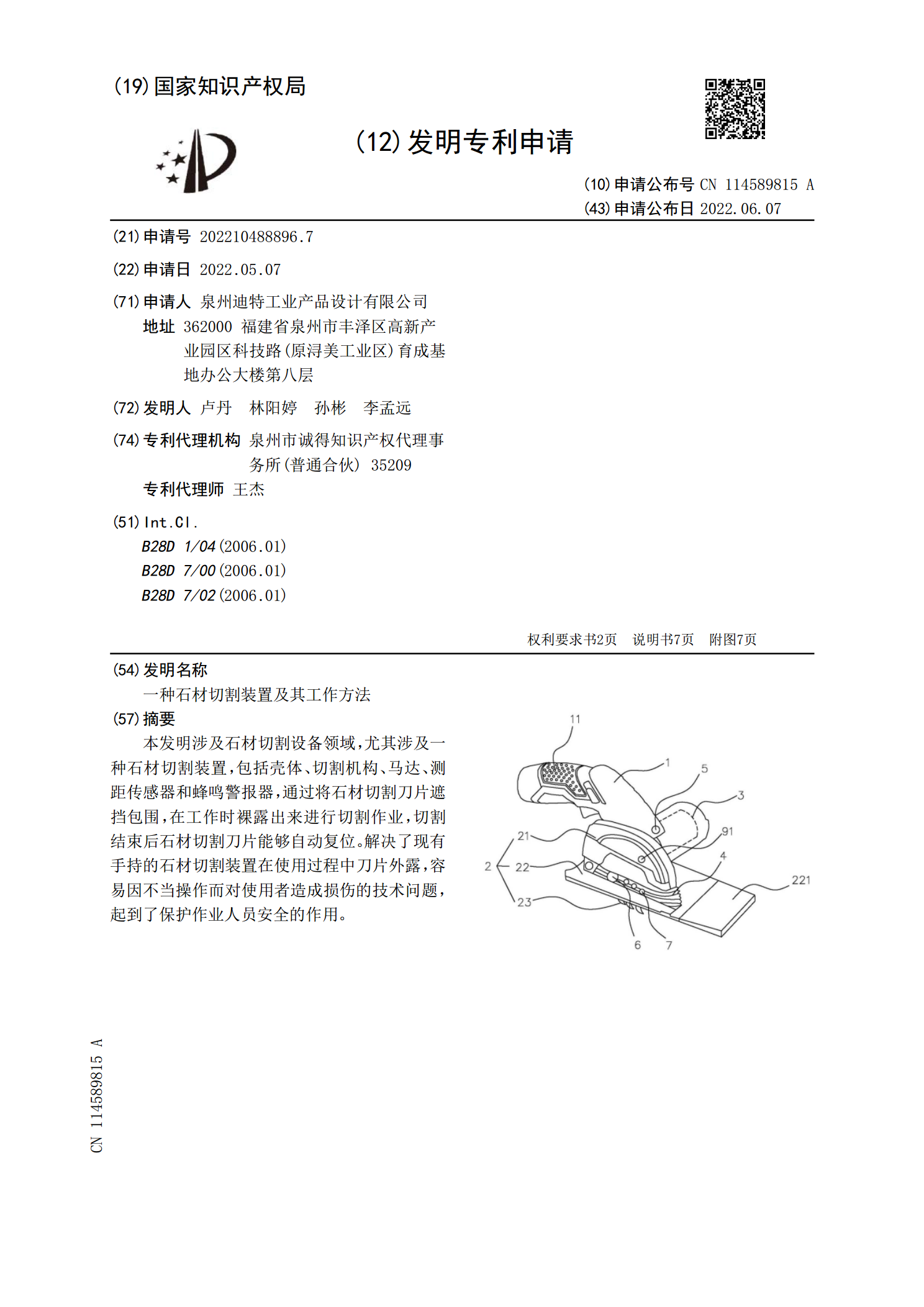
本发明涉及石材切割设备领域,尤其涉及一种石材切割装置,包括壳体、切割机构、马达、测距传感器和蜂鸣警报器,通过将石材切割刀片遮挡包围,在工作时裸露出来进行切割作业,切割结束后石材切割刀片能够自动复位。解决了现有手持的石材切割装置在使用过程中刀片外露,容易因不当操作而对使用者造成损伤的技术问题,起到了保护作业人员安全的作用。

一种电缆切割装置及其工作方法.pdf
一种电缆切割装置及其工作方法。提供了一种结构简单,方便加工,避免线芯损坏、提高工作效率的电缆切割装置及其工作方法。包括工作台和设在工作台下方的支脚;所述工作台上依次设有电缆收集机构、导向机构、分离机构、切割机构和线芯收集机构;所述电缆收集机构包括电机一和转轴一,所述导向机构包括支架、上导轮和下导轮,所述分离机构包括底座和一对旋转柱,所述切割机构包括立框和一对对称设置在所述立框上的切刀组,所述切刀组朝向所述分离机构,所述线芯收集机构包括电机二和转轴二,所述电机二通过支撑架二设在所述工作台的底面。本发明节省了
一种铝型材切割装置.pdf
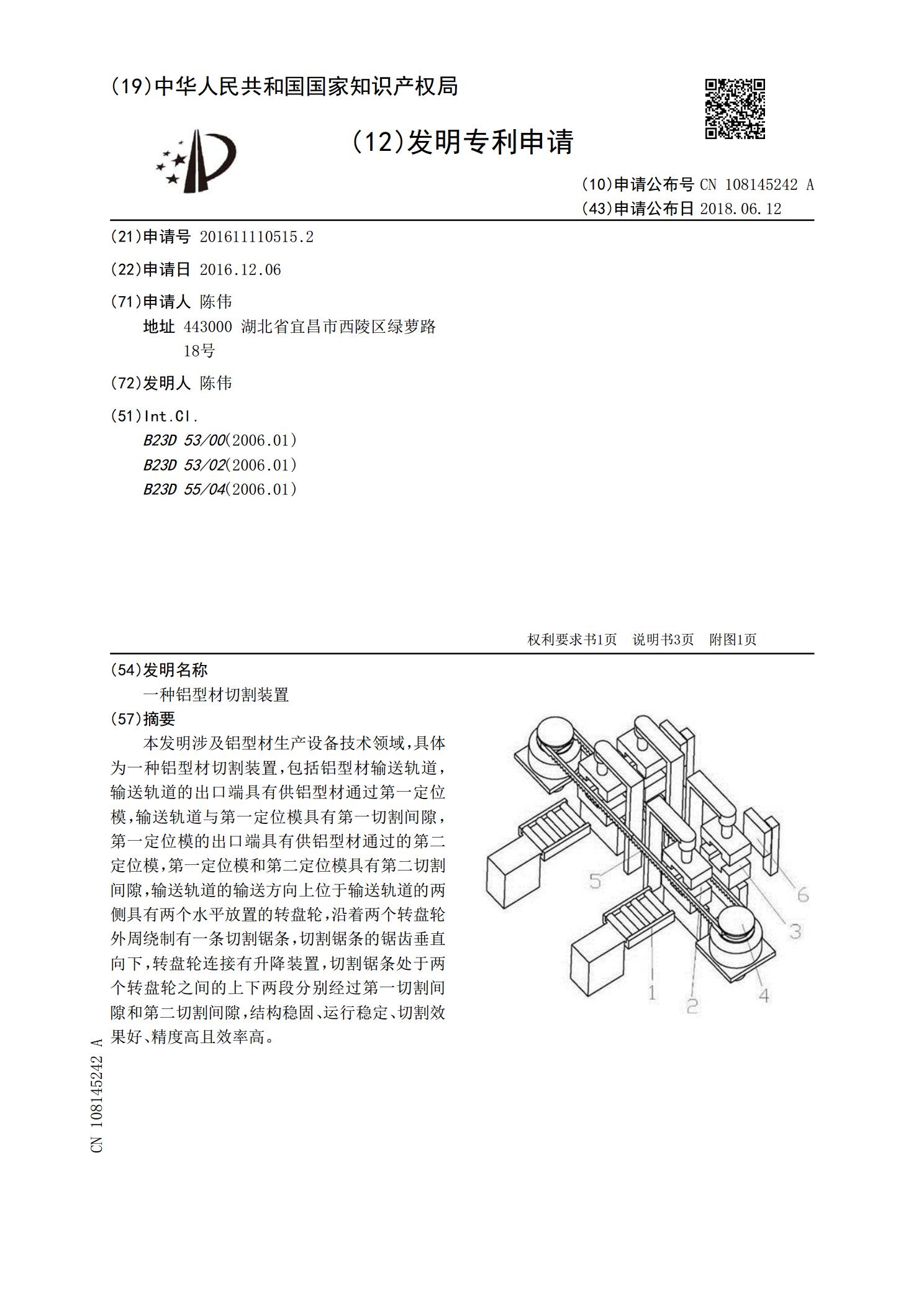
本发明涉及铝型材生产设备技术领域,具体为一种铝型材切割装置,包括铝型材输送轨道,输送轨道的出口端具有供铝型材通过第一定位模,输送轨道与第一定位模具有第一切割间隙,第一定位模的出口端具有供铝型材通过的第二定位模,第一定位模和第二定位模具有第二切割间隙,输送轨道的输送方向上位于输送轨道的两侧具有两个水平放置的转盘轮,沿着两个转盘轮外周绕制有一条切割锯条,切割锯条的锯齿垂直向下,转盘轮连接有升降装置,切割锯条处于两个转盘轮之间的上下两段分别经过第一切割间隙和第二切割间隙,结构稳固、运行稳定、切割效果好、精度高且